Hogyan lehet növelni a sarokcsiszoló funkcionalitását eltávolítható berendezéssel
A sarokcsiszoló vagy csiszoló sokoldalúsága legalább a legnépszerűbb felszerelések alapján ítélhető meg - tárcsák, amelyek vágásra (csiszoló és gyémánt), nagyolásra (zsinórokkefék), csupaszításra, élezésre (6 mm vastagságtól) oszthatók, csiszolás és polírozás. Ezenkívül az eszköz által végzett munka sokféleségét megkönnyíti a motor és a szerszám tengelyeinek egymáshoz képest 90 fokos szögben elhelyezett elhelyezkedése.
Ennek a csiszológépnek az alkalmazási köre tovább bővíthető, a termelékenység és a hatékonyság növelhető a kivehető tartozékok segítségével, amelyeket kis erőfeszítéssel és szorgalommal saját maga is elkészíthet. Sőt, beérünk hétköznapi anyagokkal és egyszerű eszközökkel is.

A továbbfejlesztendő darálón kívül szükségünk lesz:
Az alábbi anyagokra lesz szükségünk:

Daráló segítségével lemezből vagy szalagból, valamint acélszögből vágjuk a kívánt méretű nyersdarabokat.

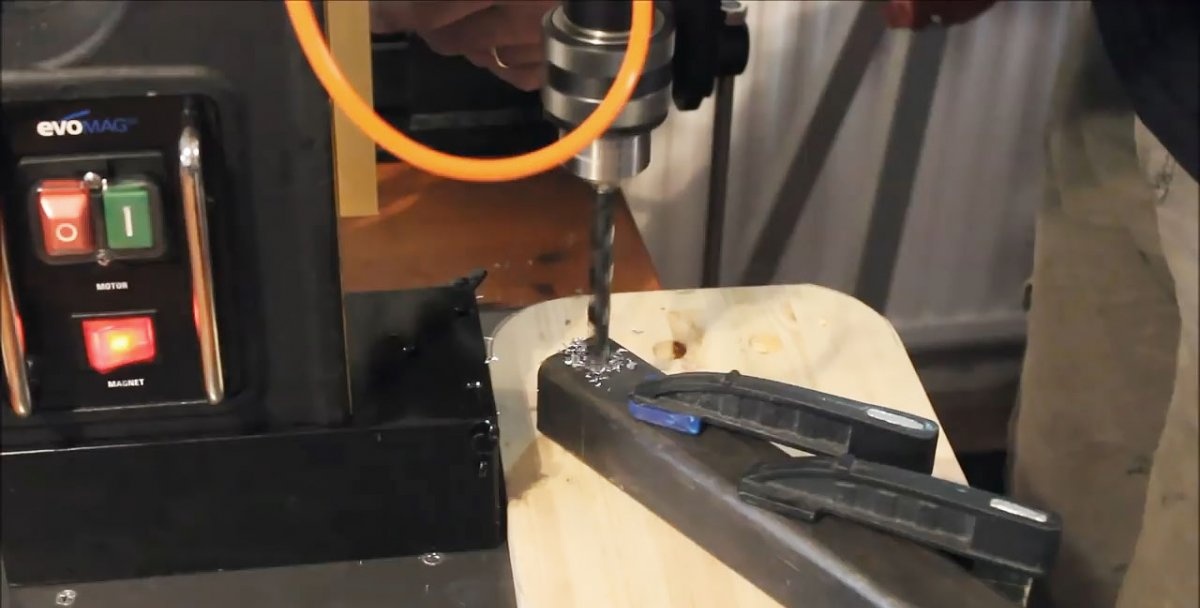
A munkadarabok minden élét és sarkát csiszolókoronggal megmunkálják és lekerekítik. Fúrógépen megjelöljük és elkészítjük a kívánt átmérőjű furatokat a munkadarabokon.

