Kuinka korjata katkennut hammaspyörän hammas

Aikaisempien tuotantovuosien mekanismeissa (työstökoneet, vaihteistot, voimansiirrot) hammaspyörät ja hammaspyörät valmistettiin usein harmaasta valuraudasta, mikä ei alhaisilla ja keskisuurilla kuormituksilla ollut huonompi kuin teräsvastineensa, ja raudan valuprosessi oli yksinkertaisempi. ja halvempaa kuin teräs.
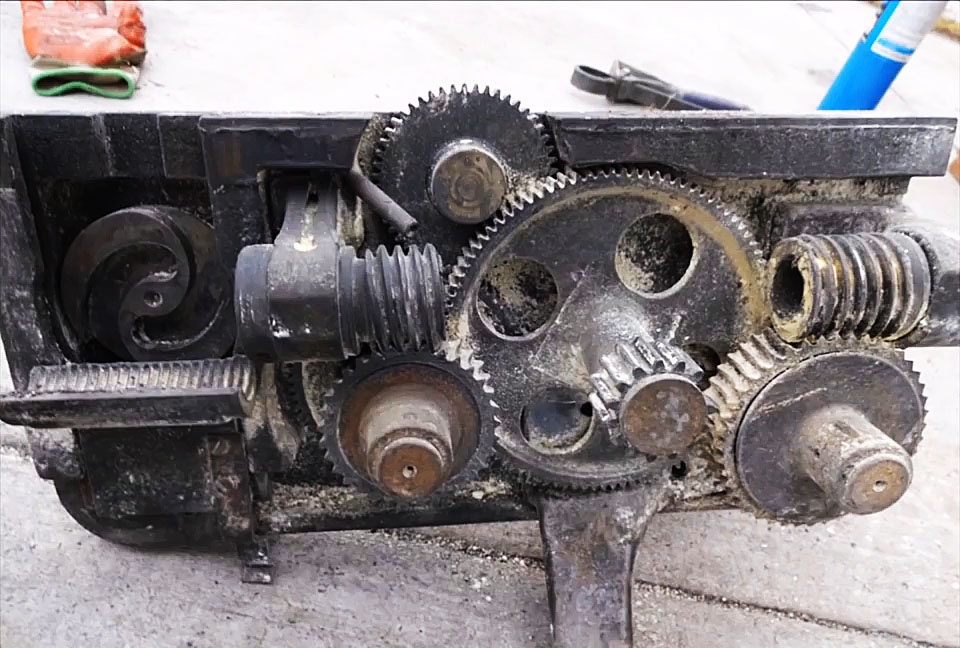
Mutta valurauta on hauras, ja vaihteissa ja vaihteissa, kun kuormitus muuttui jyrkästi tai sen lisääntyminen, hampaat katkesivat ja koko mekanismi epäonnistui. Tietysti olisi parempi korvata hammaspyörä tai hammaspyörä, jossa on puuttuva hammas uudella tuotteella, mikä ei aina ole mahdollista. Sitten ei jää muuta kuin yrittää palauttaa hammas toisella tavalla.

