Jak zamienić rygiel w zamek szyfrowy
Niektóre rzemieślnictwo są interesujące nie tylko ze względu na swoje przeznaczenie, ale także ze względu na oryginalny projekt techniczny. Należą do nich oczywiście zamek szyfrowy.

Jego produkcja wymaga czasu, znacznego wysiłku, szczególnej staranności i następujących materiałów:

Sprzęt bez którego nie możemy się obejść:
Praca składa się z trzech etapów: produkcji części i zespołów, montażu i instalacji kodowej kombinacji liczb.
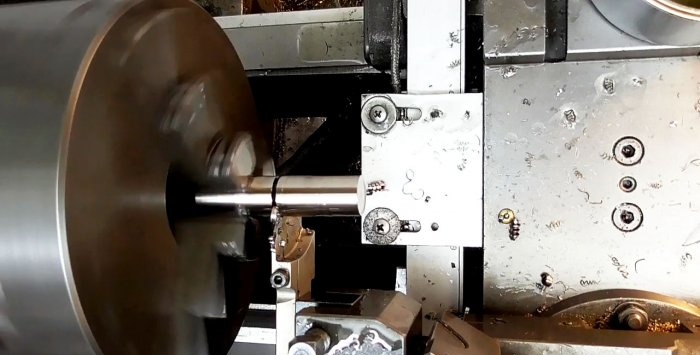
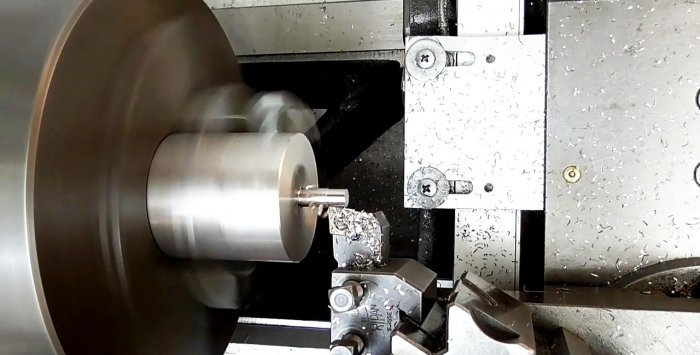
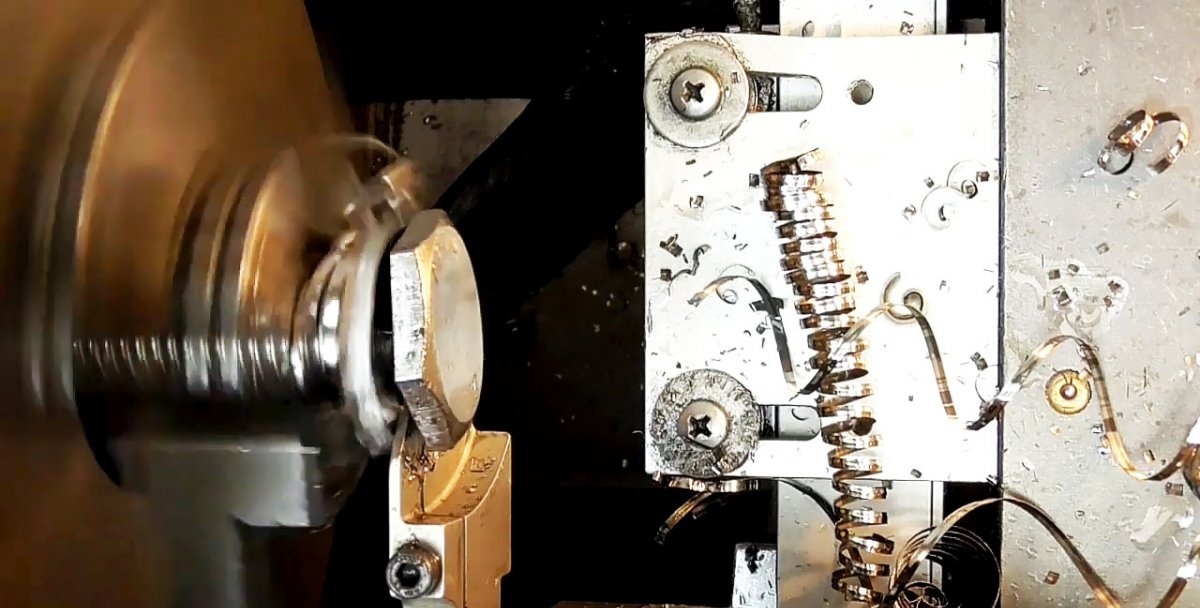
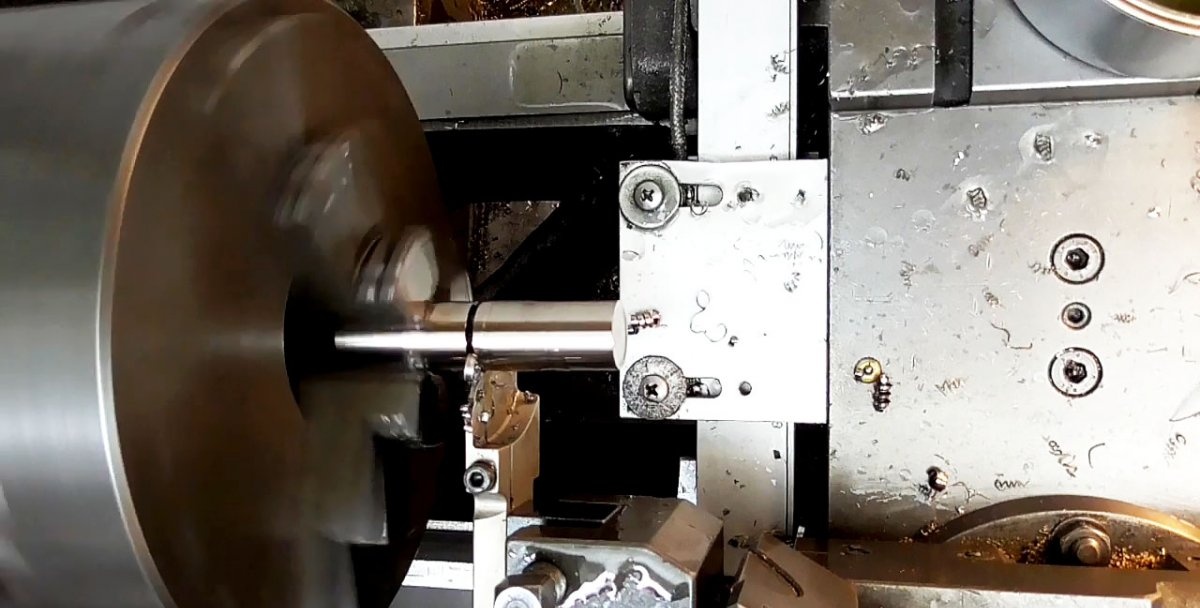
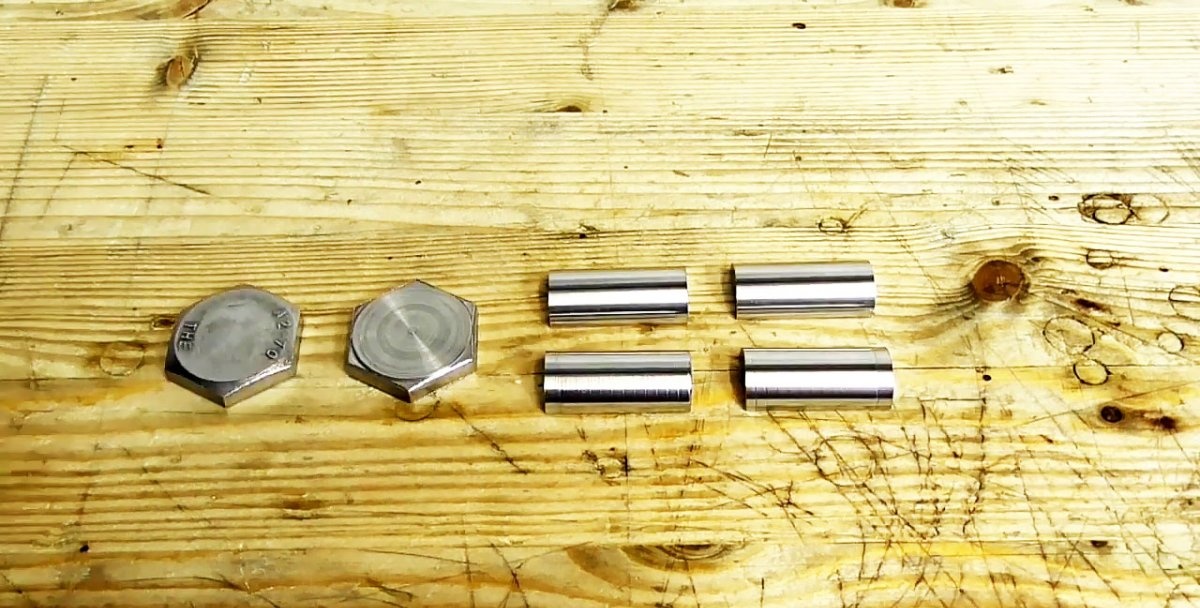
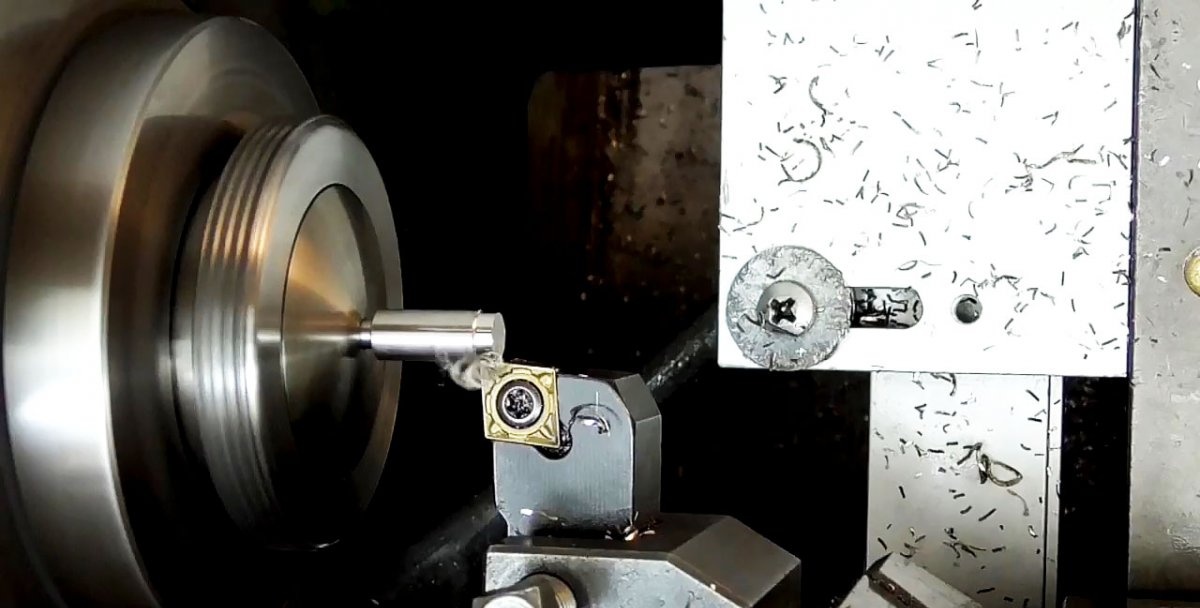
Na tokarce dzielimy łeb śruby na dwie połowy i szlifujemy pręt na głębokość profilu gwintu.

