Come riparare un dente dell'ingranaggio rotto

Nei meccanismi degli anni precedenti di produzione (macchine utensili, cambi, azionamenti), ingranaggi e ingranaggi erano spesso realizzati in ghisa grigia, che, a carichi bassi e medi, non erano inferiori alle loro controparti in acciaio, e il processo di fusione della ghisa era più semplice e più economico dell'acciaio.
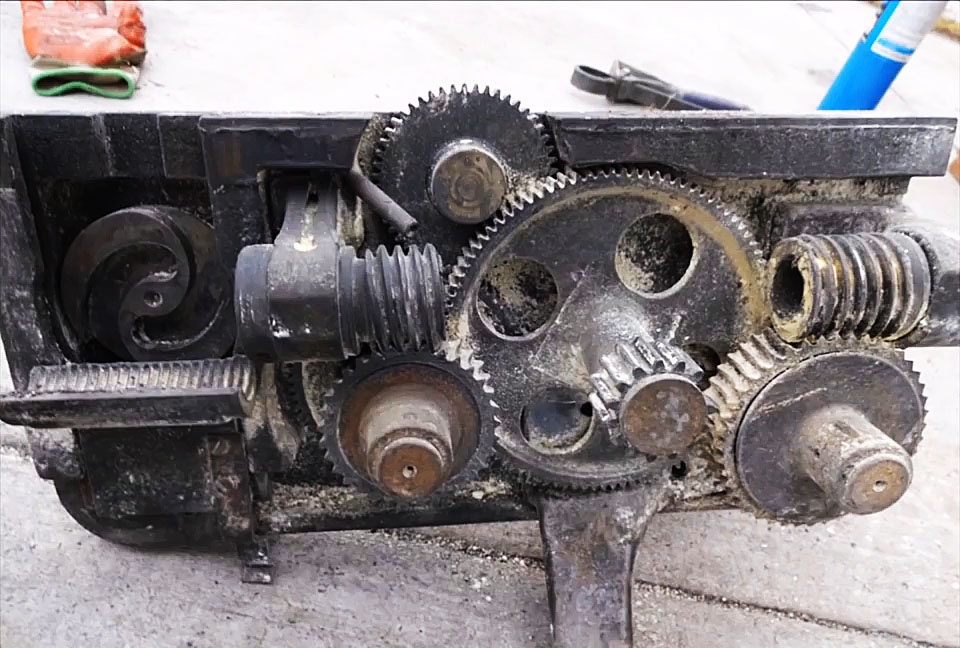
Ma la ghisa è fragile e negli ingranaggi e negli ingranaggi, con un brusco cambiamento del carico o il suo aumento, i denti si sono rotti e l'intero meccanismo ha fallito. Naturalmente sarebbe meglio sostituire un ingranaggio o un ingranaggio con un dente mancante con un prodotto nuovo, cosa che non sempre è possibile. Quindi non resta che provare a ripristinare il dente in un altro modo.