Yksi vaihtoehto liittyy katkenneen hampaan paikan mekaaniseen esikäsittelyyn, lujuuden ja muiden ominaisuuksien suhteen sopivan materiaalin pintakäsittelyyn sekä pinnoituksen käsittelyyn, kunnes saadaan uusi, tarkan geometrian omaava hammas.
Tarvittavat laitteet, laitteet ja materiaalit
Töitä varten tarvitsemme:
- hiomakone ja minipora (pora);
- happi-asetyleeni hitsauspoltin;
- punkit;
- vispilä (mittauspää);
- sorvi;
- hioa;
- akseli, jossa on mutteri ja putkimainen pysäytin hammaspyörä- ja hammaspyöräyksikköä varten;
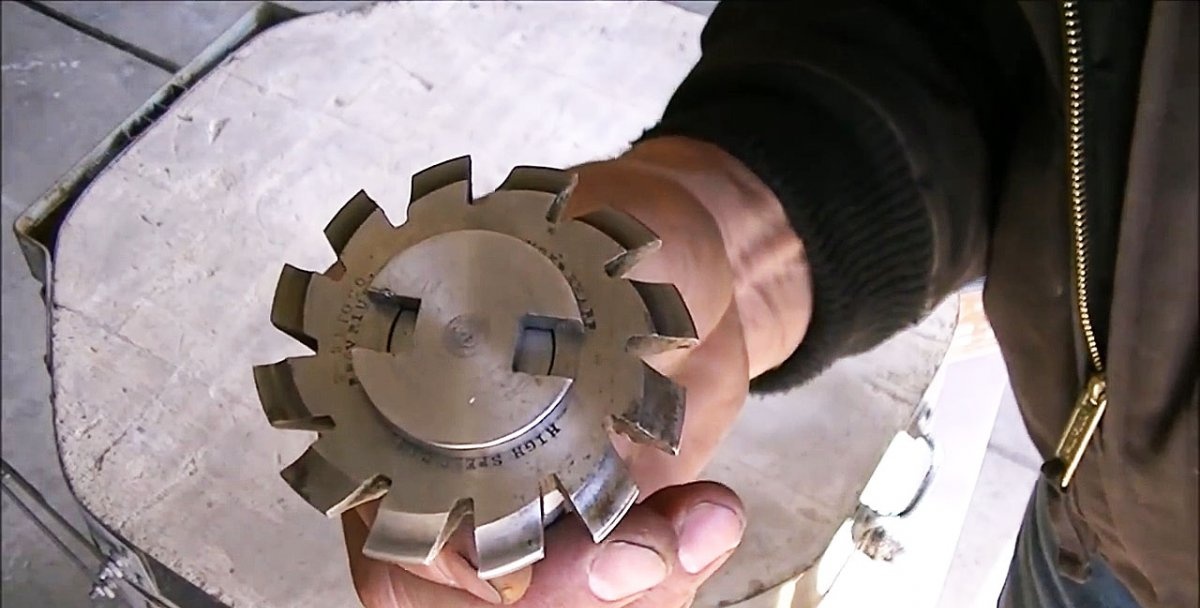
- leikkuri hampaiden välisen ontelon profiilin muodostamiseksi;
- leikkurin akseli avaimet käteen -kahvalla;
- jyrsinkone jakopäällä;
- mittauslaite (satulat, mikrometri) jne.
Täyttääksemme kahden vierekkäisen ehjän hampaan välisen raon suhteessa rikkoutuneeseen hampaan, tarvitsemme:
- piipitoinen (silikoni) pronssi sauva;
- juoksutusaine (pääosa: booraksi pienellä magnesiumseoksella);
- lasikuitu hitsaus huopa;
- rievut, lautasliinat jne.
Rikkoutuneen hampaan palautusprosessi
Se koostuu kolmesta vaiheesta:
- Paikan valmistelu ja kahden vierekkäisen ehjän hampaan välisen raon täyttäminen (tiivistäminen) suhteessa puuttuvaan hampaan.
- Valmistetaan pidike hammaspyöräleikkurille ja akseli vaihteen ja vaihteiston kiinnittämiseksi koneeseen käsittelyn aikana.
- Hammasprofiilin muodostaminen poistamalla saostunut materiaali erikoisleikkurilla molemmilta puolilta.
Juotosalueen valmistelu

