Hvordan lage en kompleks sliper for enkel knivsliping
Som alle verktøy krever kniver riktig pleie, spesielt skarphet av høy kvalitet, der det er veldig viktig å opprettholde en konstant slipevinkel langs hele bladets lengde.
Dette er selvfølgelig ikke vanskelig for en erfaren sliper å få til selv når du arbeider manuelt. For alle andre vil det være ganske vanskelig å opprettholde den nødvendige slipevinkelen. Vil problemet med sløve kniver forbli uløselig for dem?
Det er tre veier ut av denne vanskeligheten: lær å slipe kniver, men dette vil kreve mye tid, tålmodighet og innsats; henvend deg til en profesjonell for hjelp hver gang og betal for hans dyre tjeneste; lag din egen knivsliper og ikke bry deg om slipevinkelen.
Nedenfor vil vi vurdere en metode for å produsere en enhet for sliping av kniver basert på en elektrisk sliper med to slipehjul.
For at arbeidet ikke skal ta mye krefter og tid, er det greit å ha på lager: en sveisemaskin, maskiner (boring, fresing og dreiing), en pendelsag, en drill, en kvern, skiftenøkler, merkeverktøy, etc.
I tillegg til den allerede nevnte elektriske sliperen, må du fylle på med materialer og komponenter:
Arbeidet vil bestå av to relativt uavhengige trinn: å ordne en elektrisk sliper og å produsere en knivholder som gir den nødvendige slipevinkelen.
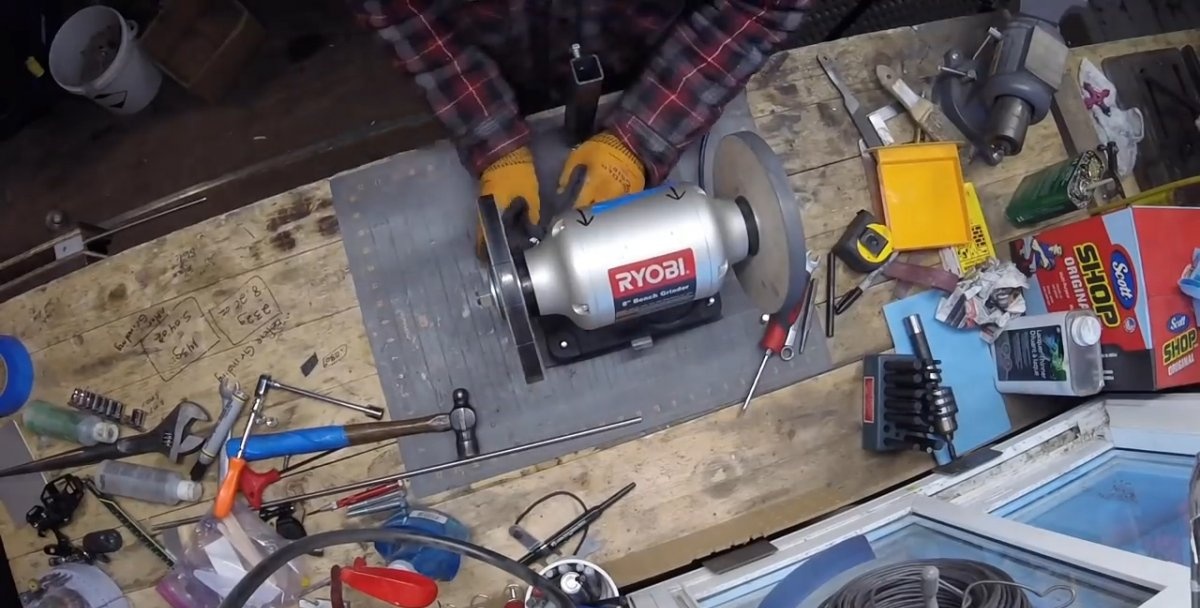
En av de nødvendige betingelsene for høykvalitets sliping av kniver er stabiliteten til slipeverktøyet. Derfor, som base for en elektrisk sliper, bruker vi en metallplate av passende størrelse og tykkelse.