Una delle opzioni è associata alla preparazione meccanica della sede del dente rotto, al rivestimento di un materiale adatto in termini di resistenza e altre caratteristiche e alla lavorazione del rivestimento fino ad ottenere un nuovo dente con la geometria esatta.
Attrezzature, dispositivi e materiali necessari
Per lavoro abbiamo bisogno di:
- smerigliatrice e mini trapano (trapano);
- cannello per saldatura ossiacetilenica;
- acari;
- battitore (testa di misurazione);
- tornio;
- carta vetrata;
- un albero con dado e fermo tubolare per il gruppo pignone e ingranaggio;
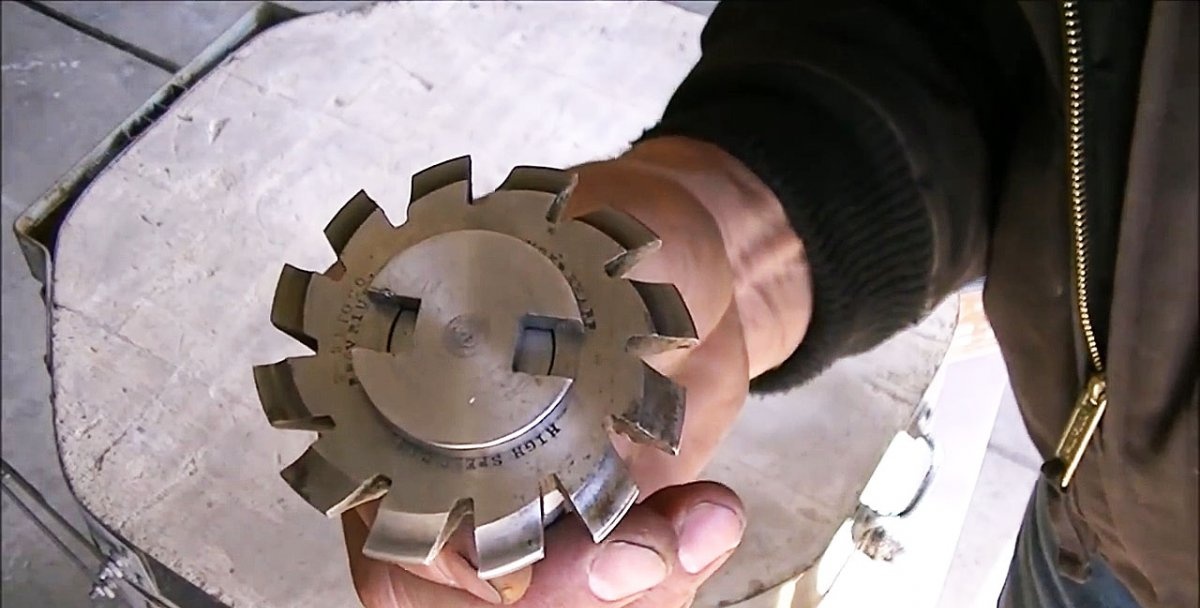
- taglierina per formare il profilo della cavità tra i denti;
- asse fresa con presa chiavi in mano;
- fresatrice con divisore;
- strumento di misura (calibri, micrometro), ecc.
Per colmare lo spazio tra due denti intatti adiacenti rispetto ad un dente rotto, abbiamo bisogno di:
- asta di bronzo siliceo (silicone);
- flusso (parte principale: borace con una piccola aggiunta di magnesio);
- coperta per saldatura in fibra di vetro;
- stracci, tovaglioli di stoffa, ecc.
Il processo di ripristino di un dente rotto
Si compone di tre fasi:
- Preparare il posto e riempire (sigillare) lo spazio tra due denti adiacenti intatti rispetto a quello mancante.
- Realizzazione di un supporto per una fresa per ingranaggi e di un asse per il fissaggio dell'ingranaggio e del riduttore sulla macchina durante la lavorazione.
- Formatura del profilo del dente asportando il materiale depositato con apposita fresa da entrambi i lati.
Preparazione dell'area di saldatura

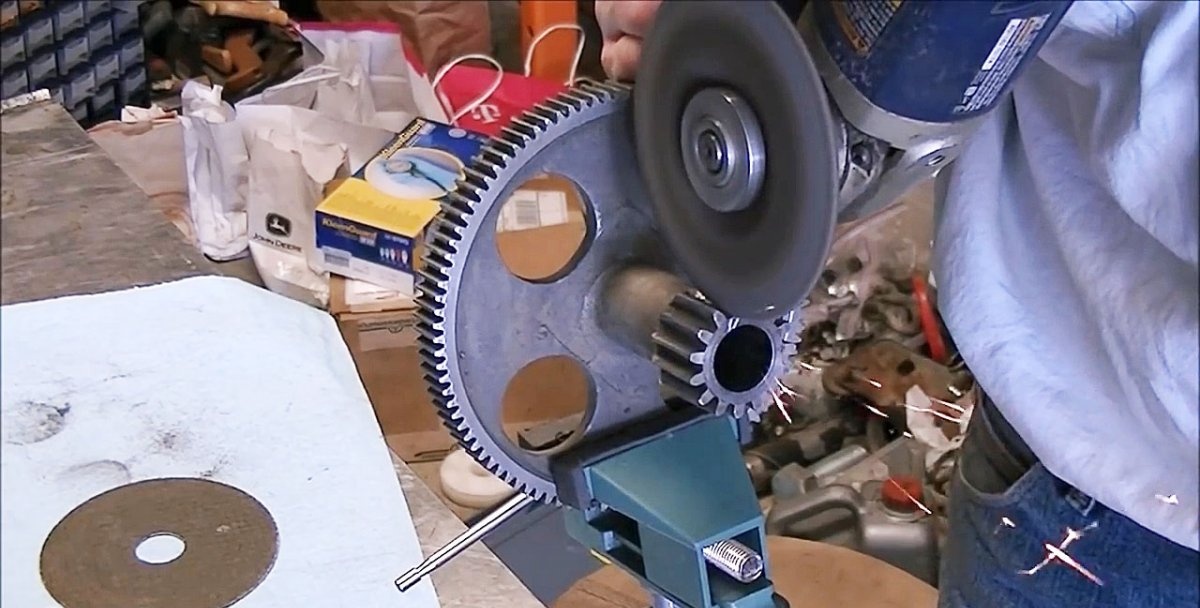
Poiché la ghisa grigia è difficile da lavorare meccanicamente, è quasi impossibile farlo con un mini trapano. È meglio e più veloce macinare un dente rotto usando una smerigliatrice.
Alla fine, puoi usare un trapano per irruvidire la base. Ciò garantirà un collegamento più forte tra il materiale saldato e la ghisa.