Koska harmaata valurautaa on vaikea työstää mekaanisesti, se on lähes mahdotonta tehdä miniporalla. Rikkoutunut hammas on parempi ja nopeampi hioa hiomakoneella.
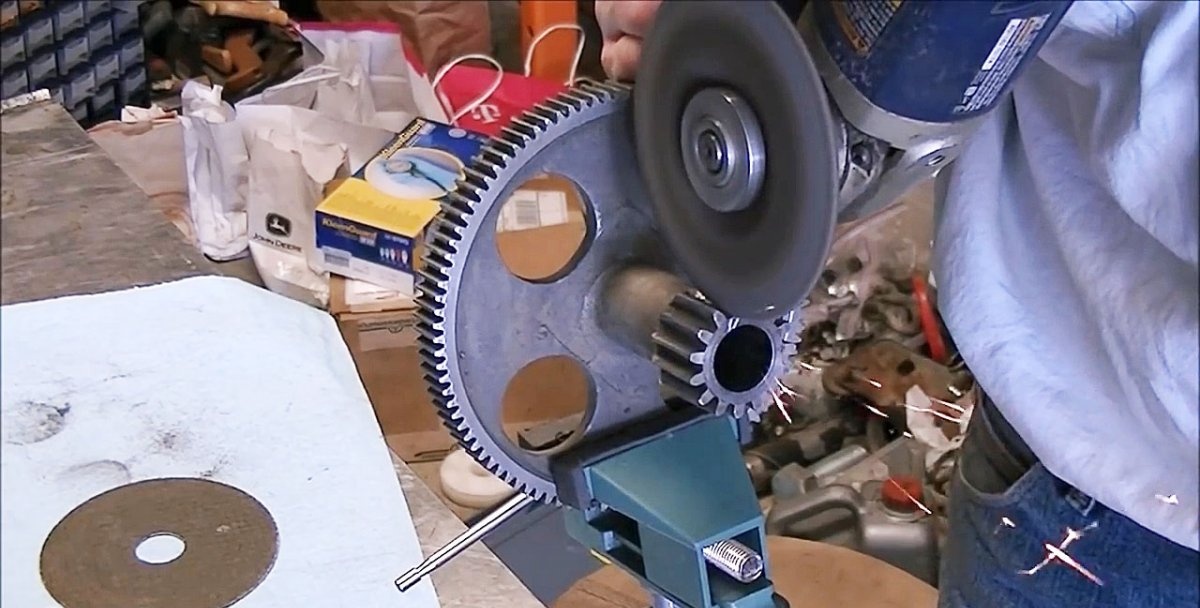
Lopuksi voit karhentaa pohjan poralla. Tämä varmistaa vahvemman liitoksen hitsatun materiaalin ja valuraudan välillä.