Ved hjelp av et målebånd, en kjerne og en hammer markerer vi sentrene til fire hull, og gjentar hullene på den elektriske slipeplaten. Vi borer hull i henhold til merkingen på en boremaskin og fester den elektriske sliperen til en metallbase ved hjelp av bolter og muttere.

Ved hjelp av en pendelsag kuttet vi av to stykker firkantede rør som er forhåndsberegnet i lengde, og det ene skal passe fritt, men uten stort gap, inn i det andre.

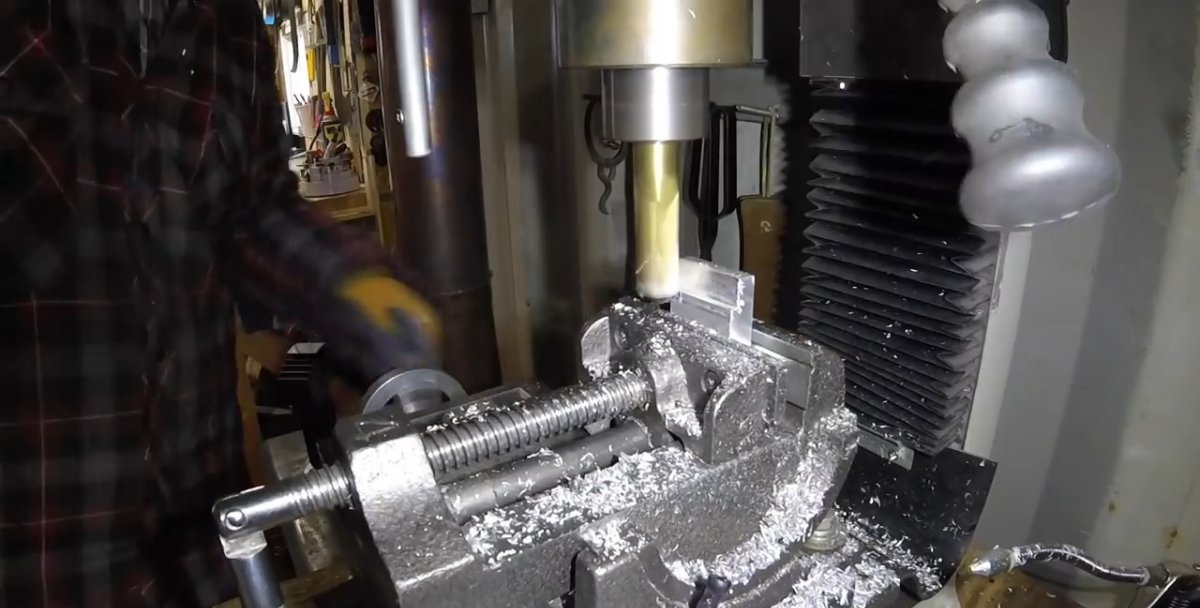
I et rør med mindre tverrsnitt freser vi et gjennomgående hull i den ene enden, hvis diameter skal være litt større enn diameteren til metallstangen. I det andre røret merker og borer vi også et hull i den ene enden for låsebolten.

Vi sveiser et rør med større tverrsnitt i midten til basen, overfor den faste sliperen, i en slik posisjon at festebolten ser utover og er på toppen.For å forhindre at dråper av smeltet metall, gnister og kalk fra sveising skader den elektriske motoren, dekker vi den med et sveiseteppe.