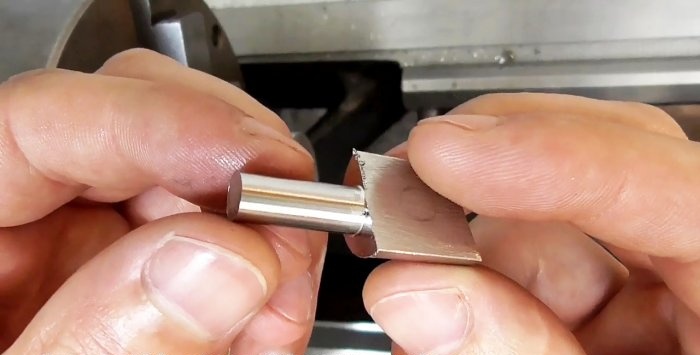
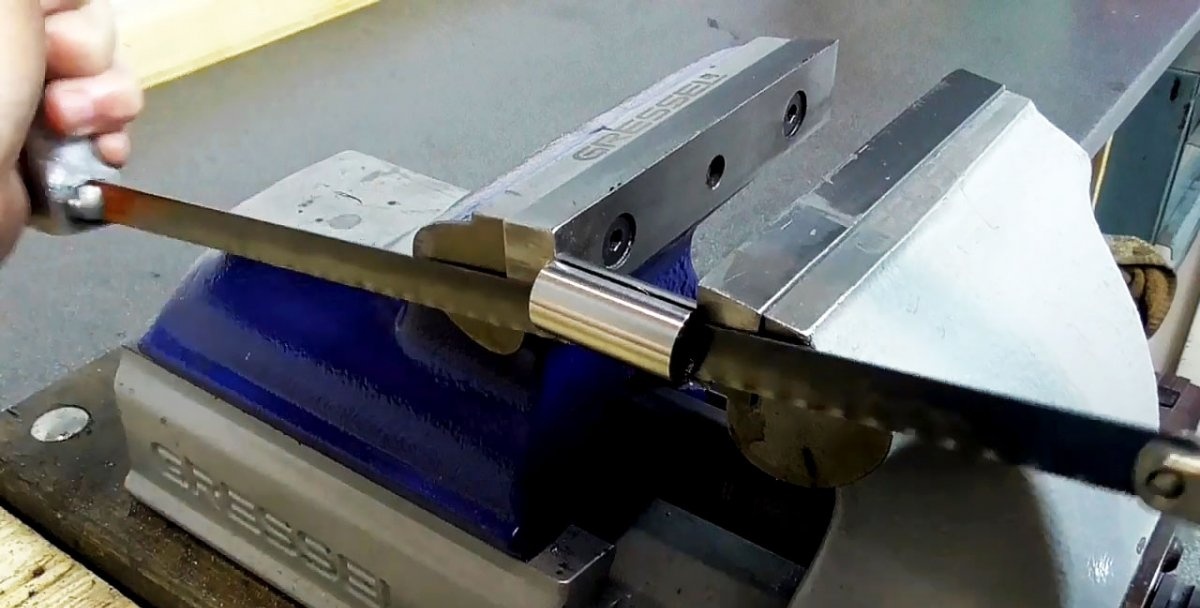
Zaciskamy jedną część pręta w imadle i przecinamy ją metalową piłą na dwie podłużne połówki.


