Comment fabriquer un coupe-balle de vos propres mains
Les fraises sphériques produites industriellement sont rarement trouvées sur le marché et sont généralement conçues pour effectuer une opération spécifique sur une pièce spécifique. Il n'est généralement pas possible de les utiliser pour transformer d'autres produits. Et ils ne sont pas bon marché en raison de l'acier de haute qualité utilisé dans leur production, de la technologie de traitement complexe, des processus de durcissement complexes et des petits lots de production.

Tous ces facteurs obligent les artisans, lorsque le besoin d'un tel instrument se fait sentir, à rechercher des moyens indépendants de le fabriquer. Ils sont particulièrement souvent nécessaires à ceux qui réparent des voitures, des motos et d'autres véhicules.
À l'aide de simples broyeurs à boulets, par exemple, les canaux des culasses de moteurs sont percés lors de leur réparation. En pratique, ils sont les seuls à pouvoir traiter des canaux courbes avec une qualité et une précision élevées. Aucun autre type de coupeur n'est adapté à un tel travail. Vous pouvez utiliser une perceuse électrique conventionnelle comme entraînement pour un coupe-boule fait maison.
Un coupe-billes (coupe-cône, fraise) peut être fabriqué à partir d'une bille de diamètre approprié provenant d'un roulement à billes ou d'une rotule pour la direction ou la suspension d'une voiture. Des aciers durs sont utilisés pour fabriquer ces pièces, de sorte que les fraises fabriquées à partir de ceux-ci auront de bonnes propriétés de coupe.
Choisissons comme ébauche une bille parmi un roulement d'un diamètre de 33 mm. De quoi pourrions-nous avoir besoin pour fabriquer un coupe-rouleau ?
Vous pouvez vous en sortir avec un minimum d'outils :
L'ensemble des matériaux nécessaires, compte tenu de la fonctionnalité d'une fraise artisanale, est également court.
Nous aurons besoin:
Bien entendu, si vous suivez tous les canons technologiques de fabrication d'un outil en métal trempé, celui-ci doit d'abord être trempé afin de faciliter l'usinage ultérieur. Mais pour cela, il faut un four à moufle, que nous n'avons pas. De ce fait, nous aurons besoin d'un peu plus de temps, d'efforts et d'usure sur les disques de coupe et de tournage, ce qui n'est pas trop difficile, car nous ne fabriquons qu'une seule fraise à billes.
Encore une fois, utilisez un pied à coulisse pour mesurer le diamètre de la boule sélectionnée et assurez-vous de retirer une couche de métal de 0,5 mm de sa surface. Après tout, nous avons besoin d'un cutter d'un diamètre de 32 mm.

Le mandrin pourrait être réalisé en perçant un trou borgne dans la boule, suivi d'un filetage.Mais ce ne sera pas si facile à faire, car dans ce cas, vous devrez certainement libérer le métal de la pièce, disposer d'un dispositif spécial pour maintenir la bille pendant le traitement et, bien sûr, d'une perceuse, qui n'est pas disponible.

Par conséquent, nous optons pour l'option avec un écrou soudé et un mandrin vissé dans le filetage de la quincaillerie. Pour ce faire, serrez la bille dans un étau et utilisez une machine à souder pour fixer l'écrou à la pièce. Une fois le soudage terminé, refroidissez rapidement le joint obtenu dans l'eau pour empêcher le métal de la bille de se détacher.


Nous vissons solidement le mandrin dans l'écrou et le fixons dans la broche d'une perceuse électrique ou d'une meuleuse, qui, à son tour, doit être solidement fixée à l'aide de pinces ou d'un étau. Tout est prêt pour ajuster le diamètre de la boule à la taille souhaitée.