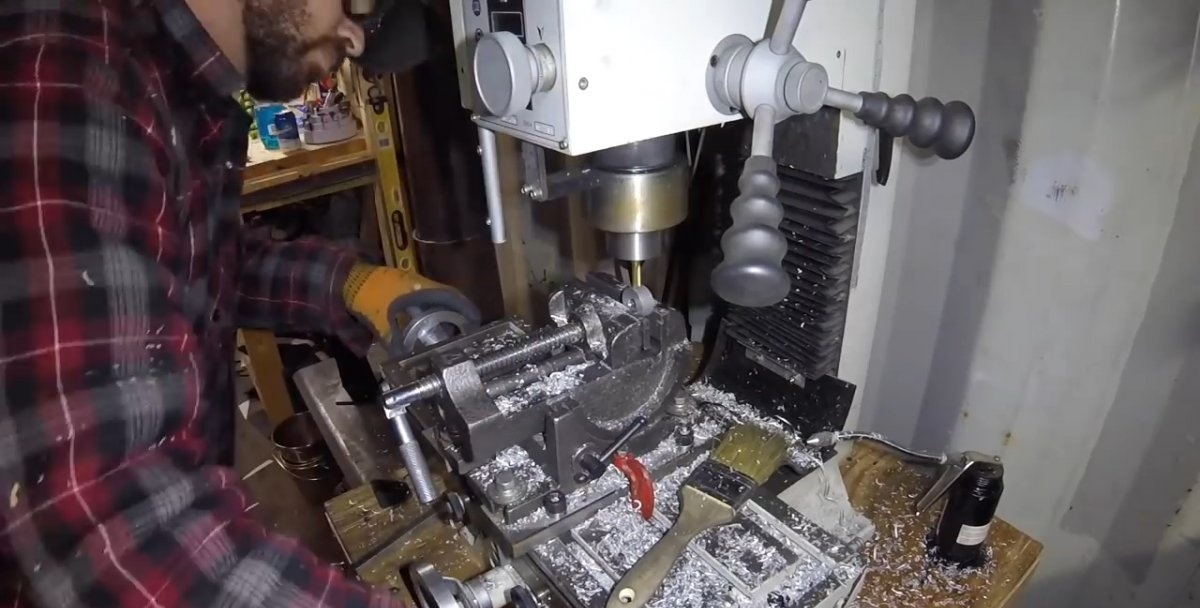
Vi setter stangen inn i det borede hullet i røret med et mindre tverrsnitt strengt til midten og sveiser den i denne posisjonen til røret, etter å ha kontrollert vinkelrettheten til disse parrende delene med en rettvinklet trekant.


Hvis dette ikke er gjort på forhånd, fjern den elektriske sliperen fra basen og inspiser den elektriske boksen, hvoretter vi installerer sliperen på plass igjen og sjekker funksjonaliteten.
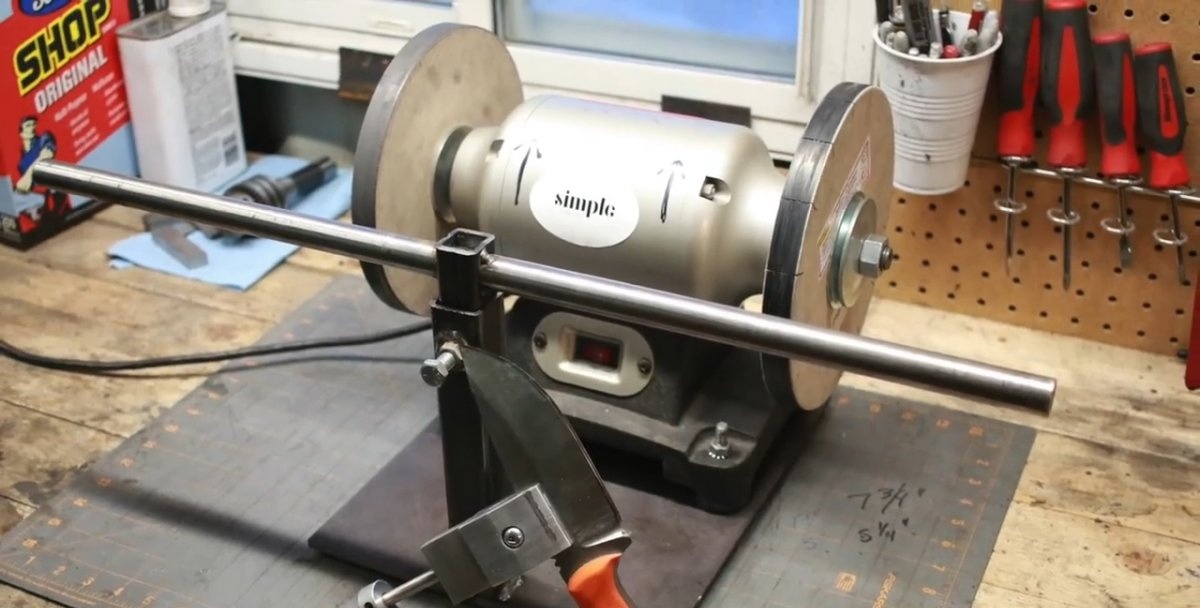
Vi setter røret med stangen inn i røret sveiset til basen og ved hjelp av bolten kan du stille inn ønsket høyde for å slipe en bestemt kniv. Dette var siste trinn i å arrangere den elektriske sliperen. La oss starte den andre fasen av arbeidet.


