Jak zrobić nóż do kulek własnymi rękami
Przemysłowo produkowane frezy kulkowe są rzadko spotykane na rynku i zwykle są przeznaczone do wykonywania określonej operacji na określonej części. Zwykle nie ma możliwości wykorzystania ich do przetwarzania innych produktów. A tanie nie są ze względu na wysokiej jakości stal używaną do ich produkcji, skomplikowaną technologię obróbki, skomplikowane procesy hartowania i małe partie produkcyjne.

Wszystkie te czynniki zmuszają rzemieślników, gdy zajdzie taka potrzeba, do poszukiwania niezależnych sposobów ich wykonania. Są szczególnie często potrzebne osobom zajmującym się naprawą samochodów, motocykli i innych pojazdów.
Stosując np. proste młyny kulowe, podczas ich naprawy wiercone są kanały w głowicach cylindrów silników. Praktycznie tylko oni mogą przetwarzać zakrzywione kanały z wysoką jakością i precyzją. Żaden inny typ noża nie nadaje się do takiej pracy. Możesz użyć konwencjonalnej wiertarki elektrycznej jako napędu domowego przecinaka do piłek.
Frez kulkowy (frez stożkowy, frez do zadziorów) może być wykonany z kulki o odpowiedniej średnicy z łożyska kulkowego lub z przegubu kulowego układu kierowniczego lub zawieszenia samochodu. Do wykonania tych części używa się twardej stali, dlatego wykonane z nich frezy będą miały dobre właściwości skrawające.
Jako półfabrykat wybierzmy kulkę z łożyska o średnicy 33 mm. Czego możemy potrzebować do wykonania krajarki rolkowej?
Możesz sobie poradzić przy użyciu minimum narzędzi:
Zestaw niezbędnych materiałów, biorąc pod uwagę funkcjonalność własnoręcznie wykonanego frezu, jest również krótki.
Będziemy potrzebować:
Oczywiście jeśli trzymamy się wszystkich kanonów technologicznych wykonania narzędzia z hartowanego metalu, to należy je najpierw zahartować, aby ułatwić późniejszą obróbkę. Ale do tego potrzebny jest piec muflowy, którego nie mamy. Z tego powodu będziemy potrzebować trochę więcej czasu, wysiłku i zużycia tarcz tnących i tokarskich, co nie jest zbyt trudne, ponieważ wykonujemy tylko jeden obcinak kulkowy.
Jeszcze raz zmierz za pomocą suwmiarki średnicę wybranej kulki i upewnij się, że musisz usunąć z jej powierzchni warstwę metalu o grubości 0,5 mm. W końcu potrzebujemy noża o średnicy 32 mm.

Trzpień można wykonać poprzez wywiercenie ślepego otworu w kuli, a następnie gwintowanie.Ale nie będzie to takie łatwe, ponieważ w tym przypadku na pewno będziesz musiał zwolnić metal przedmiotu obrabianego, mieć specjalne urządzenie do przytrzymywania kuli podczas obróbki i oczywiście wiertarkę, która nie jest dostępna.

Dlatego decydujemy się na opcję ze spawaną nakrętką i trzpieniem wkręconym w gwint okucia. Aby to zrobić, zaciśnij kulkę w imadle i za pomocą spawarki przymocuj nakrętkę do przedmiotu obrabianego. Po zakończeniu spawania szybko schłodzić powstałe złącze w wodzie, aby zapobiec uwolnieniu się metalu kuli.


Pewnie wkręcamy trzpień w nakrętkę i zabezpieczamy go we wrzecionie wiertarki elektrycznej lub szlifierki, które z kolei należy bezpiecznie zamocować za pomocą zacisków lub imadła. Wszystko jest gotowe, aby dostosować średnicę kuli do pożądanego rozmiaru.