Processo di saldatura termica
Si inizia con il riscaldamento accurato ed uniforme, mediante cannello a gas-acetilene, sia della zona di saldatura che delle parti adiacenti dell'ingranaggio. In caso contrario, aumenta la probabilità che si formino crepe nella parte in ghisa.
Quindi la zona di saldatura e l'asta di bronzo leggermente silicea (silicone) vengono riscaldate a fuoco vivo, che, dopo il riscaldamento, viene calata in un contenitore con fondente, costituito principalmente da borace con l'aggiunta di una piccola quantità di magnesio.
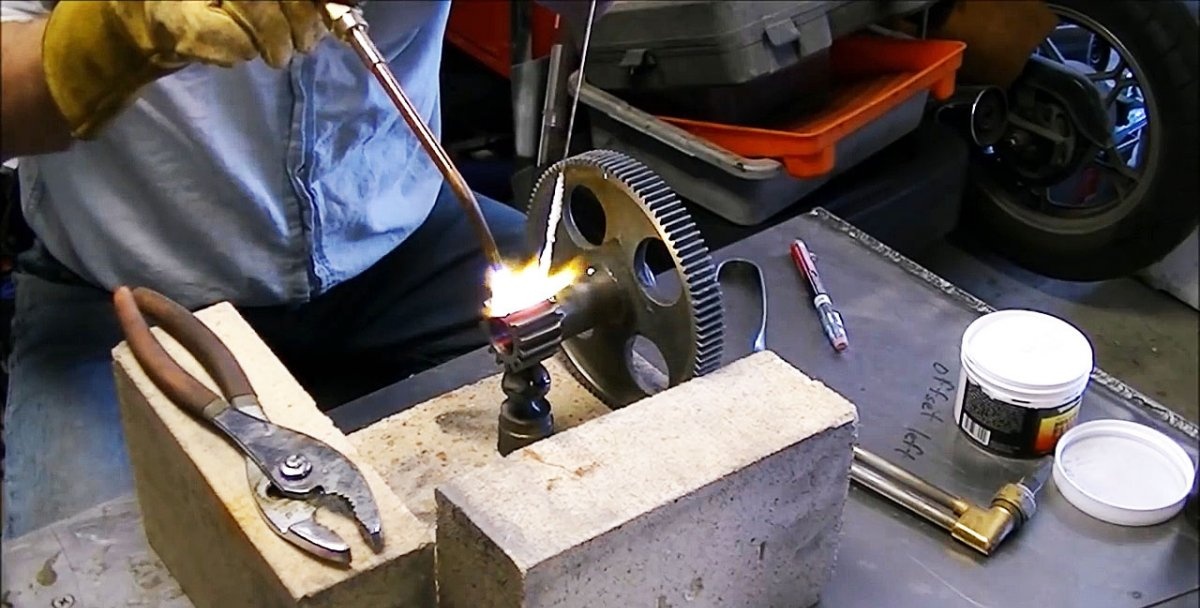
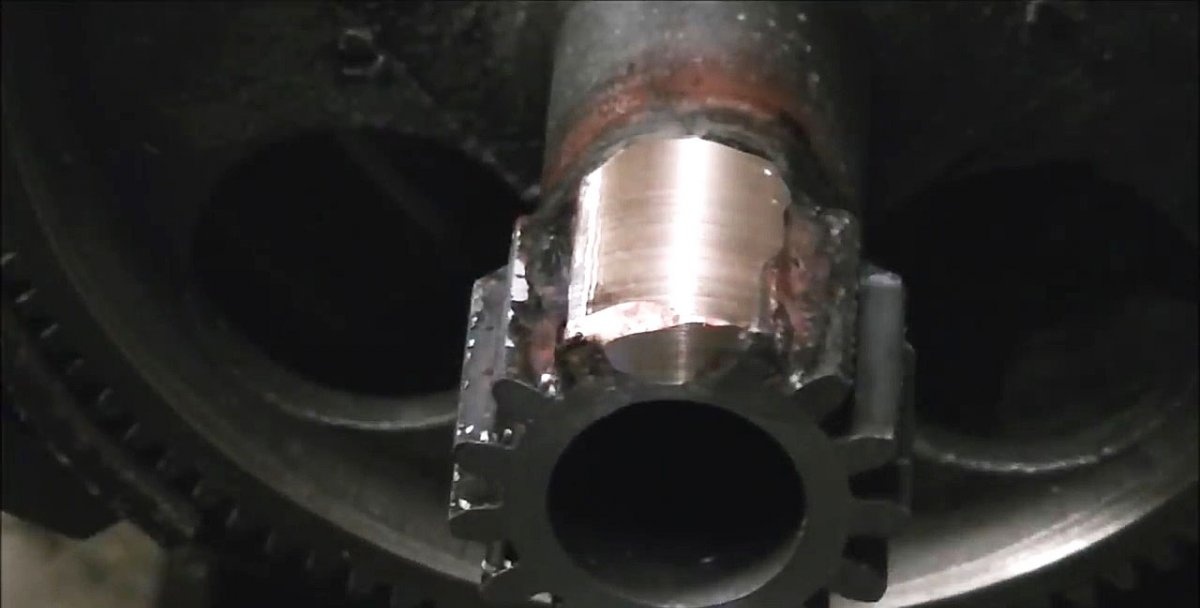
Successivamente, un'asta di bronzo siliconico rivestita di fondente viene posizionata sopra la cavità e fusa utilizzando la fiamma di un cannello ad acetilene. Questa operazione continua fino a quando la lega di bronzo al silicio riempie l'intero volume della cavità tra i denti intatti adiacenti.
Al termine di questa fase, affinché la saldatura non si rompa a causa del rapido raffreddamento, copriamo la parte da ripristinare con una coperta per saldatura in fibra di vetro e la lasciamo raffreddare lentamente per il tempo necessario.