For en elektrisk sliper, endre rotasjonsretningen.


Som allerede nevnt, er kvaliteten på knivsliping først og fremst avhengig av å sikre en konstant slipevinkel. Holderen vi skal lage er designet nettopp for dette.
Vi merker metallemnet i samsvar med de tiltenkte dimensjonene til de tre elementene, noe som vil sikre fangst og pålitelig holding av knivbladet i en gitt vinkel til overflaten av sirkelen ved sliping.

Vi kutter dem med en pendelsag med tilsetning av smøremiddel for å forbedre kvaliteten på kuttet og sikkerheten til sagbladet.
Vi klemmer alle tre elementene i en "pakke" i skrustikken til en fresemaskin og behandler overflatene til ønsket størrelse, og ved hver endring av posisjon fjerner vi gratene med en håndfil.
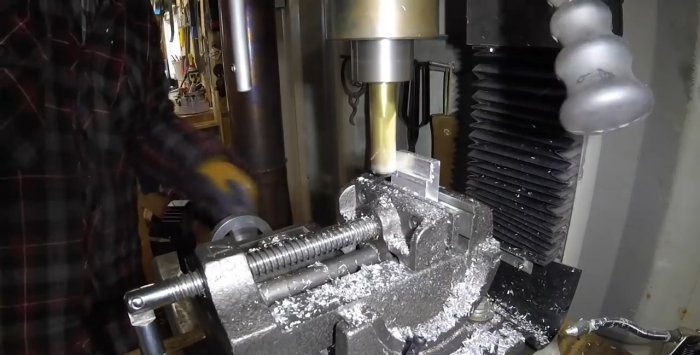


På to emner danner vi kjever for å gripe og holde knivbladet. For å gjøre dette freser vi hver av dem til sin størrelse på den ene siden.Det tredje arbeidsstykket freses på begge sider til mål. Det vil tjene som grunnlag for å feste sidegrep med kjever til det.

På delen som vil være i midten, på den freste delen lager vi markeringer for to hull, plassert symmetrisk til lengdeaksen nærmere kantene og litt forskjøvet mot basen. Vi borer dem på en boremaskin.
Ved å bruke denne delen som prøve, merker vi responspunkter på de to andre arbeidsstykkene ved hjelp av en bor og en tynn bor.
Deretter borer vi ut de merkede stedene med et bor med stor diameter til en liten dybde (vi lager en slags reirutsparinger).
Vi skruer inn i hullene til det sentrale elementet to pinner av ønsket lengde med samme utgang, som, når du installerer sideelementene, vil passe inn i fordypningene og holde dem, men ikke forstyrre kjevene, konvergerer og divergerer.
I sidekjeveelementene, i det geometriske senteret, merker og borer vi hull med samme diameter og bruker en håndkran for å kutte tråder inn i dem.
Vi freser de ytre kantene på kjevene for å fullføre enhetens utseende og brukervennlighet. Vi fjerner også avfasningene på begge sider ved freseenden av det sentrale elementet for ikke å forstyrre justeringen av kjevene.

I midten av bunnen av det sentrale elementet markerer og borer vi et blindhull for doren.