Na jednej z sześciokątnych płytek za pomocą szablonu i markera narysuj kontur bocznej okładziny zamka.

Sklejone sześciokąty szlifujemy na szlifierce wzdłuż zaznaczonego konturu bocznej okładziny zamka i wiercimy otwory na końcach.


W otwory wkładamy „nogi” okrągłych szablonów, które służą jedynie do narysowania obrysu bocznych podkładek zamka na szlifierce.

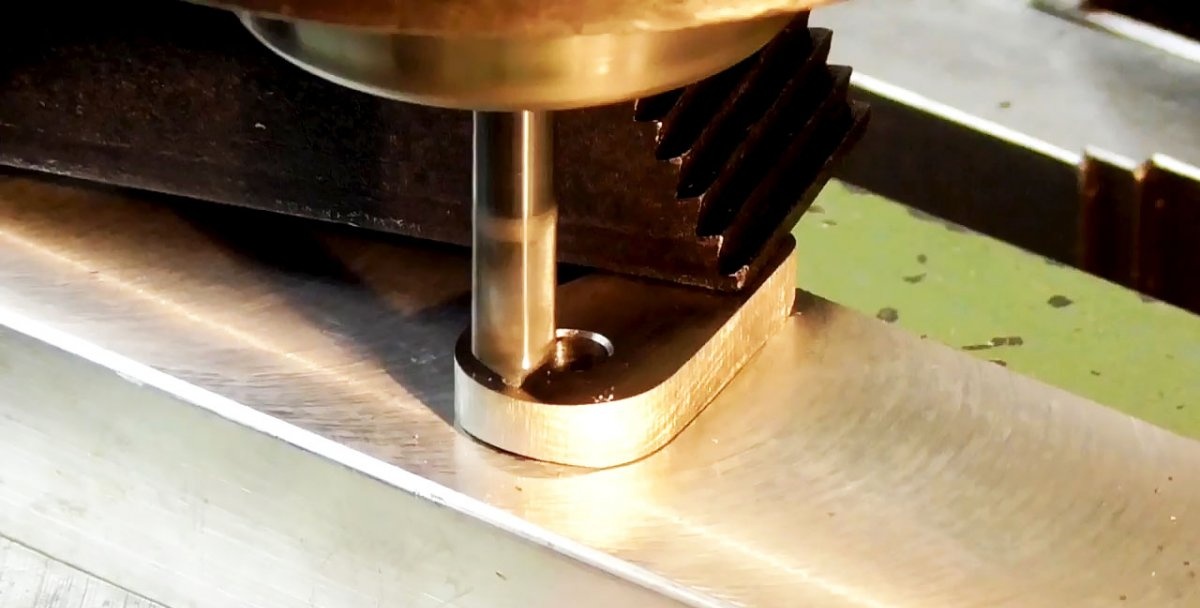
Na wiertarce za pomocą wiertarki i frezu walcowo-czołowego formujemy profil wykończeniowy otworów w płytach bocznych. Wokół dużego otworu wykonujemy równomiernie 9 wgłębień po okręgu za pomocą frezu walcowo-czołowego.

Za pomocą miękkiej tarczy wypoleruj wszystkie powierzchnie okładzin bocznych zamka.


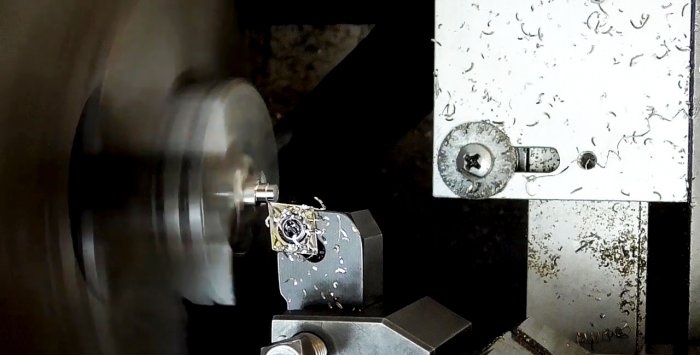
Z 4 półcylindrów za pomocą specjalnego zacisku ostrzymy okrągły pręt na tokarce do środka obrabianego przedmiotu.



Pierwszy sworzeń przeznaczony jest do kół od strony montażowej. Posiada z jednej strony gniazdo na otwór, a z drugiej pierścieniowy rowek na pierścień ustalający i ślepy otwór.


Za pomocą frezu wykonujemy w nim rowek podłużny na całej długości otworu nieprzelotowego.




Drugi trzpień od strony mocowania wygląda jak solidny okrągły pręt z gniazdem na otwór w bocznej płytce zamka i ślepym nawierceniem wzdłużnym.