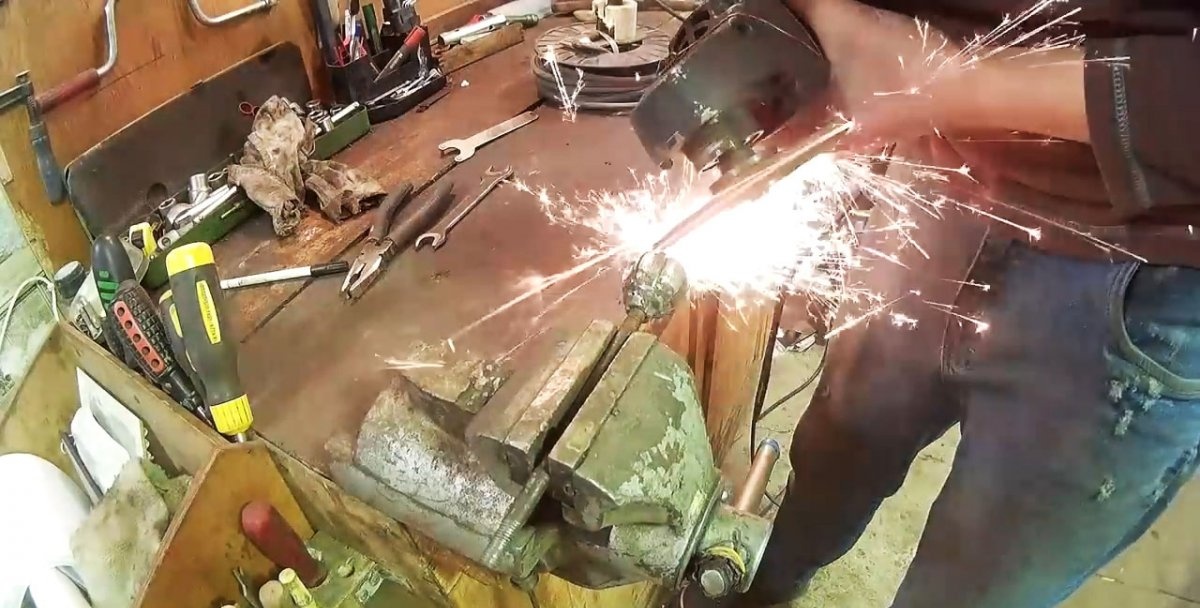
W tym celu obracamy wrzeciono z zamocowanym przedmiotem i rozpoczynamy usuwanie metalu za pomocą tarczy tokarskiej i szlifierki, stale monitorując średnicę obrabianej kuli za pomocą suwmiarki.

Po otrzymaniu pożądanego rozmiaru poprzecznego (32 mm) zatrzymujemy obróbkę.
Teraz wszystko jest gotowe do uformowania zębów tnących. Mocujemy obrabiany przedmiot za trzpień w metalowym imadle i za pomocą szlifierki z tarczą tnącą zaczynamy wykonywać podłużne rowki, które będą niezbędne do uzyskania krawędzi skrawających.

Powstaje pytanie: ile rowków powinienem wykonać? Odpowiedź jest jasna: im trudniejszy jest przetwarzany materiał, tym powinno go być więcej. Ponieważ zamierzamy odnowić blok cylindrów motocykla wykonany z duraluminium, wystarczy wykonać 10 rowków, aby uzyskać 9 krawędzi skrawających.
Za pomocą tarczy tokarskiej usuwamy nadmiar metalu, aby uzyskać trapezowy profil zębów skierowany w kierunku obrotu narzędzia.Ta operacja jest najbardziej złożona i najważniejsza, dlatego należy ją wykonać z całą uwagą i dokładnością. Po tym możemy założyć, że przecinarka jest całkowicie gotowa do zamierzonej pracy.

Pozostaje przetestować go w działaniu na bloku cylindrów z motocykla Ural lub innego z tymi samymi rozmiarami otworów. Podczas pracy nóż należy okresowo smarować olejem. Aby proces przebiegał intensywniej i bez niepotrzebnego wysiłku na dysku.