Bland tokomponentlim og bruk det til å feste en dor med ønsket lengde i blindhullet. La blandingen stivne og stivne. For å gjøre dette, fikser vi det sentrale elementet med doren i en skrustikke.
Vi klemmer en metallstang med den beregnede diameteren i dreiebenkchucken og borer et hull i midten som er litt større enn diameteren på doren, og tilsetter med jevne mellomrom smøremiddel til boreområdet.
Deretter kutter vi av sylinderen med en høyde på ca 10-12 mm og borer et hull på sideflaten, etterfulgt av å kutte gjengen med en kran for låseskruen.


På et av sideelementene, fra utsiden, borer vi ut et sentralt hull for å installere boltehodet innfelt.
Vi ferdigstiller enhetens overflater ved å behandle den på en kvern, først med et endeløst slipebånd, og deretter med et nappebånd.


Alt som gjenstår er å sette sammen elementene til den justerbare holderen ved å skru koblingsbolten inn i kjevene og feste den sylindriske ringen til doren, installere den på riktig sted ved hjelp av en låseskrue.
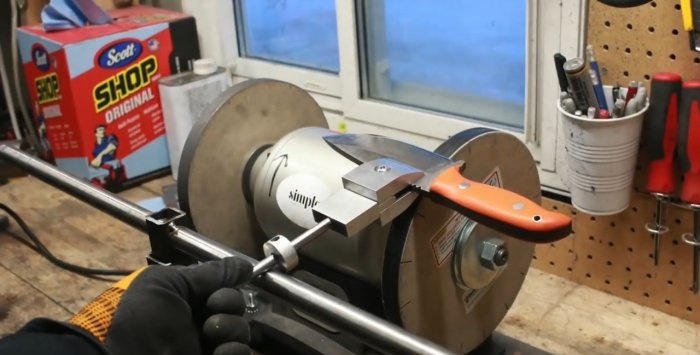
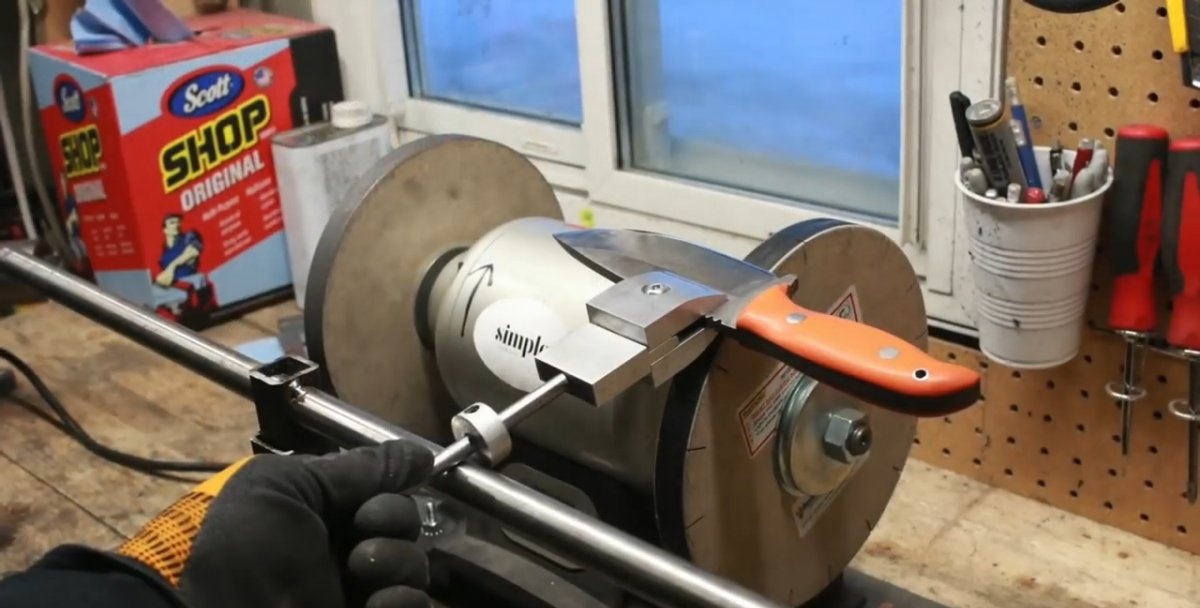
Vi klemmer knivbladet i kjevene på holderen og stiller inn ønsket høyde på tverrstangen og lengden på doren ved å flytte den sylindriske ringen ned eller opp og låse den der det er nødvendig med en spesiell skrue.
For at slipevinkelen skal forbli den samme langs hele bladets lengde, er det nok å sikre at en sylindrisk ring montert på en dor glir langs overflaten av en stang installert horisontalt foran de elektriske slipehjulene.