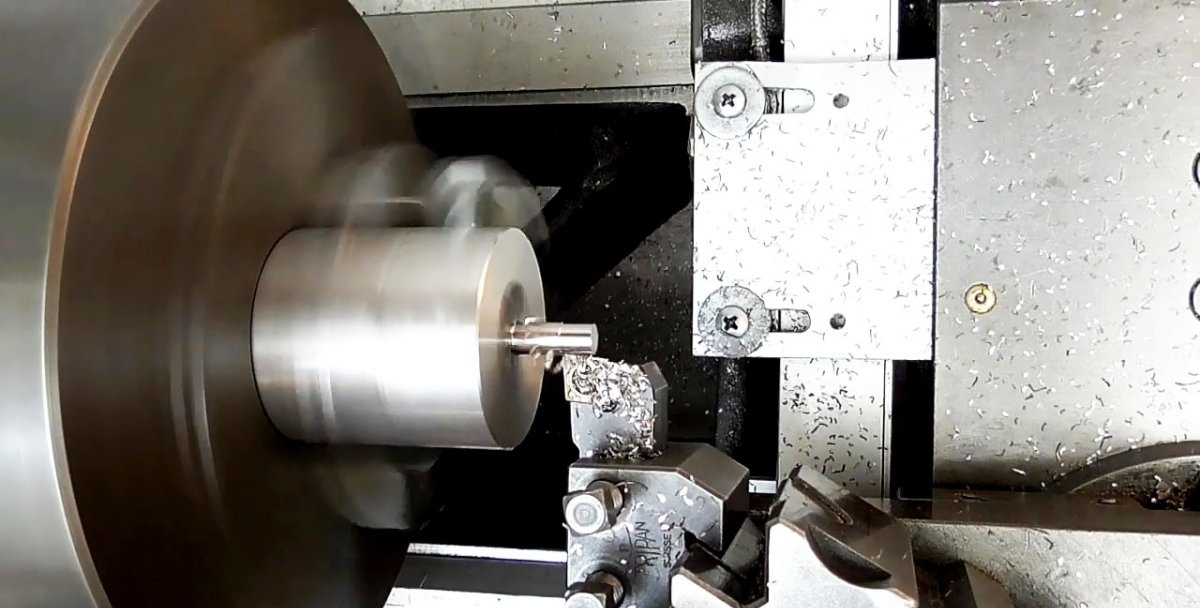
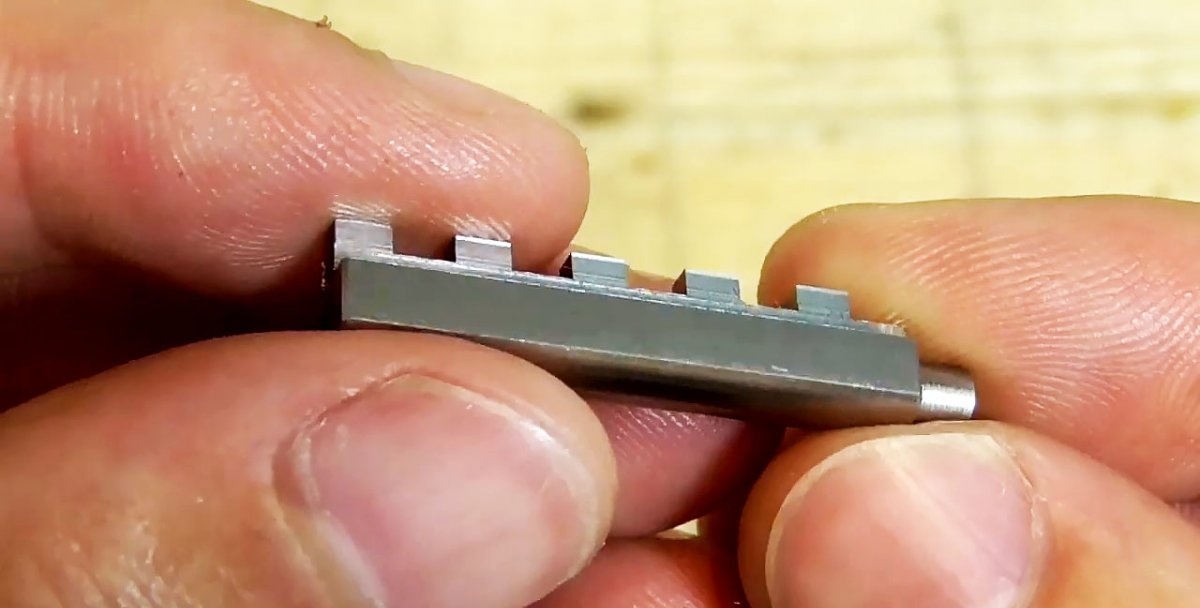
Trzeci trzpień klucza po stronie ruchomej jest również wykonany pod pełnym cylindrem. Następnie jedna strona jest zaciskana we wkładzie z uszczelką w celu odsunięcia osi rolki od osi obrotu wkładu. W rezultacie po obróbce nożem powstaje okrągły czop o mniejszej średnicy, którego środek nie pokrywa się ze środkiem sworznia.


Następnie poprzez frezowanie formujemy dwie półki po obu stronach odsuniętego czopu. Rezultatem jest pręt o dwóch ścianach połączonych okrągłymi łukami.

Za pomocą tego samego frezu zmniejszamy przekrój pręta po większej stronie stosując obróbkę symetryczną.

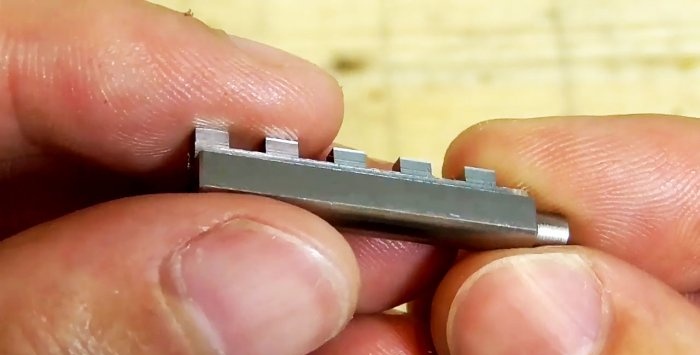
Za pomocą frezu trzpieniowego wykonujemy 5 prostokątnych i równych rowków. W rezultacie powstaje również 5 równych występów.
Za pomocą pilników, pilników igłowych i papieru ściernego prętowi ze wszystkimi występami nadajemy pożądany kształt, a krawędzie i żebra są zaokrąglone. Na koniec wypoleruj ten i wszystkie inne pręty miękką tarczą.



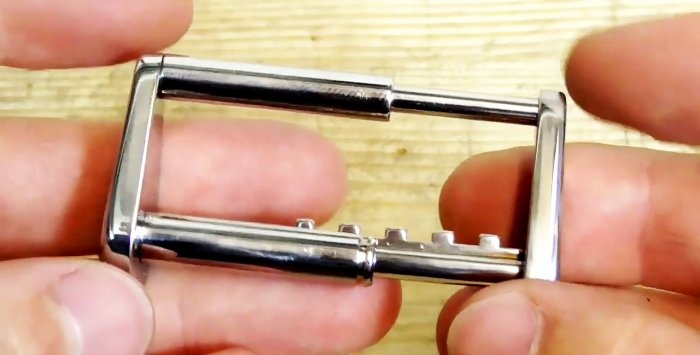
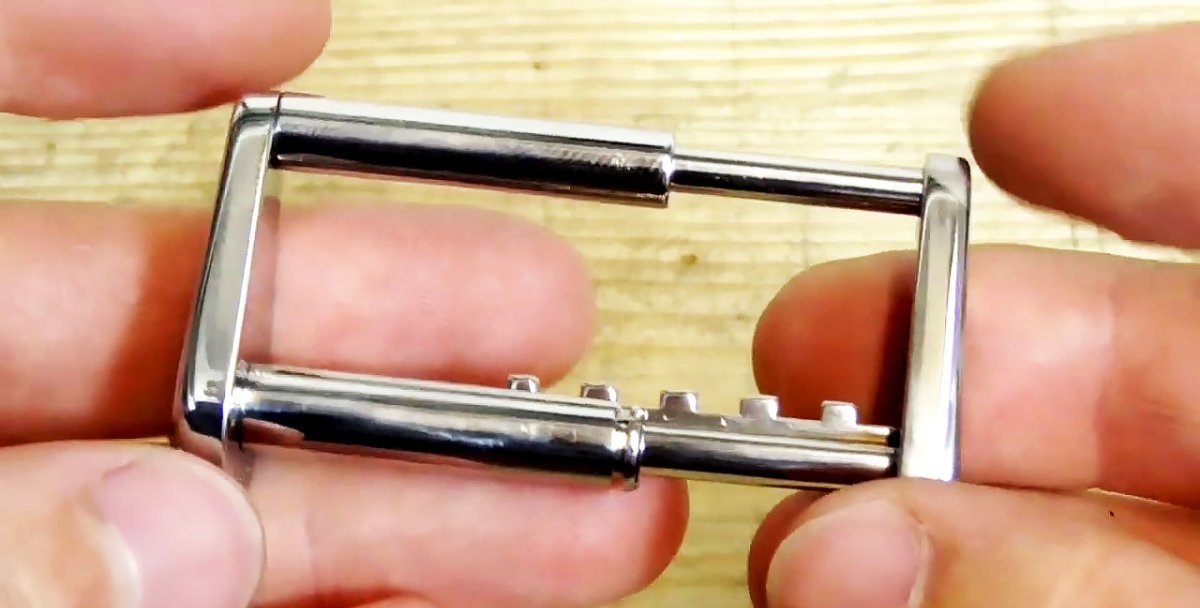
Wkładamy pręt na swoje miejsce w płycie bocznej zamka.
Czwarty trzpień, pełniący od strony ruchomej funkcję wałka górnego, jest obrobiony na wymiar otworu w blaszce bocznej zamka i z jednej strony uformowany w półkulę za pomocą pilnika i miękkiego kółka . Wkładamy go również na miejsce.