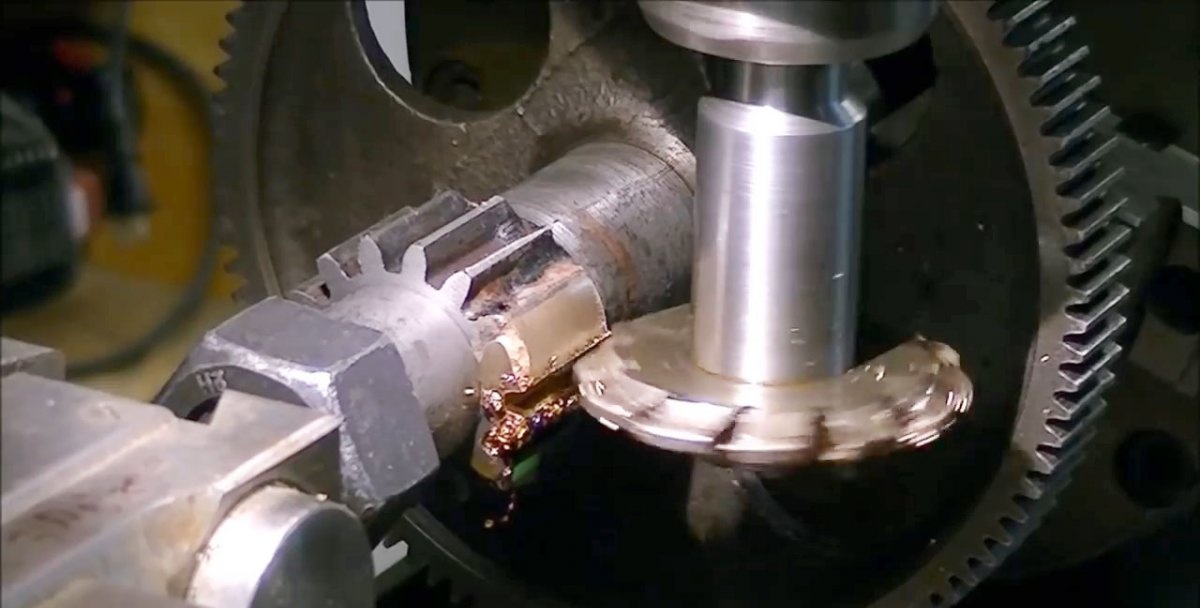
Processo di lavorazione delle estremità degli ingranaggi brasati
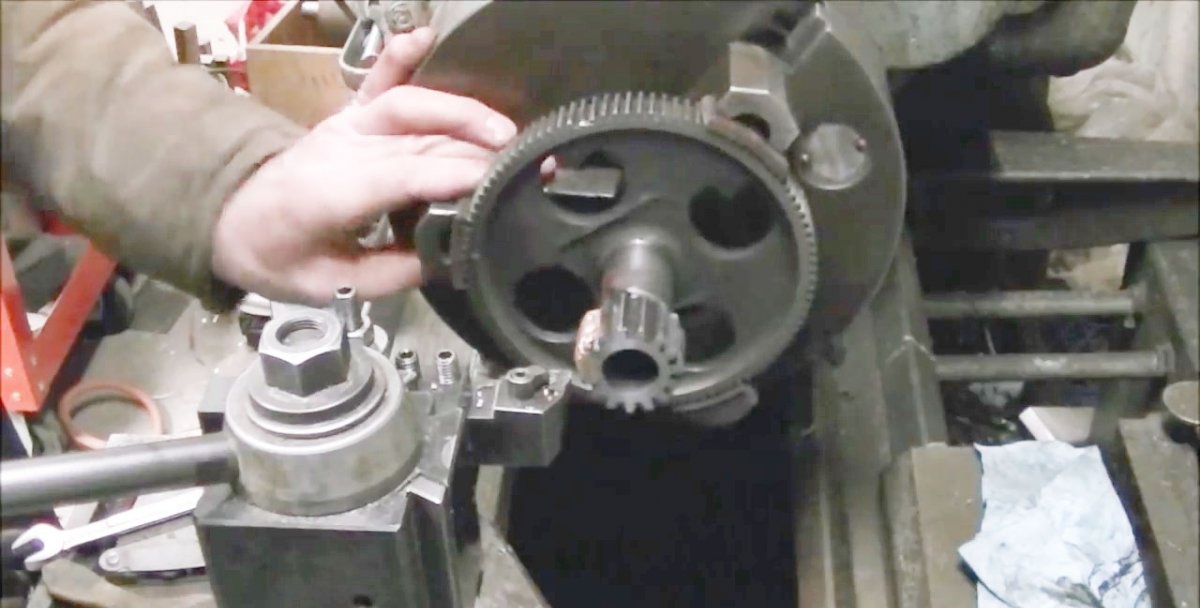
Blocchiamo la ruota dentata nel mandrino del tornio e, utilizzando una testa di misurazione, fissiamo il blocco con la eccentricità minima consentita, colpendo l'ingranaggio da un lato o dall'altro con un martello, se necessario.
Quindi, utilizzando le frese, rimuoviamo le perle di saldatura che sporgono oltre le estremità dell'ingranaggio. Al termine della tornitura, rettifichiamo le aree di lavorazione con carta vetrata.