Etter en kort sliping uten spenning skjærer kniven lett et ark med skrivepapir i vekt, noe som bekrefter dens utmerkede sliping.



Dette er selvfølgelig ikke vanskelig for en erfaren sliper å få til selv når du arbeider manuelt. For alle andre vil det være ganske vanskelig å opprettholde den nødvendige slipevinkelen. Vil problemet med sløve kniver forbli uløselig for dem?
Det er tre veier ut av denne vanskeligheten: lær å slipe kniver, men dette vil kreve mye tid, tålmodighet og innsats; henvend deg til en profesjonell for hjelp hver gang og betal for hans dyre tjeneste; lag din egen knivsliper og ikke bry deg om slipevinkelen.
Nedenfor vil vi vurdere en metode for å produsere en enhet for sliping av kniver basert på en elektrisk sliper med to slipehjul.
Vil trenge
For at arbeidet ikke skal ta mye krefter og tid, er det greit å ha på lager: en sveisemaskin, maskiner (boring, fresing og dreiing), en pendelsag, en drill, en kvern, skiftenøkler, merkeverktøy, etc.
I tillegg til den allerede nevnte elektriske sliperen, må du fylle på med materialer og komponenter:
- metallplate 10 mm tykk;
- firkantede rør (to stykker av tilstøtende størrelser);
- en rund metallstang opptil 400 mm lang og 15-20 mm i diameter;
- gjengede festemidler (bolter, muttere, skiver) etc.
Å lage en knivsliper
Arbeidet vil bestå av to relativt uavhengige trinn: å ordne en elektrisk sliper og å produsere en knivholder som gir den nødvendige slipevinkelen.
Arrangement av sliperen
En av de nødvendige betingelsene for høykvalitets sliping av kniver er stabiliteten til slipeverktøyet. Derfor, som base for en elektrisk sliper, bruker vi en metallplate av passende størrelse og tykkelse.

Ved hjelp av et målebånd, en kjerne og en hammer markerer vi sentrene til fire hull, og gjentar hullene på den elektriske slipeplaten. Vi borer hull i henhold til merkingen på en boremaskin og fester den elektriske sliperen til en metallbase ved hjelp av bolter og muttere.

Ved hjelp av en pendelsag kuttet vi av to stykker firkantede rør som er forhåndsberegnet i lengde, og det ene skal passe fritt, men uten stort gap, inn i det andre.

I et rør med mindre tverrsnitt freser vi et gjennomgående hull i den ene enden, hvis diameter skal være litt større enn diameteren til metallstangen. I det andre røret merker og borer vi også et hull i den ene enden for låsebolten.

Vi sveiser et rør med større tverrsnitt i midten til basen, overfor den faste sliperen, i en slik posisjon at festebolten ser utover og er på toppen.For å forhindre at dråper av smeltet metall, gnister og kalk fra sveising skader den elektriske motoren, dekker vi den med et sveiseteppe.

Vi setter stangen inn i det borede hullet i røret med et mindre tverrsnitt strengt til midten og sveiser den i denne posisjonen til røret, etter å ha kontrollert vinkelrettheten til disse parrende delene med en rettvinklet trekant.


Hvis dette ikke er gjort på forhånd, fjern den elektriske sliperen fra basen og inspiser den elektriske boksen, hvoretter vi installerer sliperen på plass igjen og sjekker funksjonaliteten.
Vi setter røret med stangen inn i røret sveiset til basen og ved hjelp av bolten kan du stille inn ønsket høyde for å slipe en bestemt kniv. Dette var siste trinn i å arrangere den elektriske sliperen. La oss starte den andre fasen av arbeidet.


