Techniki spawania poziomego, uczymy się każdej po kolei

Aby uzyskać niezawodny szew poziomy (i dowolny inny), elektrodę przesuwa się jednocześnie w trzech płaszczyznach: translalnie w kierunku jej osi, prosto wzdłuż ściegu spoiny i oscylując w poprzek szwu. Na początku wydaje się to niemożliwe, ale regularne próby i wytrwałość wkrótce przyniosą pożądany rezultat.
Będzie potrzebował
Aby szkolenie było skuteczne i bezpieczne, przygotujemy następujące materiały, sprzęt i przyrządy:
- ręczna spawarka;
- spawany metal;
- elektrody o odpowiedniej średnicy;
- młotek do bicia żużla;
- sprzęt spawalniczy (maska, rękawiczki itp.).
Proces spawania
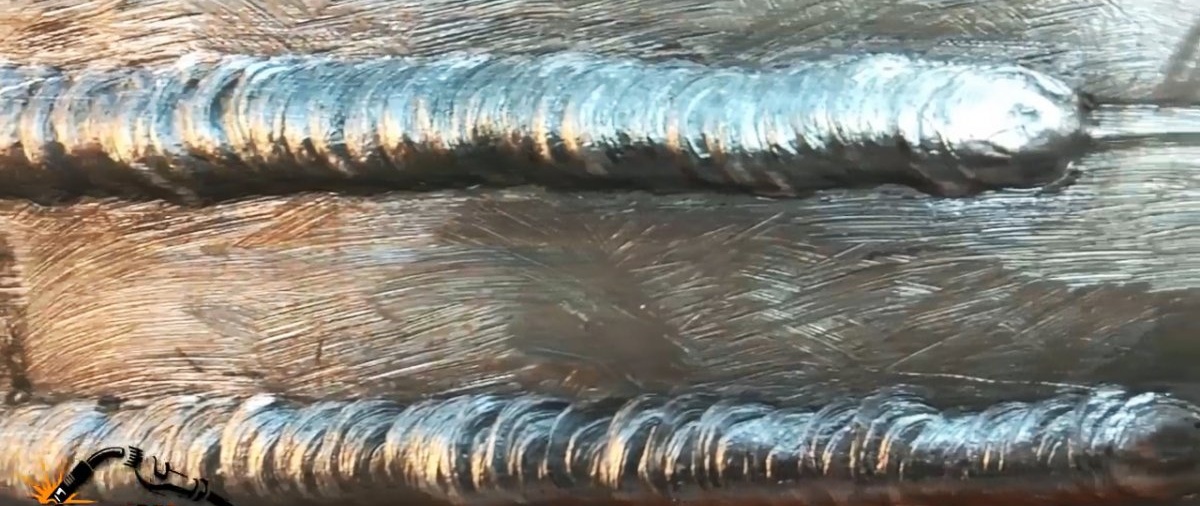
Ruchy oscylacyjne w osi spoiny zapewniają wymaganą szerokość, niezawodne spawanie grani i krawędzi spoiny, spowalniając stygnięcie kąpieli ciekłego metalu i usuwając żużel ze strefy spalania. Biorąc pod uwagę grubość metalu i średnicę elektrody, dobieramy natężenie prądu spawania 91 A.

Półksiężyc do przodu

Podczas tego ruchu koniec elektrody porusza się po łuku kołowym z wypukłością skierowaną do przodu.Służy do łączenia szwów ze ściętymi krawędziami u dołu i szwów filetowych, których nogawka ma nie więcej niż 6 mm.

Jeśli te ruchy zostaną wykonane prawidłowo, wówczas cały żużel ląduje na górze walca i do jego usunięcia nie potrzeba nawet młotka. Szew ma pożądaną szerokość i stałą długość.

Spirala

Tutaj koniec elektrody tworzy koła lub owale, wyznaczając krawędzie jeziorka spawalniczego. W tym przypadku równomierne ogrzewanie następuje wzdłuż szerokości szwu. Często używany podczas spawania w płaszczyźnie dolnego horyzontu.
Ruch ten jest uważany za prosty i łatwy do wykonania. Zapewnia stałą i łatwą kontrolę roztopionego metalu. Przy prawidłowym wykonaniu żużel tworzy się również na spoinie i można go łatwo usunąć na całej długości.

Ścieg nitkowy

Gdy koniec elektrody nie oscyluje w poprzek szwu, ale porusza się prosto w kierunku wzdłużnym względem rolki, powstaje wąski lub nitkowaty szew o szerokości 1,2 ± 0,4 średnicy elektrody. Stosuje się je przy spawaniu cienkiego metalu oraz przy nakładaniu pierwszej warstwy w spoinie wielowarstwowej. Ten typ jest najłatwiejszy do wykonania.

Zygzak

Aby utworzyć spoinę o zadanej szerokości, koniec elektrody przesuwa się po linii zygzakowatej symetrycznie do osi ściegu. Ale w tym procesie nie możemy zapominać o długości łuku, aby uzyskać gładką ścieżkę bez wtrąceń żużla.
Metodę tę stosuje się przy spawaniu metalu o grubości do 6 mm. Najwyższą jakość szwów uzyskuje się podczas zgrzewania doczołowego oraz w pozycji dolnej. Pozwala także na niezawodne spawanie połączeń bez fazowania krawędzi.

Odwrócony półksiężyc

Dzięki tej metodzie lewa i prawa krawędź spoiny lepiej się nagrzewają, ponieważ koniec elektrody tworzy łuki, wypukłe skierowane do tyłu. Stosuje się go, gdy stosuje się grubo otulone elektrody w celu lepszego topienia metalu i żużla.
Ten sposób przesuwania elektrody stosuje się podczas spawania w pozycji dolnej oraz przy spawaniu szwów pionowych i sufitowych o wypukłej powierzchni zewnętrznej.
Obejrzyj wideo
Podobne klasy mistrzowskie






Szczególnie interesujące






Komentarze (2)