A sarokcsiszoló oldalain lévő menetes furatokba előre elkészített csapokat csavarunk.

Az asztalhoz rögzített ujjvágó minifúróval eltávolítjuk a letöréseket a munkadarabok furataiból. Két lapot rögzítünk a darálóra csapok és anyák segítségével. Azon a ponton, ahol a lemezek összefolynak, egy hatszögletű kerek fejű csavart, az anyamenethez pedig menetes csavart hegesztenek.

Lemezhajlító gépen egy nagy lemezdarab keskeny oldalára 30 fokos gyöngyöt készítünk.

Vágótárcsával a jelölések szerint keskeny fémcsíkból egyenlő oldalú trapéz formájú elemet vágunk ki, és fúrógépen lyukat készítünk a közepén.

Ebben és a munkadarabok többi furatában a letöréseket egy minifúró tengelyére szerelt ujjvágóval távolítjuk el.
A daráló fogantyújának szárát egy egyenlő oldalú trapéz alakú elem furatába helyezzük, és a lemez másik oldalán csavarjuk és húzzuk meg az anyát, amelyet ezután a lemezhez hegesztünk.

A négyzet alakú profilcsőben átmenő lyukat fúrunk két ellentétes oldalon. Az élek mentén az acélszög egyik polcára is fúrunk egy lyukat.


Daráló segítségével levágjuk az elemet az előzőleg fúrt furattal a profil négyzetes csőről.

A csapokra lyukakkal ellátott csíkokat szerelünk, és anyákkal rögzítjük.Ellenőrizzük azt a helyet, ahol a lemezek összefolynak egy négyszögletes négyzettel, függőleges és vízszintes síkban, a csapok anyák meglazításával vagy meghúzásával. Ezt követően végre meghúzzuk az anyákat.

A csiszoló fogantyújának menetére csavart anyát egyenlő oldalú trapéz alakban a lemezhez hegesztjük.

A köszörűre szerelt konvergáló lemezekre hegesztett anyával ellátott trapézlemezt helyezünk, és az alsó lemezekkel tervszerűen egybeeső helyen hegesztjük.

Egy kerek fejű csavart hegesztünk arra a helyre, ahol a lemezek összefolynak a darálón, és a fejet azon az oldalon kell elhelyezni, ahol a tárcsa a darálóra van felszerelve.

A sarokcsiszolóról leszedjük a konvergáló lemezeket, végül hozzájuk hegesztjük a csavart. Minden hegesztési kötést csiszolókoronggal csiszolunk.
A furatok segítségével szerelje fel a profilcső egy darabját a konvergáló lemezekhez hegesztett csavarra, és húzza meg anyával.
A berendezést a darálóval a karimás lapra helyezzük. Ezenkívül a profilcső töredékének az egyik oldalon egybe kell esnie a lemez oldalának hosszával, a másiknak pedig a karima aljához kell támaszkodnia.
Ebben a helyzetben a profilcső egy töredékét a lemezhez hegesztjük, először ügyelve arra, hogy az oldalai merőlegesek legyenek az alaplemez oldalára.
A főzés kényelmesebbé tétele érdekében a berendezést a darálóval együtt eltávolítjuk, így csak egy négyzet alakú cső töredéke marad a tányéron.
Végső beépítése után hegesztünk egy acél sarkot, amelynek furatai közelebb vannak a lemez másik széléhez, és hossza illeszkedik a lemez szélességéhez.

