Hoe maak je een krachtige buigmachine voor wapening
Bij het werken met wapening bij het storten van een fundering of versterkte band moet deze onder verschillende hoeken gebogen worden. Als u alleen hamer en aambeeld gebruikt, duurt het voorbereidingsproces vóór het storten van beton dagen. U kunt de werksnelheid met wapening aanzienlijk versnellen met behulp van een zelfgemaakte buigmachine.

Voordat u de machine monteert, moet u draaiwerkzaamheden uitvoeren met een onbewerkt werkstuk van 40 mm. Er wordt een hoes van 30 mm hoog met een inwendig gat van 15 mm van gemaakt. Je moet ook 2 schimmelstruiken uitslijpen. De buitendiameter van hun dunne deel moet gelijk zijn aan de diameter van de binnenring van de bestaande lagers. De diameter van de schimmelkap is 5-10 mm groter gemaakt. In de bussen wordt een gat van 10 mm geboord en onder de kop van de bouten wordt een verzonken gat gemaakt. Ook moet je van 15 mm rondhout een vinger in een grote bus maken.Je moet het licht schuren, zodat het gemakkelijk in haar gaatje past.

Het machinebed is gemaakt van strip of dikke staalplaat.

Het bestaat uit twee rechthoekige plano's van verschillende afmetingen. De kleinere moet voldoende ruimte hebben om twee geselecteerde lagers te huisvesten. De grote is 30-40 mm breder en langer gemaakt. Eén hoek van de kleinere plaat wordt afgesneden en naar binnen afgerond, zodat er een hoes met een diameter van 40 mm aan kan worden bevestigd met een tussenruimte van 1-2 mm.

De frameplano's worden samengevouwen en afgesneden in de hoek tegengesteld aan de afgeronde, waarna ze worden gelast met een doorlopende naad en worden gereinigd volgens het lassen.


In het machinebed zijn 3 gaten gemaakt. De eerste is om onder de vinger te boren om een grote bus te installeren.


Het is in de onderste brede plaat op de hoek gemaakt, zodat de bus in de afgeronde hoek van de bovenste plaat past met een opening van 1-2 mm. Vervolgens worden op de kleinere plaat 2 blinde gaten geboord voor het installeren van de druklagers op M10-bouten.

Blinde gaten zijn voorzien van schroefdraad. Vervolgens worden de bouten met lagers en bussen erin geschroefd.

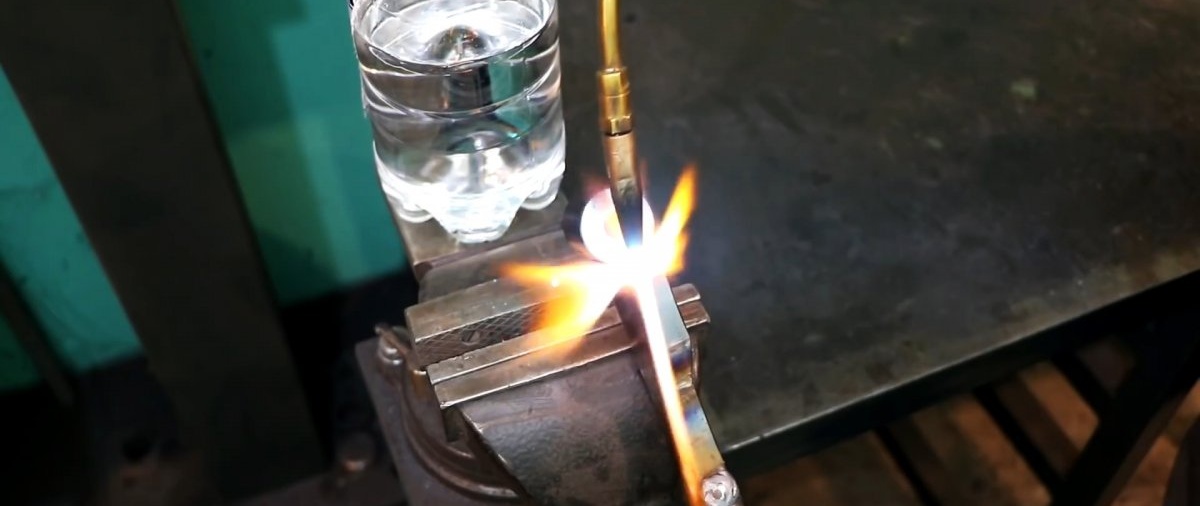
Een schouder die uit het metaal is gesneden dat is gebruikt om het frame te maken, wordt aan de grote bus gelast. Daarop wordt een aanslag van hetzelfde materiaal gelast. De rand mag het gat in de hoes niet 12-15 mm bereiken. U moet een inkeping maken aan het uiteinde van de stop. Vervolgens wordt de schouder verlengd met een rondhout. Het is op een lichte opwaartse helling gelast. Het is raadzaam om de inkepingen van de aanslag te verwarmen met een gassnijder en ze te verharden door ze in water af te koelen.