Preparazione del blocco e della fresa per il lavoro

Posizioniamo l'ingranaggio e il blocco ingranaggi su un tornio su un asse pre-preparato serrando il dado e il fermo cilindrico.

Per realizzare un supporto per un cutter, prendiamo un'asta d'acciaio di una certa lunghezza e un diametro leggermente più grande del foro di montaggio nell'utensile. Lo fissiamo nel mandrino del tornio e prima praticiamo un piccolo foro da un'estremità con una punta di centraggio, che poi allarghiamo con una punta elicoidale alla dimensione richiesta.
Successivamente, fissiamo il rubinetto nella contropunta della macchina e lo inseriamo nel foro all'estremità dell'asta.Spostiamo indietro la paletta e tagliamo il filo manualmente, ruotando il rubinetto con una manovella. Avvitiamo un bullone fatto in casa con una testa cilindrica piatta e due ritagli rettangolari posizionati simmetricamente rispetto al centro dell'asta nella filettatura risultante per la presa con una chiave speciale.

Quindi terminiamo l'asta sull'altro lato e la rettifichiamo alla lunghezza richiesta per adattarla al diametro del mandrino della fresatrice. Effettuiamo tornitura con controllo periodico del diametro per non allentare la misura. Alla fine, carteggiamo l'area di svolta con un nastro di carta vetrata e la puliamo con un panno.
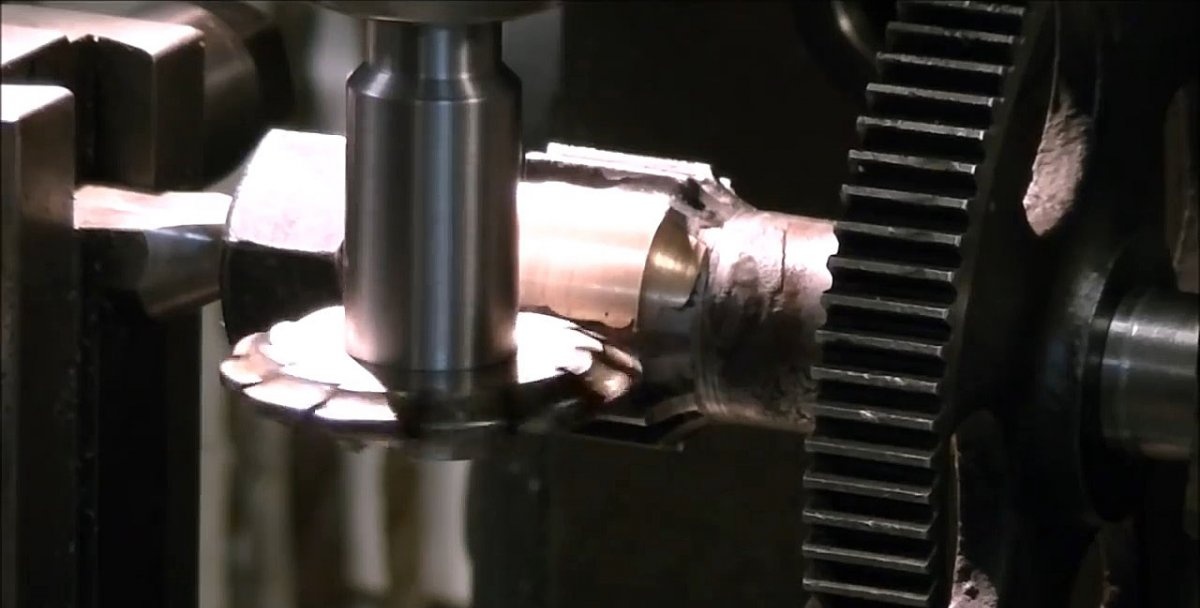
Formazione del profilo del dente
Fissiamo il portafresa nel mandrino della fresatrice e rettifichiamo l'asta alla dimensione del foro nella fresa, misurando periodicamente il diametro con un micrometro. Alla fine, levigiamo la scanalatura con carta vetrata e la puliamo con uno straccio.