A sarok függőleges polcának külső felét csiszológéppel kivágjuk. Minden varratot és megmunkálási területet csiszolókoronggal tisztítunk.
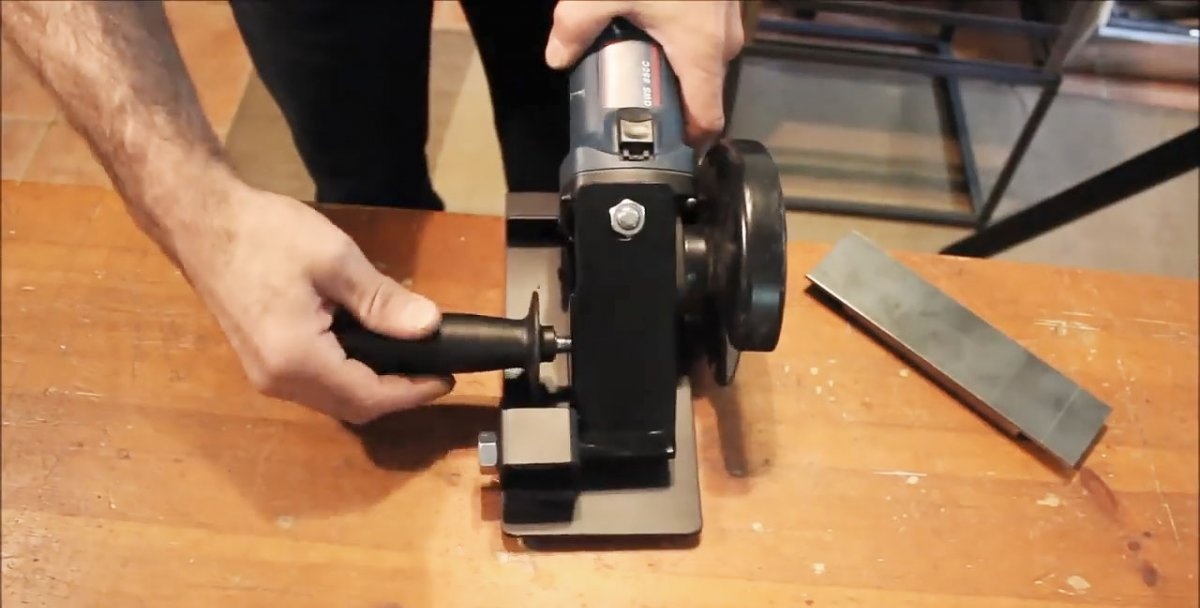
A hegesztett szerelvényeket aeroszolos flakonból fekete festékkel festjük.A berendezés összes alkatrészét csapok, anyák és csavarok segítségével szereljük a darálóra.


Szabályozzuk a lemez és a csúszka széle közötti távolságot. Mindenhol egyformának kell lennie.

A csúszkára szerelt köszörű képes a csavar körül függőleges síkban mozogni, mint egy ingafűrészkorong.