For en elektrisk sliper, endre rotasjonsretningen.

Lage en knivholder
Som allerede nevnt, er kvaliteten på knivsliping først og fremst avhengig av å sikre en konstant slipevinkel. Holderen vi skal lage er designet nettopp for dette.
Vi merker metallemnet i samsvar med de tiltenkte dimensjonene til de tre elementene, noe som vil sikre fangst og pålitelig holding av knivbladet i en gitt vinkel til overflaten av sirkelen ved sliping.

Vi kutter dem med en pendelsag med tilsetning av smøremiddel for å forbedre kvaliteten på kuttet og sikkerheten til sagbladet.
Vi klemmer alle tre elementene i en "pakke" i skrustikken til en fresemaskin og behandler overflatene til ønsket størrelse, og ved hver endring av posisjon fjerner vi gratene med en håndfil.


På to emner danner vi kjever for å gripe og holde knivbladet. For å gjøre dette freser vi hver av dem til sin størrelse på den ene siden.Det tredje arbeidsstykket freses på begge sider til mål. Det vil tjene som grunnlag for å feste sidegrep med kjever til det.

På delen som vil være i midten, på den freste delen lager vi markeringer for to hull, plassert symmetrisk til lengdeaksen nærmere kantene og litt forskjøvet mot basen. Vi borer dem på en boremaskin.
Ved å bruke denne delen som prøve, merker vi responspunkter på de to andre arbeidsstykkene ved hjelp av en bor og en tynn bor.
Deretter borer vi ut de merkede stedene med et bor med stor diameter til en liten dybde (vi lager en slags reirutsparinger).
Vi skruer inn i hullene til det sentrale elementet to pinner av ønsket lengde med samme utgang, som, når du installerer sideelementene, vil passe inn i fordypningene og holde dem, men ikke forstyrre kjevene, konvergerer og divergerer.
I sidekjeveelementene, i det geometriske senteret, merker og borer vi hull med samme diameter og bruker en håndkran for å kutte tråder inn i dem.
Vi freser de ytre kantene på kjevene for å fullføre enhetens utseende og brukervennlighet. Vi fjerner også avfasningene på begge sider ved freseenden av det sentrale elementet for ikke å forstyrre justeringen av kjevene.

I midten av bunnen av det sentrale elementet markerer og borer vi et blindhull for doren.

Bland tokomponentlim og bruk det til å feste en dor med ønsket lengde i blindhullet. La blandingen stivne og stivne. For å gjøre dette, fikser vi det sentrale elementet med doren i en skrustikke.
Vi klemmer en metallstang med den beregnede diameteren i dreiebenkchucken og borer et hull i midten som er litt større enn diameteren på doren, og tilsetter med jevne mellomrom smøremiddel til boreområdet.
Deretter kutter vi av sylinderen med en høyde på ca 10-12 mm og borer et hull på sideflaten, etterfulgt av å kutte gjengen med en kran for låseskruen.

På et av sideelementene, fra utsiden, borer vi ut et sentralt hull for å installere boltehodet innfelt.
Vi ferdigstiller enhetens overflater ved å behandle den på en kvern, først med et endeløst slipebånd, og deretter med et nappebånd.


Alt som gjenstår er å sette sammen elementene til den justerbare holderen ved å skru koblingsbolten inn i kjevene og feste den sylindriske ringen til doren, installere den på riktig sted ved hjelp av en låseskrue.
Fixtur test
Vi klemmer knivbladet i kjevene på holderen og stiller inn ønsket høyde på tverrstangen og lengden på doren ved å flytte den sylindriske ringen ned eller opp og låse den der det er nødvendig med en spesiell skrue.
For at slipevinkelen skal forbli den samme langs hele bladets lengde, er det nok å sikre at en sylindrisk ring montert på en dor glir langs overflaten av en stang installert horisontalt foran de elektriske slipehjulene.


Etter en kort sliping uten spenning skjærer kniven lett et ark med skrivepapir i vekt, noe som bekrefter dens utmerkede sliping.


Se videoen
Lignende mesterklasser






Spesielt interessant





Kommentarer (5)