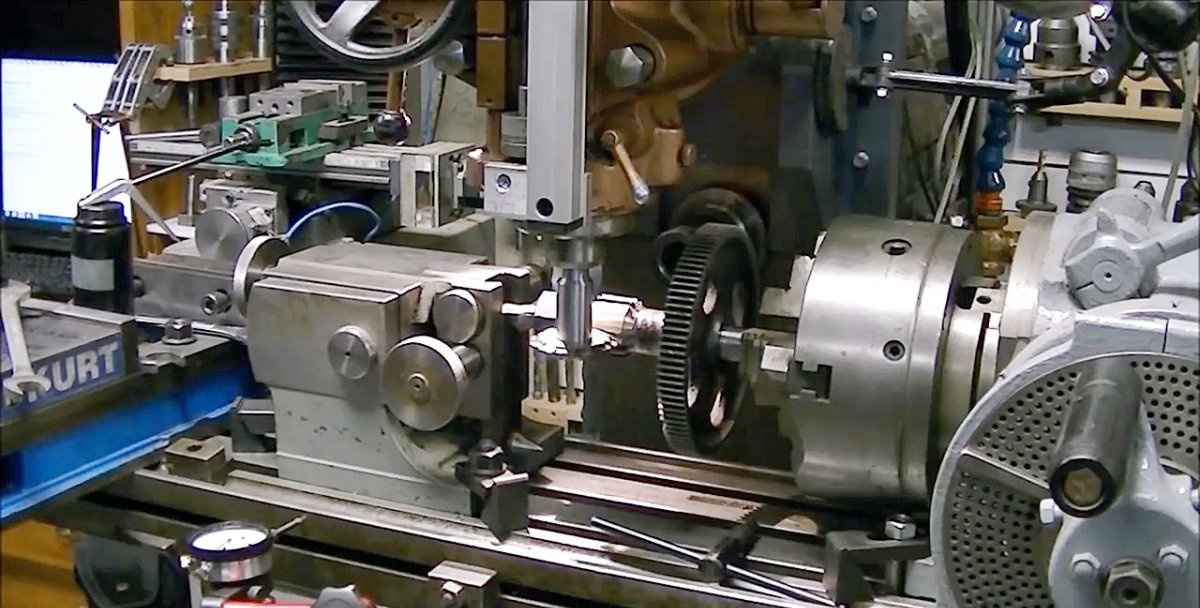
Mettiamo la taglierina sul supporto e la fissiamo all'estremità con un bullone di fissaggio, prima a mano, e alla fine con una chiave speciale con manovella. Installiamo il divisore e la contropunta sul tavolo di lavoro della fresatrice. Bloccando tra loro un'asta d'acciaio perfettamente diritta, allineiamo queste unità per garantire la massima coassialità nei piani verticale e orizzontale. Per fare ciò, utilizziamo teste di misurazione e regoliamo la posizione della contropunta rispetto al divisore. Dopo l'allineamento, queste unità vengono fissate saldamente al tavolo della fresatrice.
L'operazione più importante è il preciso allineamento della fresa rispetto all'ingranaggio da ripristinare. Per fare questo utilizziamo un calibro, un micrometro e un righello di metallo.
Dividiamo le caratteristiche della testa per il numero di denti e otteniamo il numero di giri del manico per 1 dente. Di solito il risultato è un numero frazionario. Questo valore si trova quindi sul cerchio divisore.
Ora puoi accendere il mandrino della fresatrice e iniziare a modellare una delle cavità del dente da restaurare. È meglio farlo in 2-3 passate per non danneggiare la superficie. Quando si forma un dente, è necessario rimuovere le particelle di materiale tagliato dalla fresa e lubrificare l'utensile. Successivamente, allontaniamo la taglierina e giriamo l'ingranaggio esattamente di un passo con il divisore e ripetiamo nuovamente l'operazione precedente.


