Jak zrobić zacisk - długi odcinek z rynną podnoszącą do szybkiej pracy
W domowym warsztacie trzeba obrabiać duże płytki ceramiczne, długie kawałki metalu, drewno, które bez niezawodnego mocowania jest nie tylko trudne, ale także niebezpieczne w obróbce. Zacisk uniwersalny można wykonać bez specjalnego przygotowania i ze zwykłych materiałów.

Będzie potrzebował
Materiały:- Pręt gwintowany;
- nakrętki, podkładki płaskie i zabezpieczające;
- prostokątne fragmenty blachy stalowej;
- sekcje kanałów;
- fragment wiertła;
- gładki okrągły pręt stalowy;
- koło zębate tarczowe z piastą jednostronną;
- śruba z łbem półkulistym i zwykła;
- blacha stalowa o odpowiedniej grubości
- dysk stalowy itp.
Proces produkcji zacisku uniwersalnego
Na pręt gwintowany nakręcamy dwie nakrętki, dociskamy je do siebie, łączymy poprzez spawanie i oczyszczamy szwy.Gwint pręta chronimy przed odpryskami metalu za pomocą wygiętego paska metalu w kształcie litery U.

Nakrętkę podwójną przyspawamy do prostokątnego fragmentu, symetrycznie do boku ograniczonego długością i grubością, na wysokości końca boku ograniczonego szerokością i grubością.

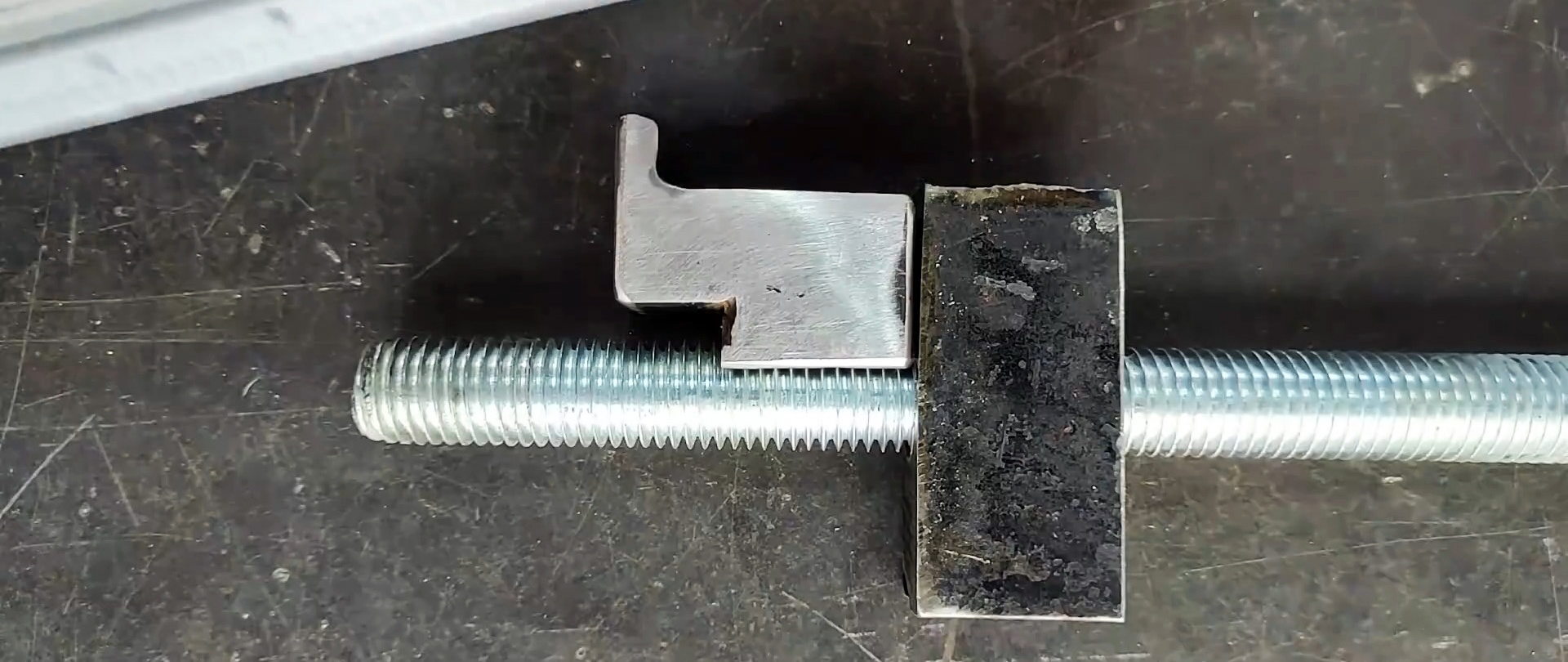
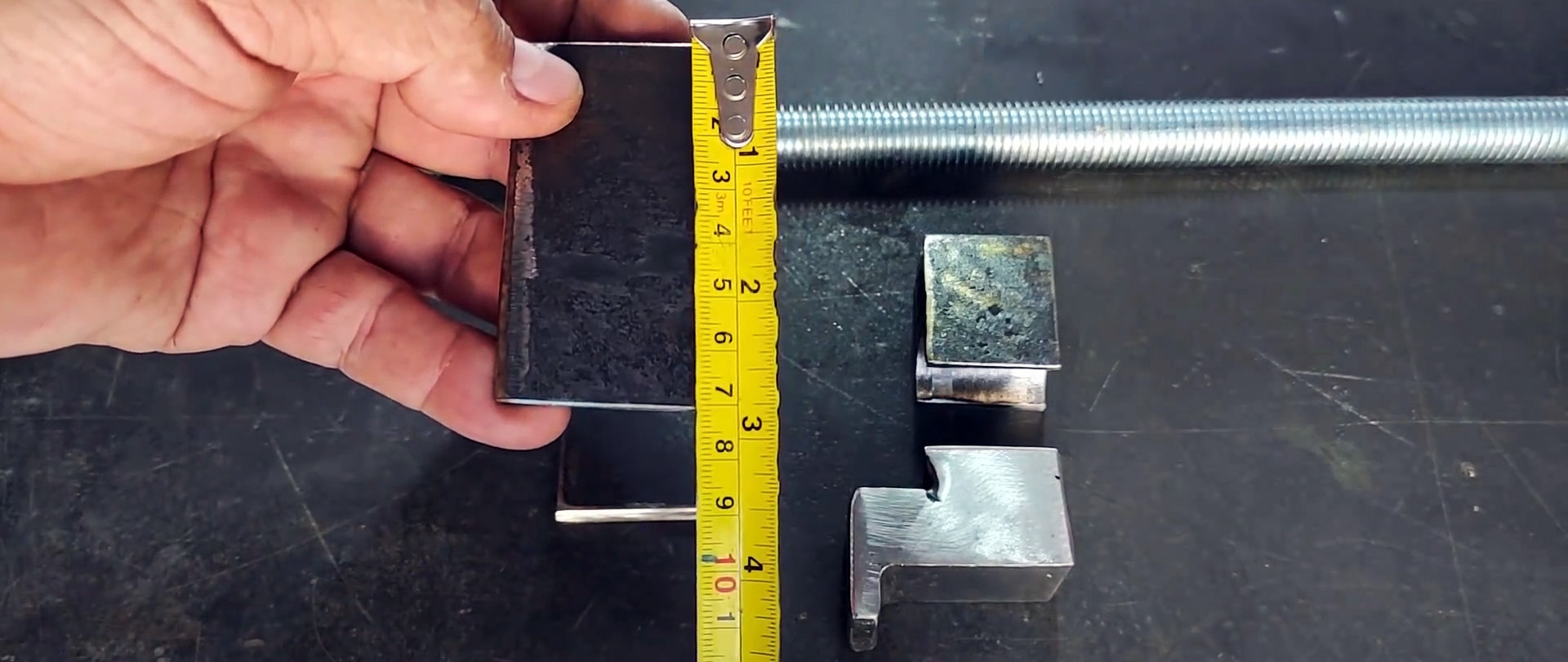
Po zaznaczeniu z jednej strony odcinamy fragment na poziomie nakrętki, a z drugiej wykonujemy pionowe i poziome nacięcia do podstawy nakrętki. Oddalając się nieco od tego końca nakrętki, odcinamy fragment, tak aby od dołu utworzył się pionowy występ.