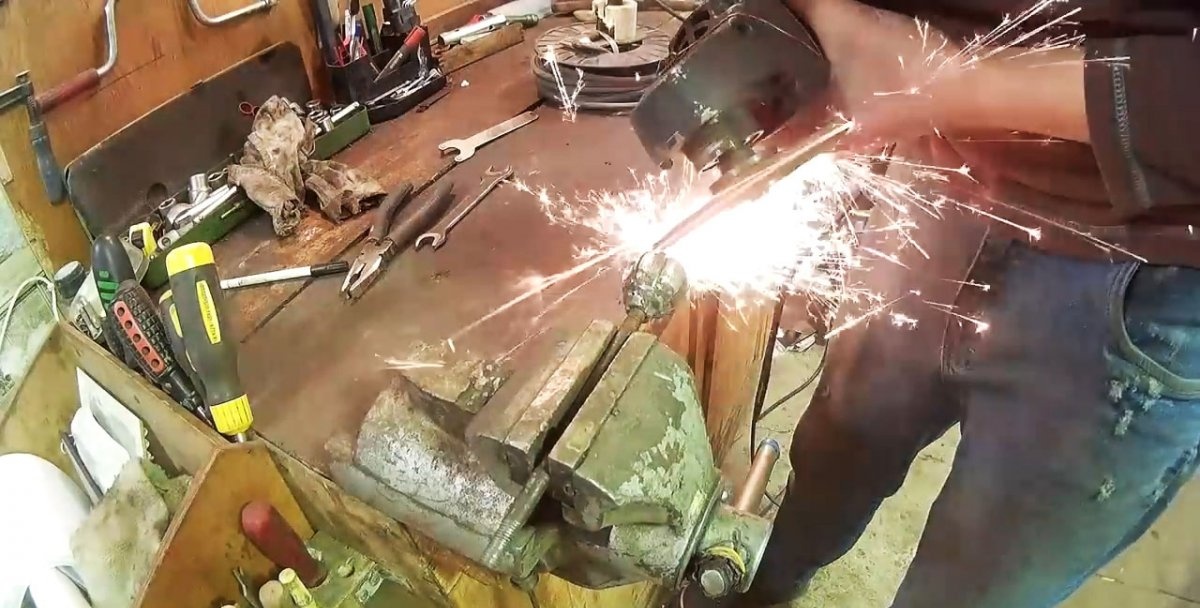
Pour ce faire, nous faisons tourner la broche avec la pièce sécurisée et commençons à enlever le métal à l'aide d'un disque tournant et d'une meuleuse, en surveillant constamment le diamètre de la bille traitée avec un pied à coulisse.

Après avoir reçu la taille transversale souhaitée (32 mm), nous arrêtons le traitement.
Maintenant, tout est prêt pour former les dents coupantes. Nous fixons la pièce par la tige dans un étau métallique et, à l'aide d'une meuleuse avec disque de coupe, commençons à réaliser les rainures longitudinales qui seront nécessaires pour obtenir des arêtes de coupe.

La question se pose : combien de rainures dois-je réaliser ? La réponse est claire : plus le matériau à traiter est dur, plus il doit y en avoir. Puisque nous allons restaurer un bloc-cylindres de moto en duralumin, il suffit de réaliser 10 rainures pour obtenir 9 arêtes de coupe.
A l'aide d'un disque tournant, on enlève l'excédent de métal pour obtenir un profil trapézoïdal des dents dirigé dans le sens de rotation de l'outil.Cette opération est la plus complexe et la plus importante, elle doit donc être effectuée avec toute l’attention et la précision nécessaires. Après cela, nous pouvons supposer que la fraise est complètement prête pour le travail prévu.

Reste à le tester en action sur un bloc cylindre d'une moto Ural ou autre avec les mêmes tailles de trous. Pendant le fonctionnement, la fraise doit être périodiquement lubrifiée avec de l'huile. Pour que le processus se déroule de manière plus intensive et sans effort inutile sur le lecteur.