Terminen juotosprosessi
Se alkaa sekä juotosalueen että vaihteiston viereisten osien perusteellisella ja tasaisella lämmityksellä kaasu-asetyleenipolttimella. Muuten halkeamien muodostumisen todennäköisyys valurautaosaan kasvaa.
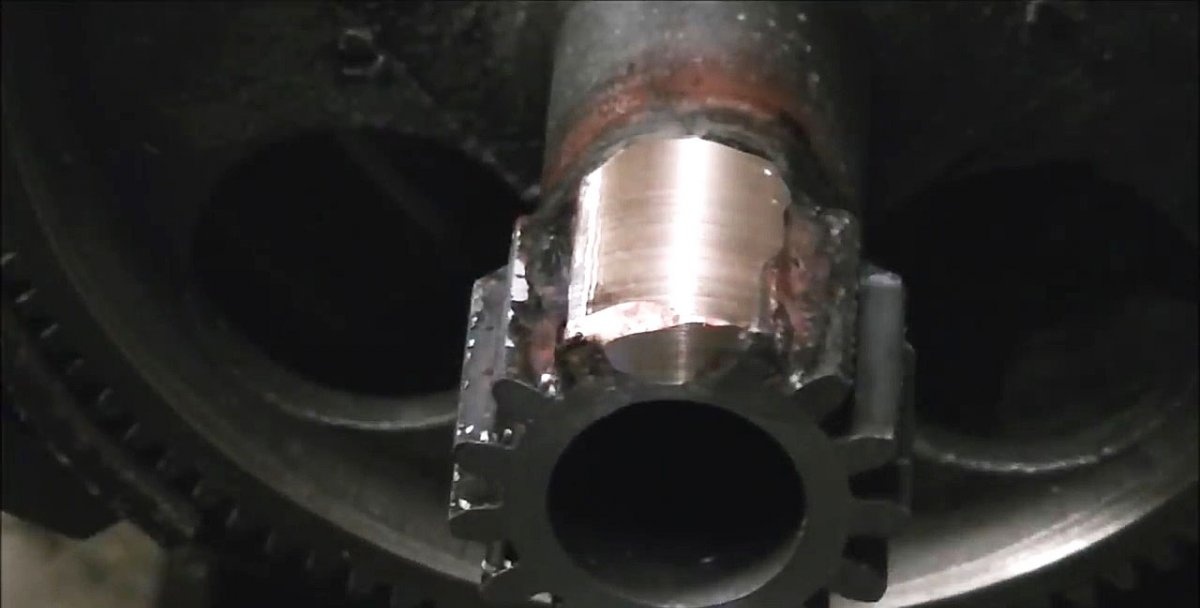
Sitten juotosalue ja hieman piipitoinen (silikoninen) pronssistauva kuumennetaan kuumaksi, joka kuumennuksen jälkeen lasketaan sulatesäiliöön, joka koostuu pääasiassa booraksesta, johon on lisätty pieni määrä magnesiumia.
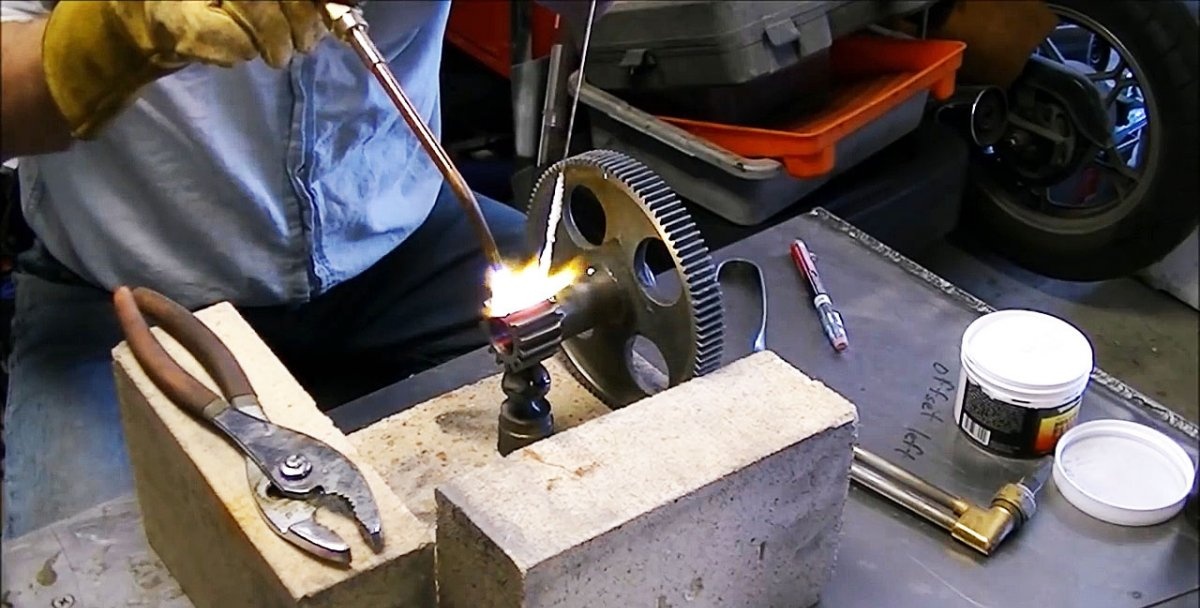
Seuraavaksi juoksuteella päällystetty silikonipronssisauva asetetaan ontelon päälle ja sulatetaan asetyleenipolttimen liekillä. Tämä toimenpide jatkuu, kunnes piipronssijuote täyttää vierekkäisten ehjien hampaiden välisen ontelon koko tilavuuden.
Tämän vaiheen lopussa, jotta juotos ei halkeile nopean jäähtymisen takia, peitämme restauroitavan osan lasikuituhitsauspeitteellä ja annamme sen jäähtyä hitaasti vaaditun ajan.