Odetnij wzdłużnie górną połowę podwójnej nakrętki. Porównujemy wystające boki połówki nakrętki z płaszczyzną podstawy.

W prostokątnym fragmencie wywierć pionowy otwór pośrodku boku ograniczonego grubością i długością fragmentu.

Fragment wycinamy wzdłuż osi podłużnej otworu w płaszczyźnie średnicy.


Na fragment z półotworem od zewnątrz wzdłuż osi nakładamy dwa paski i zgrzewamy.
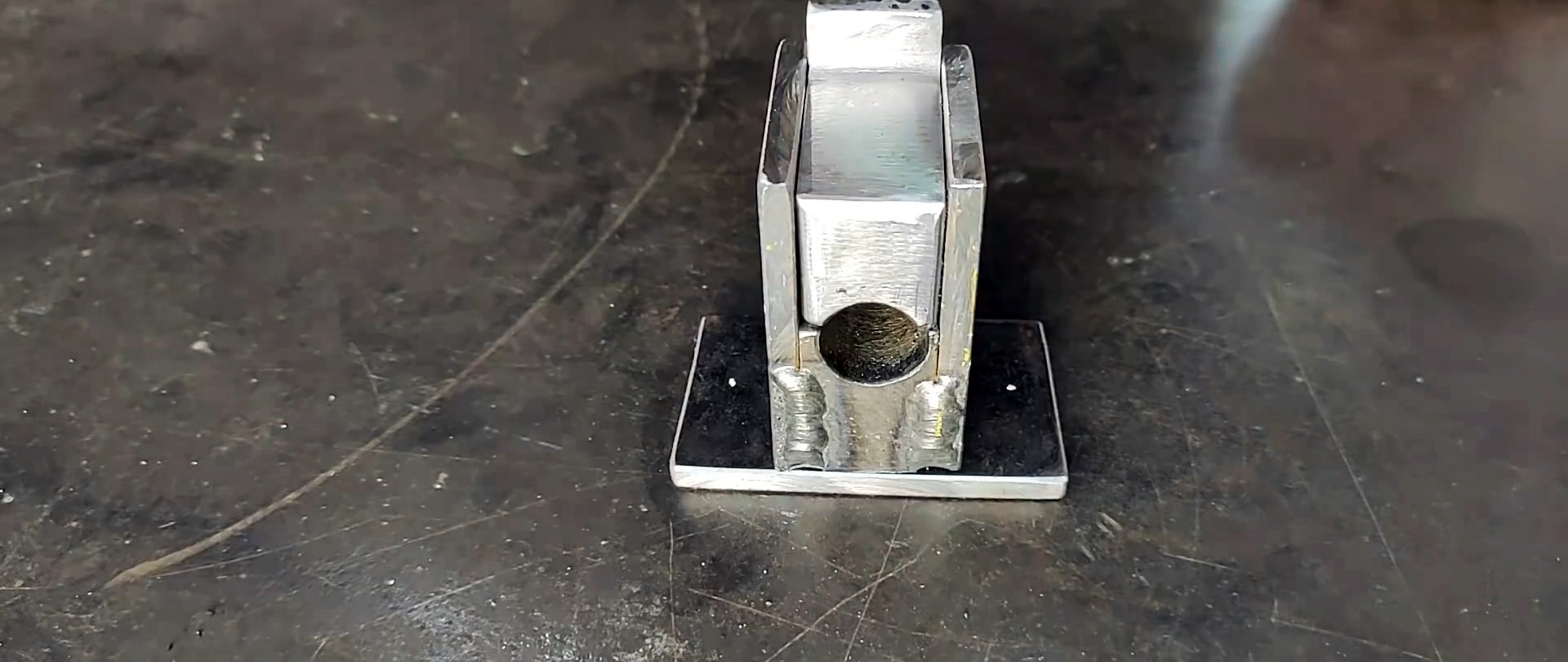
Powstałą konstrukcję instalujemy na podstawie z dwoma otworami na krawędziach, a także spawamy.