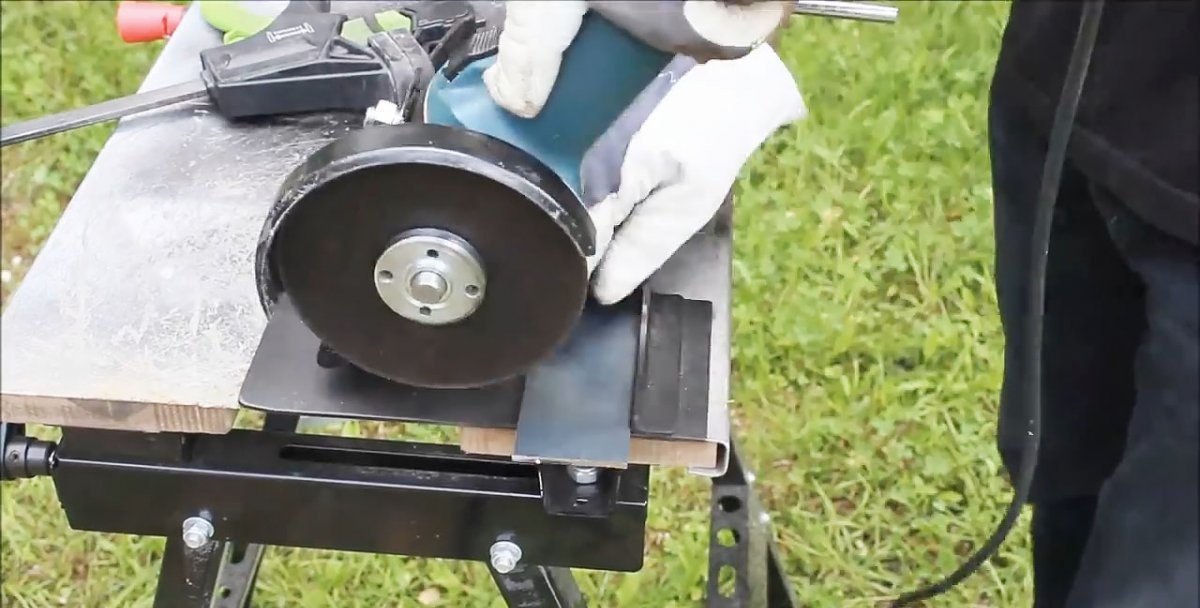
Mostantól egy ilyen berendezéssel ellátott sarokcsiszoló gyorsan és pontosan tud fémlemezt vágni, téglalap alakú töredékeket vágni, éleket tisztítani, keskeny csíkokat vágni egy hosszú lapból egy vezető mentén nagy pontossággal, vágni cső- és szalaganyagot, lekerekíteni a munkadarab sarkait a vágás cseréjével korong csiszolóval, rozsdamentes blankok tisztítása, piacképes megjelenés stb.



Olvassa el azt is, hogyan készíthet egy nagyon egyszerű állványt egy sarokcsiszolóhoz - https://home.washerhouse.com/hu/4355-prostaya-stoyka-dlya-bolgarki.html
Ennek a csiszológépnek az alkalmazási köre tovább bővíthető, a termelékenység és a hatékonyság növelhető a kivehető tartozékok segítségével, amelyeket kis erőfeszítéssel és szorgalommal saját maga is elkészíthet. Sőt, beérünk hétköznapi anyagokkal és egyszerű eszközökkel is.

Szükség lesz
A továbbfejlesztendő darálón kívül szükségünk lesz:
- fúrógép;
- mini fúró;
- laphajlító gép;
- hegesztö felszerelés;
- villáskulcsok;
- mérőeszköz.
Az alábbi anyagokra lesz szükségünk:
- 2 mm vastag fémlemez;
- acél egyenlő szög;
- négyzet alakú profilcső;
- kerek fejű hatlapfejű csavar;
- csapok, anyák, alátétek;
- egy doboz fekete festékszóró.
Kivehető berendezések gyártási technológiája

Daráló segítségével lemezből vagy szalagból, valamint acélszögből vágjuk a kívánt méretű nyersdarabokat.

A munkadarabok minden élét és sarkát csiszolókoronggal megmunkálják és lekerekítik. Fúrógépen megjelöljük és elkészítjük a kívánt átmérőjű furatokat a munkadarabokon.

A sarokcsiszoló oldalain lévő menetes furatokba előre elkészített csapokat csavarunk.

Az asztalhoz rögzített ujjvágó minifúróval eltávolítjuk a letöréseket a munkadarabok furataiból. Két lapot rögzítünk a darálóra csapok és anyák segítségével. Azon a ponton, ahol a lemezek összefolynak, egy hatszögletű kerek fejű csavart, az anyamenethez pedig menetes csavart hegesztenek.

Lemezhajlító gépen egy nagy lemezdarab keskeny oldalára 30 fokos gyöngyöt készítünk.

Vágótárcsával a jelölések szerint keskeny fémcsíkból egyenlő oldalú trapéz formájú elemet vágunk ki, és fúrógépen lyukat készítünk a közepén.

Ebben és a munkadarabok többi furatában a letöréseket egy minifúró tengelyére szerelt ujjvágóval távolítjuk el.
A daráló fogantyújának szárát egy egyenlő oldalú trapéz alakú elem furatába helyezzük, és a lemez másik oldalán csavarjuk és húzzuk meg az anyát, amelyet ezután a lemezhez hegesztünk.