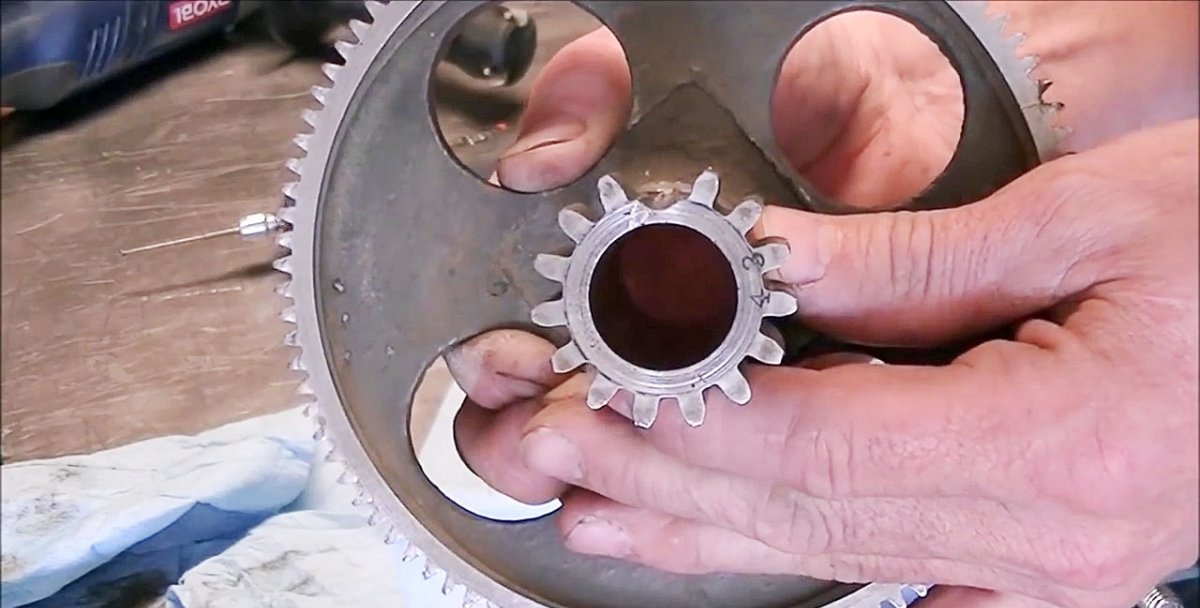
Juotetun hammaspyörän pään työstöprosessi
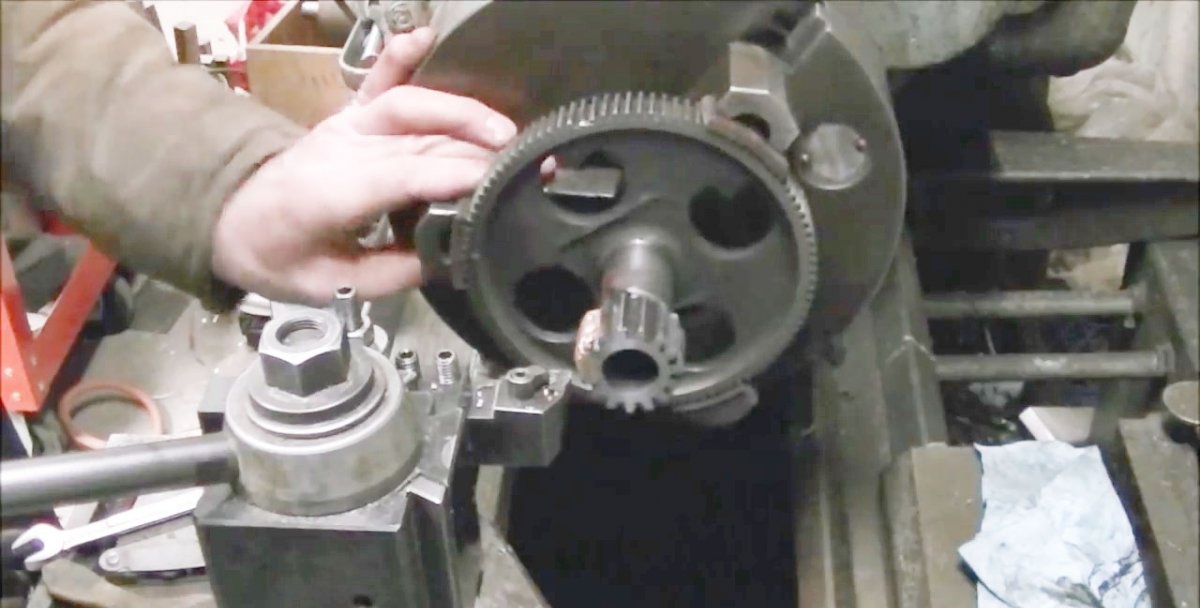
Kiinnitämme hammaspyörän sorvin istukkaan ja asetamme mittapään avulla lohkon pienimpään sallittuun juoksuun, lyömällä hammaspyörää tarvittaessa vasaralla yhdeltä tai toiselta puolelta.
Sitten poistamme leikkurien avulla hammaspyörän päistä ulkonevat juotoshelmet. Sorvauksen lopussa hiomme käsittelyalueet hiekkapaperilla.