 La seule chose dont je voudrais vous avertir est la zone de traitement du siège de soupape, qui est en acier. Lorsque vous vous en approchez, vous devez réduire l'avance et tenir fermement l'outil afin qu'il ne s'échappe pas de vos mains, ce qui pourrait entraîner des blessures ou des dommages à la pièce.
La seule chose dont je voudrais vous avertir est la zone de traitement du siège de soupape, qui est en acier. Lorsque vous vous en approchez, vous devez réduire l'avance et tenir fermement l'outil afin qu'il ne s'échappe pas de vos mains, ce qui pourrait entraîner des blessures ou des dommages à la pièce.

Lorsque vous travaillez avec un coupe-balle, vous devez protéger vos yeux avec des lunettes et porter des gants sur vos mains. Bien entendu, le broyeur doit avoir un capot de protection. Le fait est que lors du traitement des métaux mous, les copeaux sont de tailles différentes et ont tendance à voler dans toutes les directions et sur de longues distances.
Quant à l'outil, il est plus avantageux de placer les arêtes coupantes non pas longitudinalement par rapport à l'axe de rotation, mais en biais. La fraise travaillera alors plus doucement, plus efficacement et le risque de torsion non autorisée sera réduit.
Pour éliminer le faux-rond tangentiel de l'outil, il est plus rentable de fabriquer une fraise à partir d'une rotule de direction de voiture. Il n'est alors pas nécessaire de réaliser un mandrin, car il existe déjà et est parfaitement centré par rapport à la bille.

Tous ces facteurs obligent les artisans, lorsque le besoin d'un tel instrument se fait sentir, à rechercher des moyens indépendants de le fabriquer. Ils sont particulièrement souvent nécessaires à ceux qui réparent des voitures, des motos et d'autres véhicules.
À l'aide de simples broyeurs à boulets, par exemple, les canaux des culasses de moteurs sont percés lors de leur réparation. En pratique, ils sont les seuls à pouvoir traiter des canaux courbes avec une qualité et une précision élevées. Aucun autre type de coupeur n'est adapté à un tel travail. Vous pouvez utiliser une perceuse électrique conventionnelle comme entraînement pour un coupe-boule fait maison.
Un coupe-billes (coupe-cône, fraise) peut être fabriqué à partir d'une bille de diamètre approprié provenant d'un roulement à billes ou d'une rotule pour la direction ou la suspension d'une voiture. Des aciers durs sont utilisés pour fabriquer ces pièces, de sorte que les fraises fabriquées à partir de ceux-ci auront de bonnes propriétés de coupe.
Choisissons comme ébauche une bille parmi un roulement d'un diamètre de 33 mm. De quoi pourrions-nous avoir besoin pour fabriquer un coupe-rouleau ?
Outils et matériaux
Vous pouvez vous en sortir avec un minimum d'outils :
- Broyeur avec disque coupant et tournant.
- Machine de soudage.
- Étau pour le métal.
- Pied à coulisse et marqueur.
L'ensemble des matériaux nécessaires, compte tenu de la fonctionnalité d'une fraise artisanale, est également court.
Nous aurons besoin:
- Diamètre de la boule 33 mm.
- Vis.
- Mandrin avec fil à une extrémité.
- Bloc-cylindres de moto.
Le processus de fabrication d'un coupe-rouleau
Bien entendu, si vous suivez tous les canons technologiques de fabrication d'un outil en métal trempé, celui-ci doit d'abord être trempé afin de faciliter l'usinage ultérieur. Mais pour cela, il faut un four à moufle, que nous n'avons pas. De ce fait, nous aurons besoin d'un peu plus de temps, d'efforts et d'usure sur les disques de coupe et de tournage, ce qui n'est pas trop difficile, car nous ne fabriquons qu'une seule fraise à billes.
Encore une fois, utilisez un pied à coulisse pour mesurer le diamètre de la boule sélectionnée et assurez-vous de retirer une couche de métal de 0,5 mm de sa surface. Après tout, nous avons besoin d'un cutter d'un diamètre de 32 mm.