 Jedyne, o czym chciałbym cię ostrzec, to obszar obróbki gniazda zaworu, który jest wykonany ze stali. Zbliżając się do niego, należy zmniejszyć posuw i mocno trzymać narzędzie, aby nie wypadło z rąk, co może skutkować obrażeniami lub uszkodzeniem przedmiotu obrabianego.
Jedyne, o czym chciałbym cię ostrzec, to obszar obróbki gniazda zaworu, który jest wykonany ze stali. Zbliżając się do niego, należy zmniejszyć posuw i mocno trzymać narzędzie, aby nie wypadło z rąk, co może skutkować obrażeniami lub uszkodzeniem przedmiotu obrabianego.

Podczas pracy z przecinakiem kulowym należy chronić oczy za pomocą okularów ochronnych i nosić rękawiczki na rękach. Młynek oczywiście powinien posiadać osłonę ochronną. Faktem jest, że podczas obróbki miękkich metali wióry mają różną wielkość i mają tendencję do latania we wszystkich kierunkach i na duże odległości.
Jeśli chodzi o narzędzie, korzystniejsze jest umieszczenie krawędzi skrawających nie wzdłuż osi obrotu, ale pod kątem. Wtedy obcinarka będzie pracować bardziej miękko, efektywniej i zmniejszy się ryzyko nieuprawnionego skręcenia.
Aby wyeliminować bicie styczne narzędzia, bardziej opłacalne jest wykonanie frezu z przegubu kulowego układu kierowniczego samochodu. Wtedy nie ma potrzeby robienia trzpienia, ponieważ on już istnieje i jest idealnie wycentrowany względem kuli.

Wszystkie te czynniki zmuszają rzemieślników, gdy zajdzie taka potrzeba, do poszukiwania niezależnych sposobów ich wykonania. Są szczególnie często potrzebne osobom zajmującym się naprawą samochodów, motocykli i innych pojazdów.
Stosując np. proste młyny kulowe, podczas ich naprawy wiercone są kanały w głowicach cylindrów silników. Praktycznie tylko oni mogą przetwarzać zakrzywione kanały z wysoką jakością i precyzją. Żaden inny typ noża nie nadaje się do takiej pracy. Możesz użyć konwencjonalnej wiertarki elektrycznej jako napędu domowego przecinaka do piłek.
Frez kulkowy (frez stożkowy, frez do zadziorów) może być wykonany z kulki o odpowiedniej średnicy z łożyska kulkowego lub z przegubu kulowego układu kierowniczego lub zawieszenia samochodu. Do wykonania tych części używa się twardej stali, dlatego wykonane z nich frezy będą miały dobre właściwości skrawające.
Jako półfabrykat wybierzmy kulkę z łożyska o średnicy 33 mm. Czego możemy potrzebować do wykonania krajarki rolkowej?
Narzędzia i materiały
Możesz sobie poradzić przy użyciu minimum narzędzi:
- Szlifierka z tarczą tnącą i tokarską.
- Spawarka.
- Imadło do metalu.
- Suwmiarka i marker.
Zestaw niezbędnych materiałów, biorąc pod uwagę funkcjonalność własnoręcznie wykonanego frezu, jest również krótki.
Będziemy potrzebować:
- Średnica kulki 33 mm.
- Śruba.
- Trzpień z gwintem na jednym końcu.
- Blok cylindrów motocykla.
Proces wytwarzania krajarki rolkowej
Oczywiście jeśli trzymamy się wszystkich kanonów technologicznych wykonania narzędzia z hartowanego metalu, to należy je najpierw zahartować, aby ułatwić późniejszą obróbkę. Ale do tego potrzebny jest piec muflowy, którego nie mamy. Z tego powodu będziemy potrzebować trochę więcej czasu, wysiłku i zużycia tarcz tnących i tokarskich, co nie jest zbyt trudne, ponieważ wykonujemy tylko jeden obcinak kulkowy.
Jeszcze raz zmierz za pomocą suwmiarki średnicę wybranej kulki i upewnij się, że musisz usunąć z jej powierzchni warstwę metalu o grubości 0,5 mm. W końcu potrzebujemy noża o średnicy 32 mm.