Lohkon ja leikkurin valmistelu työhön

Asetamme hammaspyörän ja hammaspyörän sorvin päälle esivalmistetulle akselille kiristämällä mutteria ja sylinterimäistä pysäytintä.

Leikkurin pidikkeen valmistamiseksi otamme tietyn pituisen terästangon, jonka halkaisija on hieman suurempi kuin työkalun kiinnitysreikä. Puristamme sen sorvin istukkaan ja poraamme ensin keskitysporalla pienen reiän toisesta päästä, jonka sitten laajennamme kierreporalla haluttuun kokoon.
Seuraavaksi kiinnitämme hana koneen takatukeen ja asetamme sen tangon päässä olevaan reikään.Siirrämme päätuen takaisin ja katkaisemme langan manuaalisesti pyörittämällä hanaa kammen avulla. Ruuvaamme tuloksena olevaan kierteeseen kotitekoisen pultin, jossa on litteä sylinterimäinen pää ja kaksi symmetrisesti sijoitettua suorakaiteen muotoista aukkoa suhteessa tangon keskustaan, tuloksena olevaan kierteeseen tarttumista varten erityisellä avaimella.

Sitten päätämme tangon toiselle puolelle ja hiomme sen haluttuun pituuteen vastaamaan jyrsinkoneen karan halkaisijaa. Suoritamme sorvauksen halkaisijan säännöllisellä tarkastuksella, jotta koko ei löystyisi. Lopuksi hiomme kääntöalueen hiekkapaperiteipillä ja pyyhimme sen liinalla.
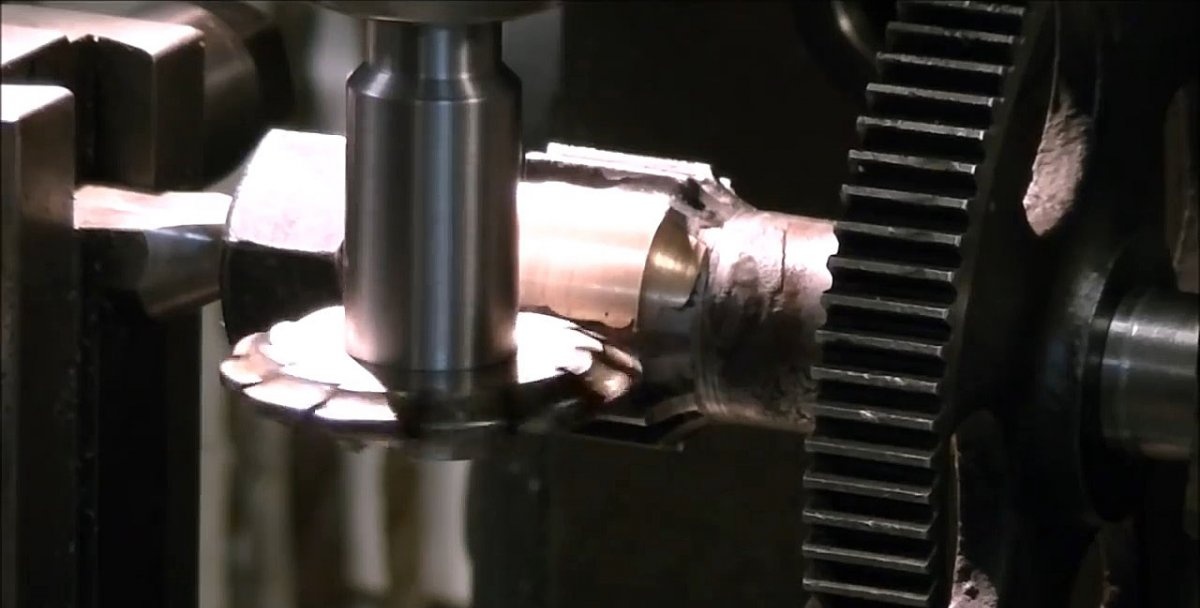