Le mandrin pourrait être réalisé en perçant un trou borgne dans la boule, suivi d'un filetage.Mais ce ne sera pas si facile à faire, car dans ce cas, vous devrez certainement libérer le métal de la pièce, disposer d'un dispositif spécial pour maintenir la bille pendant le traitement et, bien sûr, d'une perceuse, qui n'est pas disponible.

Par conséquent, nous optons pour l'option avec un écrou soudé et un mandrin vissé dans le filetage de la quincaillerie. Pour ce faire, serrez la bille dans un étau et utilisez une machine à souder pour fixer l'écrou à la pièce. Une fois le soudage terminé, refroidissez rapidement le joint obtenu dans l'eau pour empêcher le métal de la bille de se détacher.


Nous vissons solidement le mandrin dans l'écrou et le fixons dans la broche d'une perceuse électrique ou d'une meuleuse, qui, à son tour, doit être solidement fixée à l'aide de pinces ou d'un étau. Tout est prêt pour ajuster le diamètre de la boule à la taille souhaitée.

Pour ce faire, nous faisons tourner la broche avec la pièce sécurisée et commençons à enlever le métal à l'aide d'un disque tournant et d'une meuleuse, en surveillant constamment le diamètre de la bille traitée avec un pied à coulisse.

Après avoir reçu la taille transversale souhaitée (32 mm), nous arrêtons le traitement.
Maintenant, tout est prêt pour former les dents coupantes. Nous fixons la pièce par la tige dans un étau métallique et, à l'aide d'une meuleuse avec disque de coupe, commençons à réaliser les rainures longitudinales qui seront nécessaires pour obtenir des arêtes de coupe.

La question se pose : combien de rainures dois-je réaliser ? La réponse est claire : plus le matériau à traiter est dur, plus il doit y en avoir. Puisque nous allons restaurer un bloc-cylindres de moto en duralumin, il suffit de réaliser 10 rainures pour obtenir 9 arêtes de coupe.
A l'aide d'un disque tournant, on enlève l'excédent de métal pour obtenir un profil trapézoïdal des dents dirigé dans le sens de rotation de l'outil.Cette opération est la plus complexe et la plus importante, elle doit donc être effectuée avec toute l’attention et la précision nécessaires. Après cela, nous pouvons supposer que la fraise est complètement prête pour le travail prévu.
Reste à le tester en action sur un bloc cylindre d'une moto Ural ou autre avec les mêmes tailles de trous. Pendant le fonctionnement, la fraise doit être périodiquement lubrifiée avec de l'huile. Pour que le processus se déroule de manière plus intensive et sans effort inutile sur le lecteur.



Avertissements et remarques
Lorsque vous travaillez avec un coupe-balle, vous devez protéger vos yeux avec des lunettes et porter des gants sur vos mains. Bien entendu, le broyeur doit avoir un capot de protection. Le fait est que lors du traitement des métaux mous, les copeaux sont de tailles différentes et ont tendance à voler dans toutes les directions et sur de longues distances.
Quant à l'outil, il est plus avantageux de placer les arêtes coupantes non pas longitudinalement par rapport à l'axe de rotation, mais en biais. La fraise travaillera alors plus doucement, plus efficacement et le risque de torsion non autorisée sera réduit.
Pour éliminer le faux-rond tangentiel de l'outil, il est plus rentable de fabriquer une fraise à partir d'une rotule de direction de voiture. Il n'est alors pas nécessaire de réaliser un mandrin, car il existe déjà et est parfaitement centré par rapport à la bille.
Voir la vidéo
Classes de maître similaires





Particulièrement intéressant

Une façon simple de souder l'aluminium

Comment restaurer une chauve-souris

Dispositif d'affûtage de forets

Comment faire un trou dans de l'acier trempé sans percer

L'appareil le plus simple pour affûter les couteaux à 30 degrés

Comment percer n'importe quel acier rapide avec une perceuse à carrelage
Commentaires (0)