A négyzet alakú profilcsőben átmenő lyukat fúrunk két ellentétes oldalon. Az élek mentén az acélszög egyik polcára is fúrunk egy lyukat.

Daráló segítségével levágjuk az elemet az előzőleg fúrt furattal a profil négyzetes csőről.

A csapokra lyukakkal ellátott csíkokat szerelünk, és anyákkal rögzítjük.Ellenőrizzük azt a helyet, ahol a lemezek összefolynak egy négyszögletes négyzettel, függőleges és vízszintes síkban, a csapok anyák meglazításával vagy meghúzásával. Ezt követően végre meghúzzuk az anyákat.

A csiszoló fogantyújának menetére csavart anyát egyenlő oldalú trapéz alakban a lemezhez hegesztjük.

A köszörűre szerelt konvergáló lemezekre hegesztett anyával ellátott trapézlemezt helyezünk, és az alsó lemezekkel tervszerűen egybeeső helyen hegesztjük.

Egy kerek fejű csavart hegesztünk arra a helyre, ahol a lemezek összefolynak a darálón, és a fejet azon az oldalon kell elhelyezni, ahol a tárcsa a darálóra van felszerelve.

A sarokcsiszolóról leszedjük a konvergáló lemezeket, végül hozzájuk hegesztjük a csavart. Minden hegesztési kötést csiszolókoronggal csiszolunk.
A furatok segítségével szerelje fel a profilcső egy darabját a konvergáló lemezekhez hegesztett csavarra, és húzza meg anyával.
A berendezést a darálóval a karimás lapra helyezzük. Ezenkívül a profilcső töredékének az egyik oldalon egybe kell esnie a lemez oldalának hosszával, a másiknak pedig a karima aljához kell támaszkodnia.
Ebben a helyzetben a profilcső egy töredékét a lemezhez hegesztjük, először ügyelve arra, hogy az oldalai merőlegesek legyenek az alaplemez oldalára.
A főzés kényelmesebbé tétele érdekében a berendezést a darálóval együtt eltávolítjuk, így csak egy négyzet alakú cső töredéke marad a tányéron.
Végső beépítése után hegesztünk egy acél sarkot, amelynek furatai közelebb vannak a lemez másik széléhez, és hossza illeszkedik a lemez szélességéhez.

A sarok függőleges polcának külső felét csiszológéppel kivágjuk. Minden varratot és megmunkálási területet csiszolókoronggal tisztítunk.
A hegesztett szerelvényeket aeroszolos flakonból fekete festékkel festjük.A berendezés összes alkatrészét csapok, anyák és csavarok segítségével szereljük a darálóra.


Szabályozzuk a lemez és a csúszka széle közötti távolságot. Mindenhol egyformának kell lennie.
A csúszkára szerelt köszörű képes a csavar körül függőleges síkban mozogni, mint egy ingafűrészkorong.
Sarokcsiszoló lehetőségei felszereléssel

Mostantól egy ilyen berendezéssel ellátott sarokcsiszoló gyorsan és pontosan tud fémlemezt vágni, téglalap alakú töredékeket vágni, éleket tisztítani, keskeny csíkokat vágni egy hosszú lapból egy vezető mentén nagy pontossággal, vágni cső- és szalaganyagot, lekerekíteni a munkadarab sarkait a vágás cseréjével korong csiszolóval, rozsdamentes blankok tisztítása, piacképes megjelenés stb.


Olvassa el azt is, hogyan készíthet egy nagyon egyszerű állványt egy sarokcsiszolóhoz - https://home.washerhouse.com/hu/4355-prostaya-stoyka-dlya-bolgarki.html
Nézd meg a videót
Hasonló mesterkurzusok





Különösen érdekes






Megjegyzések (0)