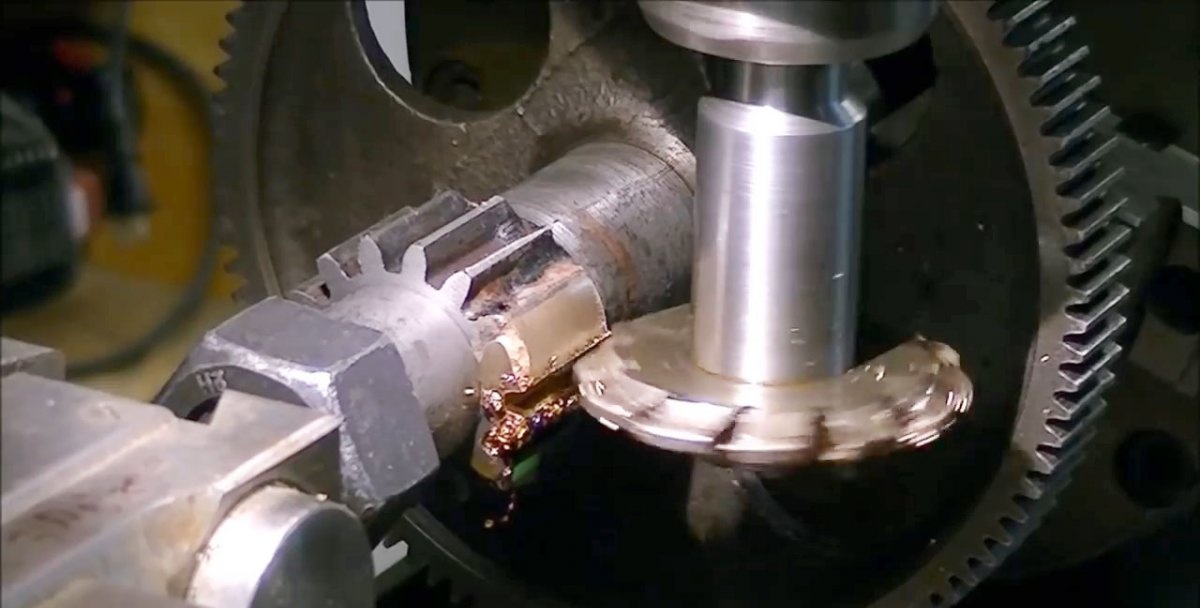
Hampaiden profiilin muodostus
Kiinnitämme leikkurin pidikkeen jyrsinkoneen karaan ja hiomme sauvan jyrsimen reiän kokoon mittaamalla halkaisija säännöllisesti mikrometrillä. Lopuksi hiomme uran hiekkapaperilla ja pyyhimme sen rievulla.
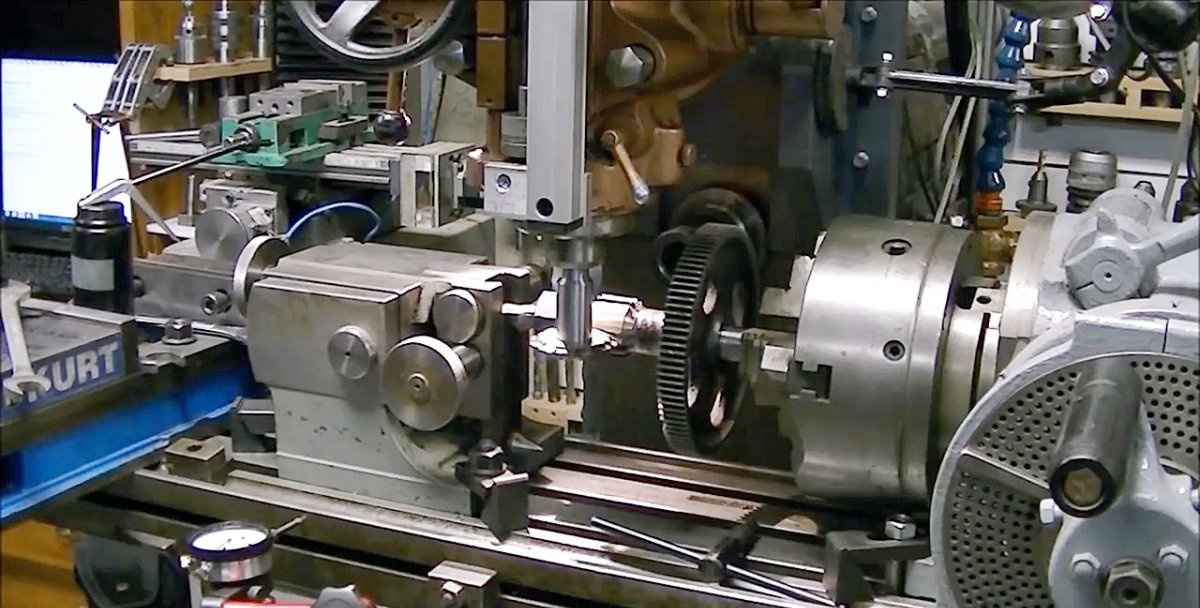
Asetamme leikkurin pidikkeeseen ja kiinnitämme sen lopussa kiinnityspultilla ensin käsin ja lopussa erikoisavaimella kammen kanssa. Asennamme jakopään ja takatuen jyrsinkoneen työpöydälle. Kiinnittämällä täysin suoran terästangon niiden väliin kohdistamme nämä yksiköt maksimaalisen koaksiaalisuuden varmistamiseksi pysty- ja vaakatasossa. Tätä varten käytämme mittapäitä ja säädämme takatuen asentoa suhteessa jakopäähän. Kohdistuksen jälkeen nämä yksiköt kiinnitetään tukevasti jyrsinpöytään.
Tärkein toimenpide on leikkurin tarkka kohdistus palautettavaan vaihteeseen nähden. Tätä varten käytämme jarrusatulaa, mikrometriä ja metalliviivainta.
Jaamme pään ominaisuudet hampaiden lukumäärällä ja saamme kahvan kierrosten lukumäärän yhtä hammasta kohti. Yleensä tulos on murtoluku. Tämä arvo löytyy sitten jakajaympyrästä.