Una nota
Perché utilizzare il bronzo al silicio per formare un dente su un ingranaggio in ghisa? Non è più sicuro saldare la cavità tra i denti con un elettrodo di ghisa e poi lavorarlo con una fresa per ingranaggi?
Se si fa così, a causa dell'elevata temperatura, la ghisa “sbianca” e crea zone praticamente impossibili da lavorare. Il bronzo siliconico ha una resistenza simile alla ghisa grigia e una resistenza alla trazione ancora maggiore. Allo stesso tempo, la sua lavorazione, come abbiamo visto, non è affatto difficile.
Guarda il video
Masterclass simili

Come ripristinare un trapano bruciato convertendolo da 220 V a 12 V

Come restaurare un ingranaggio in plastica

Come trasformare un ingranaggio di distribuzione in un vero e proprio taglialegna

Smontaggio completo della scatola ingranaggi del decespugliatore per rimuovere i prodotti di usura

Ripristino dei denti degli ingranaggi in plastica mediante zigrinatura

Come tagliare e affilare nuovi denti su una vecchia sega
Particolarmente interessante

Un modo semplice per saldare l'alluminio

Come restaurare un pipistrello

Dispositivo per l'affilatura del trapano

Come realizzare un foro nell'acciaio temprato senza forare

Il dispositivo più semplice per affilare i coltelli a 30 gradi

Come forare qualsiasi acciaio rapido con un trapano per piastrelle
Commenti (16)