Przyspawamy wszystkie kołki z tyłu do bocznych płytek zamka.

Szlifujemy i polerujemy spoiny na szlifierce, zaokrąglamy krawędzie pilnikiem, wykańczamy papierem ściernym i polerujemy miękką tarczą.

Za pomocą zestawu pilników tworzymy na końcu trzpienia rowek z podłużną szczeliną. Próbujemy włożyć ruchome kołki w otwory stałych.


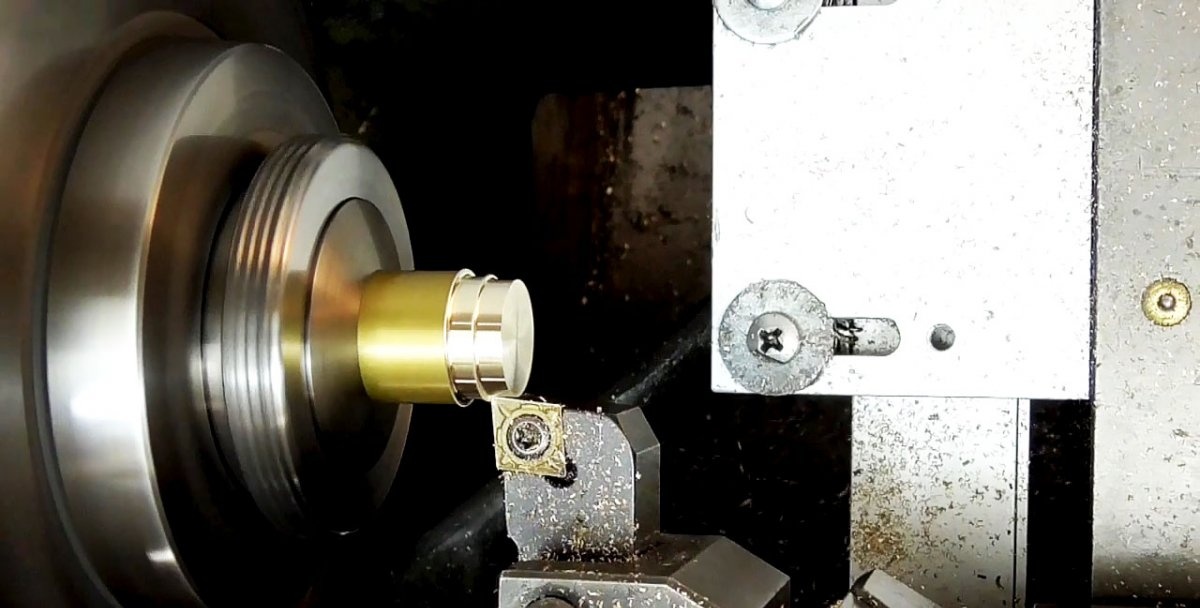
Wykonujemy 4 mosiężne koła z numerami. Po przycięciu ich na wymiar wycinamy ich półfabrykaty na tokarce, najpierw wiercąc w środku otwór przelotowy i rozszerzając go z jednej strony na określoną głębokość.





Siodło różni się od innych obecnością centralnego rowka po obu stronach, z których jeden jest głębszy od drugiego.
Kolumny liczb do naniesienia na koła formujące są drukowane na papierze pokrytym silikonem w odbiciu lustrzanym.
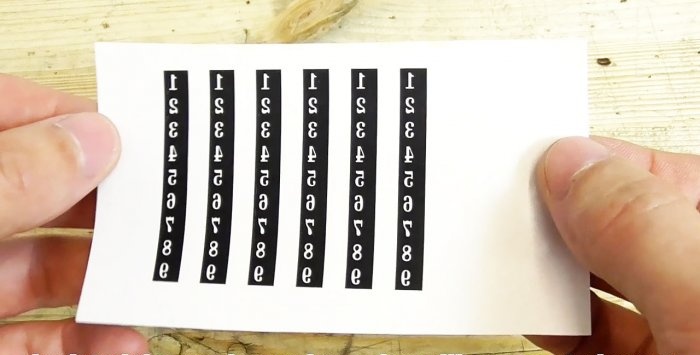
Wycinamy nożyczkami pionowe paski liczb i przyklejamy je na koła formujące.

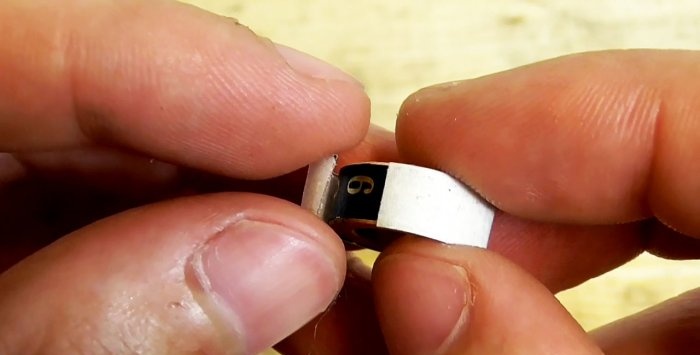
Przenosimy liczby na powierzchnię kół formujących, tocząc je po podeszwie gorącego żelazka. W rezultacie papier oddziela się, a do pierścienia przykleja się warstwa silikonu z cyframi.

Aby zabezpieczyć wszystkie powierzchnie felg, z wyjątkiem tych z numerami, pokrywamy je lakierem do paznokci.

Nawlekamy koła na drut, umieszczamy je na dnie pochyłego rowu i wypełniamy roztworem chlorku żelaza do trawienia przez 45 minut, co sprawia, że koła są atrakcyjne, a liczby kontrastują.


Następnie naciągamy koła na specjalny trzpień, dokręcamy je nakrętką i zaciskamy w uchwycie tokarskim. Następnie obrabiamy blok koła papierem ściernym i polerujemy szmatką.
Zaciskamy koła w specjalnym uchwycie i za pomocą frezarki wykonujemy półokrągły rowek za pomocą frezu, aż wyjdzie on w duży otwór.
Na końcach kółek wykonujemy równomiernie 9 wgłębień w okręgu.


Koła mocujemy jedno po drugim na trzpieniu i zaciskamy je w uchwycie tokarki. Przykładamy wyregulowane radełkowanie do koła, smarujemy je olejem i włączamy maszynę. Okrągłe wycięcie jest nawinięte na koło na końcu wąskim paskiem.


Za pomocą noża usuń zadziory z końca nacięcia.
Wiercimy ślepe otwory o średnicy 0,8 mm wiertłem na końcach kół z wycięciem naprzeciwko półkolistego rowka.