Nyt voit kytkeä jyrsinkoneen karan päälle ja aloittaa yhden restauroitavan hampaan ontelon muotoilun. On parempi tehdä tämä 2-3 kierrossa, jotta pinta ei vahingoitu. Hammasta muodostettaessa on tarpeen poistaa leikatun materiaalin hiukkaset leikkurista ja voidella työkalu. Seuraavaksi siirrämme leikkuria pois ja käännämme hammaspyörää tasan askeleen jakopäällä ja toistamme edellinen toimenpide uudelleen.


Yksi huomio
Miksi käyttää piipronssia hampaan muodostamiseen valurautavaihteeseen? Eikö ole turvallisempaa hitsata hampaiden välinen ontelo valurautaelektrodilla ja käsitellä se sitten hammaspyöräleikkurilla?
Jos teet tämän, valurauta "valkaisee" korkean lämpötilan vuoksi ja muodostaa alueita, joita on käytännössä mahdoton työstää. Silikonipronssi on lujuudeltaan samanlainen kuin harmaa valurauta ja vielä suurempi vetolujuus. Samanaikaisesti sen käsittely, kuten olemme nähneet, ei ole ollenkaan vaikeaa.
Katso video
Samanlaisia mestarikursseja

Kuinka korjata palanut pora muuttamalla se 220 V:sta 12 V:iin

Kuinka palauttaa muovinen vaihde

Kuinka muuttaa ajoitusvaihteesta täysimittainen puunleikkuri

Pura raivausleikkurin vaihteisto kokonaan kuluneiden tuotteiden poistamiseksi

Muovisten hammaspyörien hampaiden palauttaminen pyälletyllä

Kuinka leikata ja teroittaa uusia hampaita vanhassa sahassa
Erityisen mielenkiintoista






Kommentit (16)