Een vinger wordt met het handvat in de hoes geslagen en deze wordt in het gat in het frame geïnstalleerd.


De machine wordt in een bankschroef geklemd. Voor het buigen wordt versteviging of rondhout tussen de lagers en de pen geplaatst en vervolgens gebogen door aan de hendel te draaien.



Materialen:
- strook of plaat met een doorsnede van 30 mm;
- lagers met een buitendiameter van 40-50 mm – 2 stuks;
- ronde plano voor draaiwerk met een diameter van 40 mm;
- rondhout 15 mm;
- M10 zeskantbouten – 2 st.
Productieproces van buigmachines
Voordat u de machine monteert, moet u draaiwerkzaamheden uitvoeren met een onbewerkt werkstuk van 40 mm. Er wordt een hoes van 30 mm hoog met een inwendig gat van 15 mm van gemaakt. Je moet ook 2 schimmelstruiken uitslijpen. De buitendiameter van hun dunne deel moet gelijk zijn aan de diameter van de binnenring van de bestaande lagers. De diameter van de schimmelkap is 5-10 mm groter gemaakt. In de bussen wordt een gat van 10 mm geboord en onder de kop van de bouten wordt een verzonken gat gemaakt. Ook moet je van 15 mm rondhout een vinger in een grote bus maken.Je moet het licht schuren, zodat het gemakkelijk in haar gaatje past.

Het machinebed is gemaakt van strip of dikke staalplaat.

Het bestaat uit twee rechthoekige plano's van verschillende afmetingen. De kleinere moet voldoende ruimte hebben om twee geselecteerde lagers te huisvesten. De grote is 30-40 mm breder en langer gemaakt. Eén hoek van de kleinere plaat wordt afgesneden en naar binnen afgerond, zodat er een hoes met een diameter van 40 mm aan kan worden bevestigd met een tussenruimte van 1-2 mm.

De frameplano's worden samengevouwen en afgesneden in de hoek tegengesteld aan de afgeronde, waarna ze worden gelast met een doorlopende naad en worden gereinigd volgens het lassen.


In het machinebed zijn 3 gaten gemaakt. De eerste is om onder de vinger te boren om een grote bus te installeren.


Het is in de onderste brede plaat op de hoek gemaakt, zodat de bus in de afgeronde hoek van de bovenste plaat past met een opening van 1-2 mm. Vervolgens worden op de kleinere plaat 2 blinde gaten geboord voor het installeren van de druklagers op M10-bouten.

Blinde gaten zijn voorzien van schroefdraad. Vervolgens worden de bouten met lagers en bussen erin geschroefd.

Een schouder die uit het metaal is gesneden dat is gebruikt om het frame te maken, wordt aan de grote bus gelast. Daarop wordt een aanslag van hetzelfde materiaal gelast. De rand mag het gat in de hoes niet 12-15 mm bereiken. U moet een inkeping maken aan het uiteinde van de stop. Vervolgens wordt de schouder verlengd met een rondhout. Het is op een lichte opwaartse helling gelast. Het is raadzaam om de inkepingen van de aanslag te verwarmen met een gassnijder en ze te verharden door ze in water af te koelen.




Een vinger wordt met het handvat in de hoes geslagen en deze wordt in het gat in het frame geïnstalleerd.


De machine wordt in een bankschroef geklemd. Voor het buigen wordt versteviging of rondhout tussen de lagers en de pen geplaatst en vervolgens gebogen door aan de hendel te draaien.


Bekijk de video
Soortgelijke masterclasses






Bijzonder interessant






Opmerkingen (1)