Ponownie nakładamy kółka jedno po drugim na trzpień i nakładamy czarną farbę na wgłębienia cyfrowe, usuwając nadmiar płaską powierzchnią, dociskając do obracającego się koła, a następnie miękką szmatką.



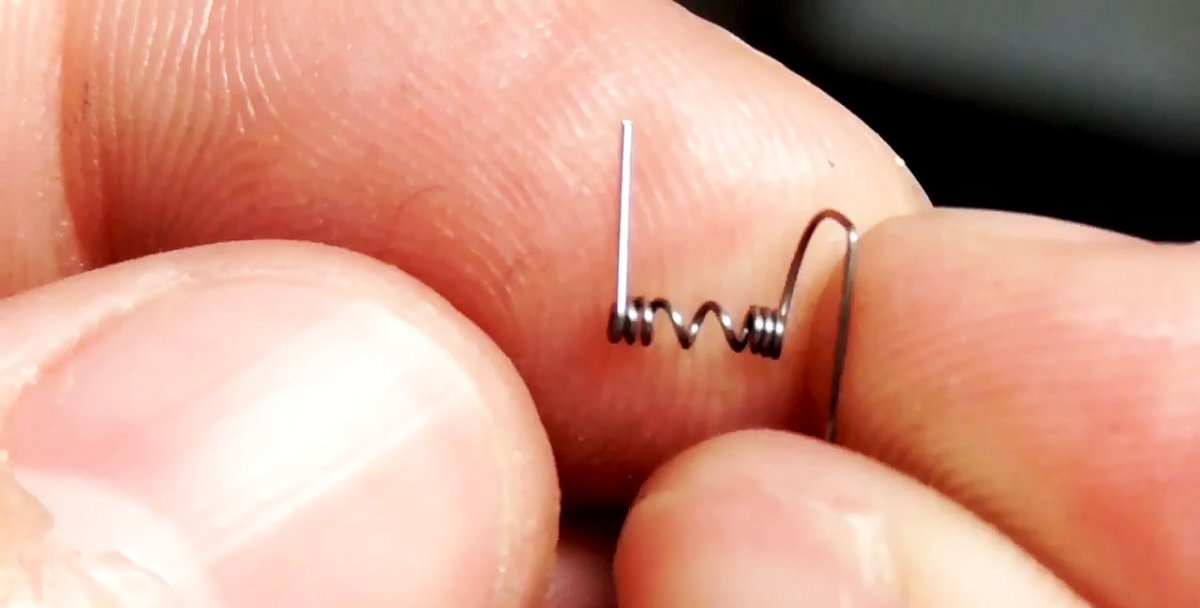
Za pomocą specjalnego trzpienia do nawijania sprężyn, montowanego na tokarce, wykonujemy 5 podobnych sprężyn z drutu ze stali sprężynowej o średnicy 0,3 mm.

Aby przytrzymać drut na trzpieniu podczas nawijania sprężyn, używamy szczypiec, a do odcięcia końcówek używamy metalowych nożyczek.
Do montażu kół z numerami oprócz sprężyn będziemy potrzebować 5 stalowych kulek o średnicy 2 mm.

Wkładamy sprężynę w ślepe otwory w kołach i przykrywamy ją kulką na górze.


Następnie naciągamy wszystkie 5 kół ze sprężynami i kulkami na górny wał.
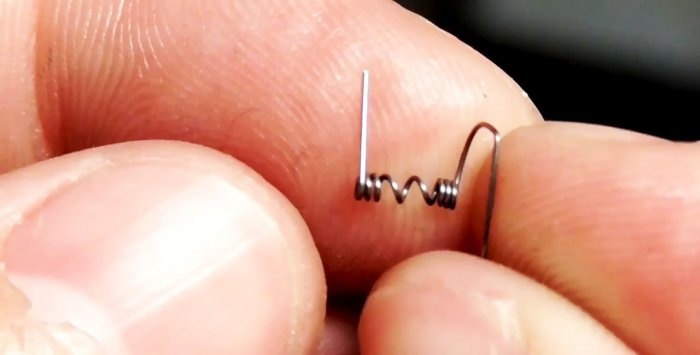
Z drutu ze stali sprężynowej o średnicy 0,8 mm na prostym trzpieniu, zaciśniętego w imadle, za pomocą szczypiec i przecinaków do drutu wykonujemy blokadę do ściskania i przytrzymywania kół z numerami na pręcie.
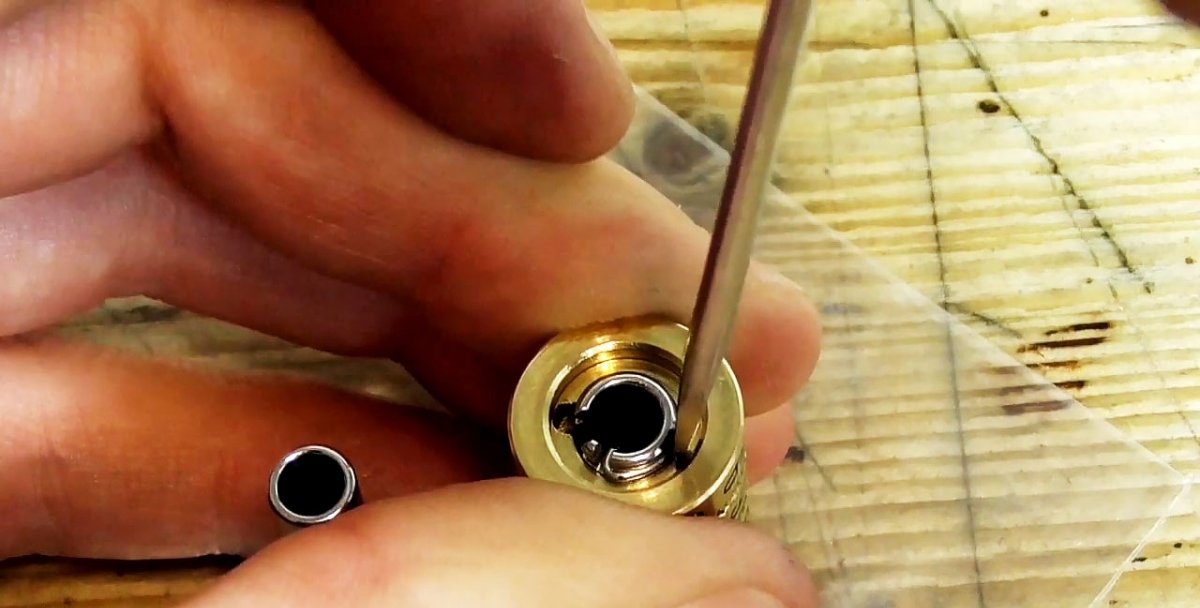
Wsuwamy jeden koniec zatyczki w rowek na końcu pręta za pomocą pęsety, wciskamy zatyczkę na środku, następnie druga krawędź bezpiecznie zakrywa i trzyma wszystko, co się pod nią znajduje.