Trzpień można wykonać poprzez wywiercenie ślepego otworu w kuli, a następnie gwintowanie.Ale nie będzie to takie łatwe, ponieważ w tym przypadku na pewno będziesz musiał zwolnić metal przedmiotu obrabianego, mieć specjalne urządzenie do przytrzymywania kuli podczas obróbki i oczywiście wiertarkę, która nie jest dostępna.

Dlatego decydujemy się na opcję ze spawaną nakrętką i trzpieniem wkręconym w gwint okucia. Aby to zrobić, zaciśnij kulkę w imadle i za pomocą spawarki przymocuj nakrętkę do przedmiotu obrabianego. Po zakończeniu spawania szybko schłodzić powstałe złącze w wodzie, aby zapobiec uwolnieniu się metalu kuli.


Pewnie wkręcamy trzpień w nakrętkę i zabezpieczamy go we wrzecionie wiertarki elektrycznej lub szlifierki, które z kolei należy bezpiecznie zamocować za pomocą zacisków lub imadła. Wszystko jest gotowe, aby dostosować średnicę kuli do pożądanego rozmiaru.

W tym celu obracamy wrzeciono z zamocowanym przedmiotem i rozpoczynamy usuwanie metalu za pomocą tarczy tokarskiej i szlifierki, stale monitorując średnicę obrabianej kuli za pomocą suwmiarki.

Po otrzymaniu pożądanego rozmiaru poprzecznego (32 mm) zatrzymujemy obróbkę.
Teraz wszystko jest gotowe do uformowania zębów tnących. Mocujemy obrabiany przedmiot za trzpień w metalowym imadle i za pomocą szlifierki z tarczą tnącą zaczynamy wykonywać podłużne rowki, które będą niezbędne do uzyskania krawędzi skrawających.

Powstaje pytanie: ile rowków powinienem wykonać? Odpowiedź jest jasna: im trudniejszy jest przetwarzany materiał, tym powinno go być więcej. Ponieważ zamierzamy odnowić blok cylindrów motocykla wykonany z duraluminium, wystarczy wykonać 10 rowków, aby uzyskać 9 krawędzi skrawających.
Za pomocą tarczy tokarskiej usuwamy nadmiar metalu, aby uzyskać trapezowy profil zębów skierowany w kierunku obrotu narzędzia.Ta operacja jest najbardziej złożona i najważniejsza, dlatego należy ją wykonać z całą uwagą i dokładnością. Po tym możemy założyć, że przecinarka jest całkowicie gotowa do zamierzonej pracy.
Pozostaje przetestować go w działaniu na bloku cylindrów z motocykla Ural lub innego z tymi samymi rozmiarami otworów. Podczas pracy nóż należy okresowo smarować olejem. Aby proces przebiegał intensywniej i bez niepotrzebnego wysiłku na dysku.



Ostrzeżenia i uwagi
Podczas pracy z przecinakiem kulowym należy chronić oczy za pomocą okularów ochronnych i nosić rękawiczki na rękach. Młynek oczywiście powinien posiadać osłonę ochronną. Faktem jest, że podczas obróbki miękkich metali wióry mają różną wielkość i mają tendencję do latania we wszystkich kierunkach i na duże odległości.
Jeśli chodzi o narzędzie, korzystniejsze jest umieszczenie krawędzi skrawających nie wzdłuż osi obrotu, ale pod kątem. Wtedy obcinarka będzie pracować bardziej miękko, efektywniej i zmniejszy się ryzyko nieuprawnionego skręcenia.
Aby wyeliminować bicie styczne narzędzia, bardziej opłacalne jest wykonanie frezu z przegubu kulowego układu kierowniczego samochodu. Wtedy nie ma potrzeby robienia trzpienia, ponieważ on już istnieje i jest idealnie wycentrowany względem kuli.
Obejrzyj wideo
Podobne klasy mistrzowskie





Szczególnie interesujące






Komentarze (0)