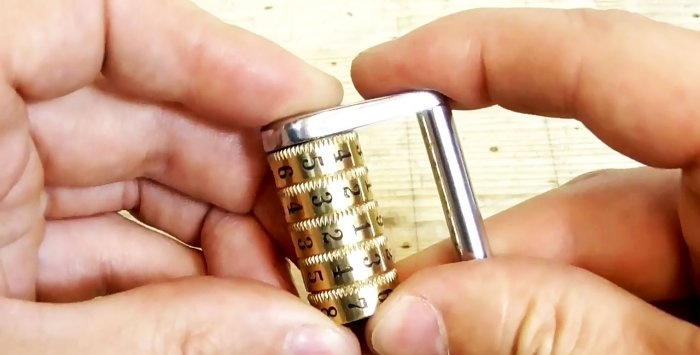
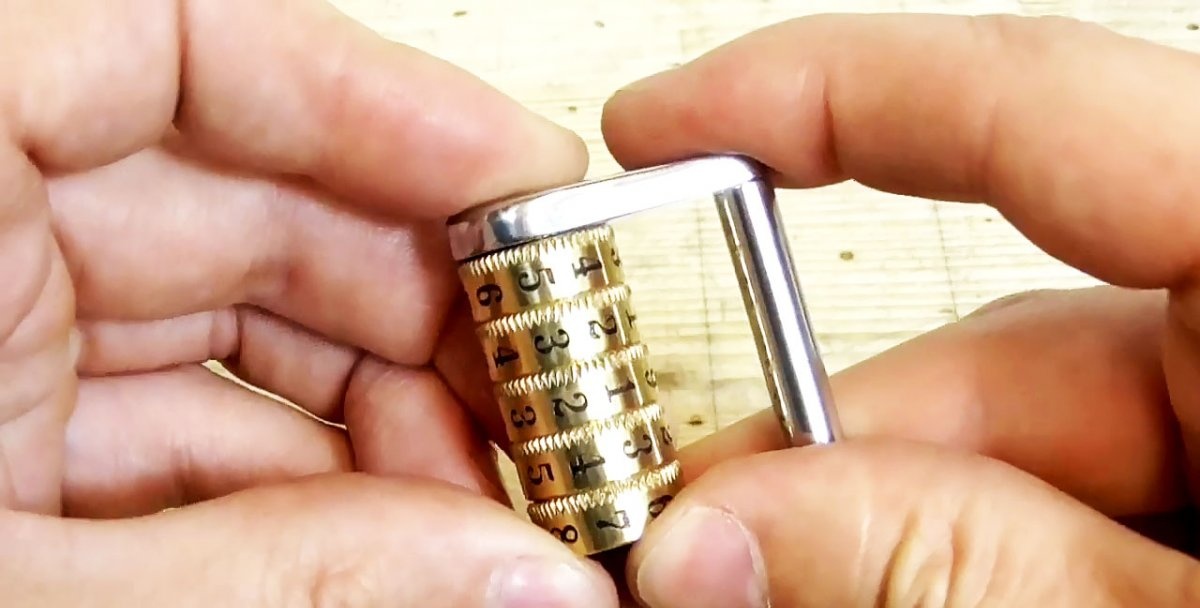
Pozostaje tylko włożyć drugą stronę zamka szyfrowego z prętami na miejsce i urządzenie jest gotowe do użycia. Ale na razie zamek jest zamknięty, ponieważ ustawiono losową kombinację liczb. Zestaw cyfr kodu zależy od umiejscowienia elementów blokujących na kołach i jest wyłączny dla każdego zamka.



Będzie potrzebował
Jego produkcja wymaga czasu, znacznego wysiłku, szczególnej staranności i następujących materiałów:

- śruba ze stali nierdzewnej M20×70;
- radełkowanie koła;
- środki do nanoszenia numerów na koła;
- stalowe kule;
- drut ze stali sprężynowej (0,3 i 0,8 mm).
Sprzęt bez którego nie możemy się obejść:
- tokarka, wiertarka i frezarka;
- imadło stołowe;
- szczypce;
- piły do metalu;
- szlifierka;
- nożyczki do cięcia metalu i papieru;
- trzpienie do sprężyn naciągowych i pierścieni ustalających.
Technologia produkcji
Praca składa się z trzech etapów: produkcji części i zespołów, montażu i instalacji kodowej kombinacji liczb.
Produkcja części i zespołów
Boczne podkładki blokujące
Na tokarce dzielimy łeb śruby na dwie połowy i szlifujemy pręt na głębokość profilu gwintu.
Zaciskamy jedną część pręta w imadle i przecinamy ją metalową piłą na dwie podłużne połówki.
Na jednej z sześciokątnych płytek za pomocą szablonu i markera narysuj kontur bocznej okładziny zamka.

Sklejone sześciokąty szlifujemy na szlifierce wzdłuż zaznaczonego konturu bocznej okładziny zamka i wiercimy otwory na końcach.


W otwory wkładamy „nogi” okrągłych szablonów, które służą jedynie do narysowania obrysu bocznych podkładek zamka na szlifierce.

Na wiertarce za pomocą wiertarki i frezu walcowo-czołowego formujemy profil wykończeniowy otworów w płytach bocznych. Wokół dużego otworu wykonujemy równomiernie 9 wgłębień po okręgu za pomocą frezu walcowo-czołowego.
Za pomocą miękkiej tarczy wypoleruj wszystkie powierzchnie okładzin bocznych zamka.


Kołki
Z 4 półcylindrów za pomocą specjalnego zacisku ostrzymy okrągły pręt na tokarce do środka obrabianego przedmiotu.




Pierwszy sworzeń przeznaczony jest do kół od strony montażowej. Posiada z jednej strony gniazdo na otwór, a z drugiej pierścieniowy rowek na pierścień ustalający i ślepy otwór.

Za pomocą frezu wykonujemy w nim rowek podłużny na całej długości otworu nieprzelotowego.




Drugi trzpień od strony mocowania wygląda jak solidny okrągły pręt z gniazdem na otwór w bocznej płytce zamka i ślepym nawierceniem wzdłużnym.




Trzeci trzpień klucza po stronie ruchomej jest również wykonany pod pełnym cylindrem. Następnie jedna strona jest zaciskana we wkładzie z uszczelką w celu odsunięcia osi rolki od osi obrotu wkładu. W rezultacie po obróbce nożem powstaje okrągły czop o mniejszej średnicy, którego środek nie pokrywa się ze środkiem sworznia.


Następnie poprzez frezowanie formujemy dwie półki po obu stronach odsuniętego czopu. Rezultatem jest pręt o dwóch ścianach połączonych okrągłymi łukami.

Za pomocą tego samego frezu zmniejszamy przekrój pręta po większej stronie stosując obróbkę symetryczną.

Za pomocą frezu trzpieniowego wykonujemy 5 prostokątnych i równych rowków. W rezultacie powstaje również 5 równych występów.
Za pomocą pilników, pilników igłowych i papieru ściernego prętowi ze wszystkimi występami nadajemy pożądany kształt, a krawędzie i żebra są zaokrąglone. Na koniec wypoleruj ten i wszystkie inne pręty miękką tarczą.



Wkładamy pręt na swoje miejsce w płycie bocznej zamka.
Czwarty trzpień, pełniący od strony ruchomej funkcję wałka górnego, jest obrobiony na wymiar otworu w blaszce bocznej zamka i z jednej strony uformowany w półkulę za pomocą pilnika i miękkiego kółka . Wkładamy go również na miejsce.


Spawanie, szlifowanie, polerowanie
Przyspawamy wszystkie kołki z tyłu do bocznych płytek zamka.

Szlifujemy i polerujemy spoiny na szlifierce, zaokrąglamy krawędzie pilnikiem, wykańczamy papierem ściernym i polerujemy miękką tarczą.

Za pomocą zestawu pilników tworzymy na końcu trzpienia rowek z podłużną szczeliną. Próbujemy włożyć ruchome kołki w otwory stałych.


Mosiężne koła z numerami
Wykonujemy 4 mosiężne koła z numerami. Po przycięciu ich na wymiar wycinamy ich półfabrykaty na tokarce, najpierw wiercąc w środku otwór przelotowy i rozszerzając go z jednej strony na określoną głębokość.




Siodło różni się od innych obecnością centralnego rowka po obu stronach, z których jeden jest głębszy od drugiego.
Kolumny liczb do naniesienia na koła formujące są drukowane na papierze pokrytym silikonem w odbiciu lustrzanym.
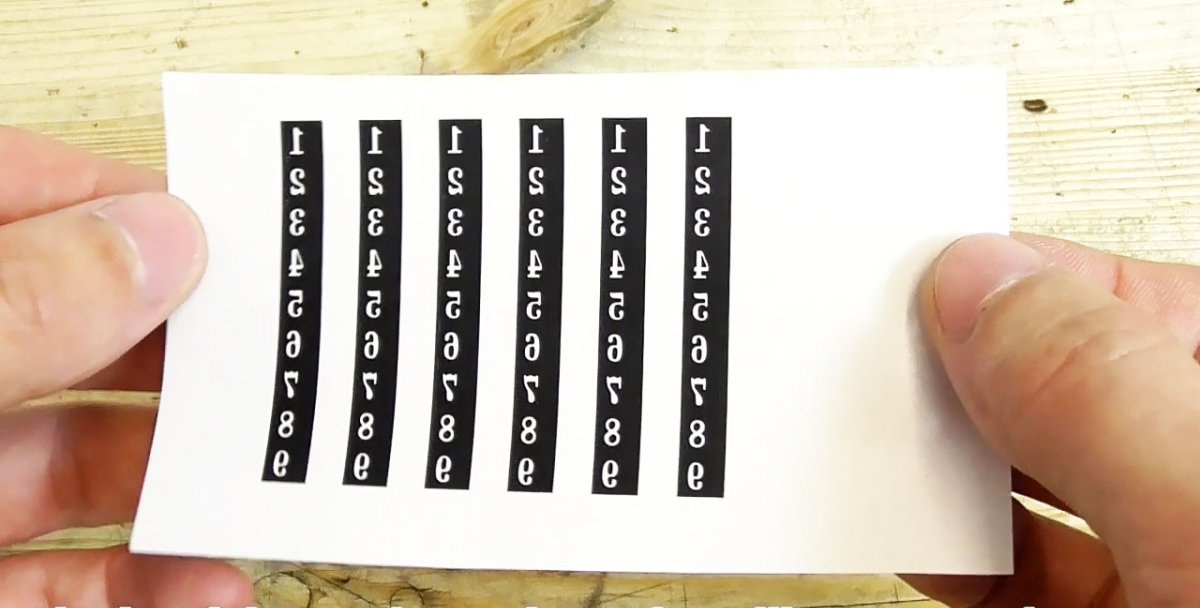
Wycinamy nożyczkami pionowe paski liczb i przyklejamy je na koła formujące.

Przenosimy liczby na powierzchnię kół formujących, tocząc je po podeszwie gorącego żelazka. W rezultacie papier oddziela się, a do pierścienia przykleja się warstwa silikonu z cyframi.


Aby zabezpieczyć wszystkie powierzchnie felg, z wyjątkiem tych z numerami, pokrywamy je lakierem do paznokci.

Nawlekamy koła na drut, umieszczamy je na dnie pochyłego rowu i wypełniamy roztworem chlorku żelaza do trawienia przez 45 minut, co sprawia, że koła są atrakcyjne, a liczby kontrastują.


Następnie naciągamy koła na specjalny trzpień, dokręcamy je nakrętką i zaciskamy w uchwycie tokarskim. Następnie obrabiamy blok koła papierem ściernym i polerujemy szmatką.
Zaciskamy koła w specjalnym uchwycie i za pomocą frezarki wykonujemy półokrągły rowek za pomocą frezu, aż wyjdzie on w duży otwór.
Na końcach kółek wykonujemy równomiernie 9 wgłębień w okręgu.


Koła mocujemy jedno po drugim na trzpieniu i zaciskamy je w uchwycie tokarki. Przykładamy wyregulowane radełkowanie do koła, smarujemy je olejem i włączamy maszynę. Okrągłe wycięcie jest nawinięte na koło na końcu wąskim paskiem.


Za pomocą noża usuń zadziory z końca nacięcia.
Wiercimy ślepe otwory o średnicy 0,8 mm wiertłem na końcach kół z wycięciem naprzeciwko półkolistego rowka.

Ponownie nakładamy kółka jedno po drugim na trzpień i nakładamy czarną farbę na wgłębienia cyfrowe, usuwając nadmiar płaską powierzchnią, dociskając do obracającego się koła, a następnie miękką szmatką.



Dodatkowe części, montaż i kodowanie
Za pomocą specjalnego trzpienia do nawijania sprężyn, montowanego na tokarce, wykonujemy 5 podobnych sprężyn z drutu ze stali sprężynowej o średnicy 0,3 mm.

Aby przytrzymać drut na trzpieniu podczas nawijania sprężyn, używamy szczypiec, a do odcięcia końcówek używamy metalowych nożyczek.
Do montażu kół z numerami oprócz sprężyn będziemy potrzebować 5 stalowych kulek o średnicy 2 mm.

Wkładamy sprężynę w ślepe otwory w kołach i przykrywamy ją kulką na górze.


Następnie naciągamy wszystkie 5 kół ze sprężynami i kulkami na górny wał.
Z drutu ze stali sprężynowej o średnicy 0,8 mm na prostym trzpieniu, zaciśniętego w imadle, za pomocą szczypiec i przecinaków do drutu wykonujemy blokadę do ściskania i przytrzymywania kół z numerami na pręcie.
Wsuwamy jeden koniec zatyczki w rowek na końcu pręta za pomocą pęsety, wciskamy zatyczkę na środku, następnie druga krawędź bezpiecznie zakrywa i trzyma wszystko, co się pod nią znajduje.


Pozostaje tylko włożyć drugą stronę zamka szyfrowego z prętami na miejsce i urządzenie jest gotowe do użycia. Ale na razie zamek jest zamknięty, ponieważ ustawiono losową kombinację liczb. Zestaw cyfr kodu zależy od umiejscowienia elementów blokujących na kołach i jest wyłączny dla każdego zamka.


Obejrzyj wideo
Podobne klasy mistrzowskie

Wykonywanie sprężyn własnymi rękami

Jak zrobić śrubę motylkową ze zwykłej śruby i butelki PET

Jak zamienić bełt w ładny mały nóż myśliwski z pamiątkami

Automatyczna maszyna centrująca do wiertła

Jak dokładnie wywiercić boczny otwór w okrągłym przedmiocie

Jak zrobić miękkie i zdejmowane osłony na imadła
Szczególnie interesujące






Komentarze (2)