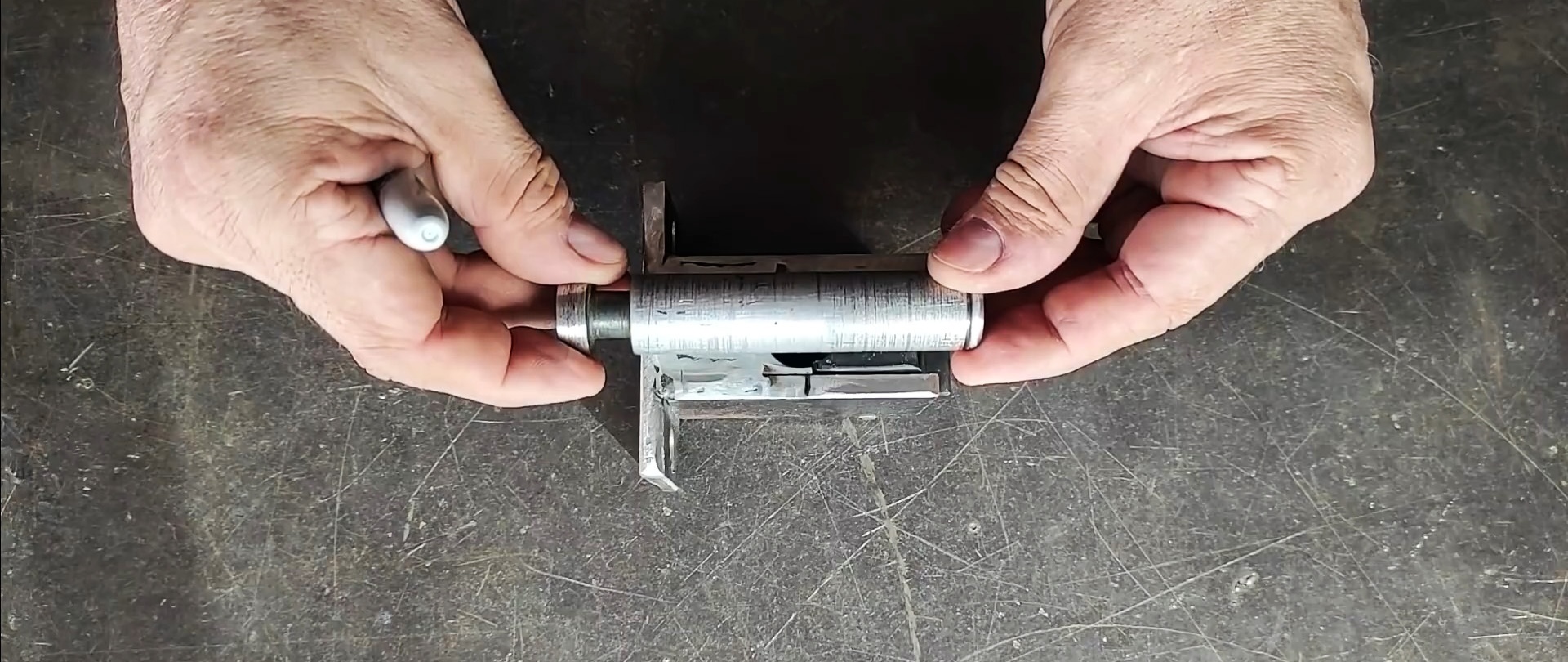
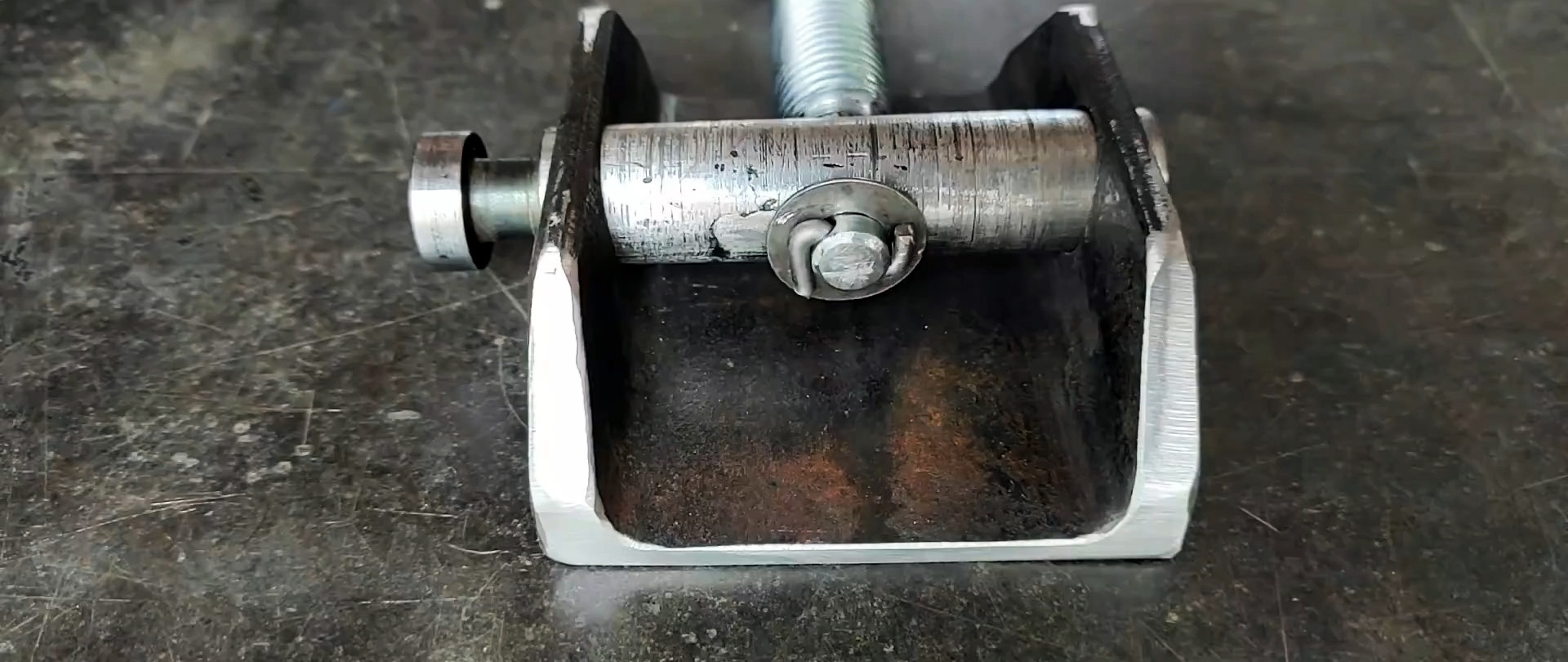
W gładki półotwór umieszczamy fragment rurki z gwintem zewnętrznym o długości równej długości rowka cylindrycznego.
Pomiędzy płytami, na fragmencie rury, umieszczamy konstrukcję gwintowanym cylindrycznym rowkiem w dół.
Powstałą konstrukcję dokręcamy zaciskiem i wiercimy współosiowe otwory w płytach bocznych zgodnie z oznaczeniami.
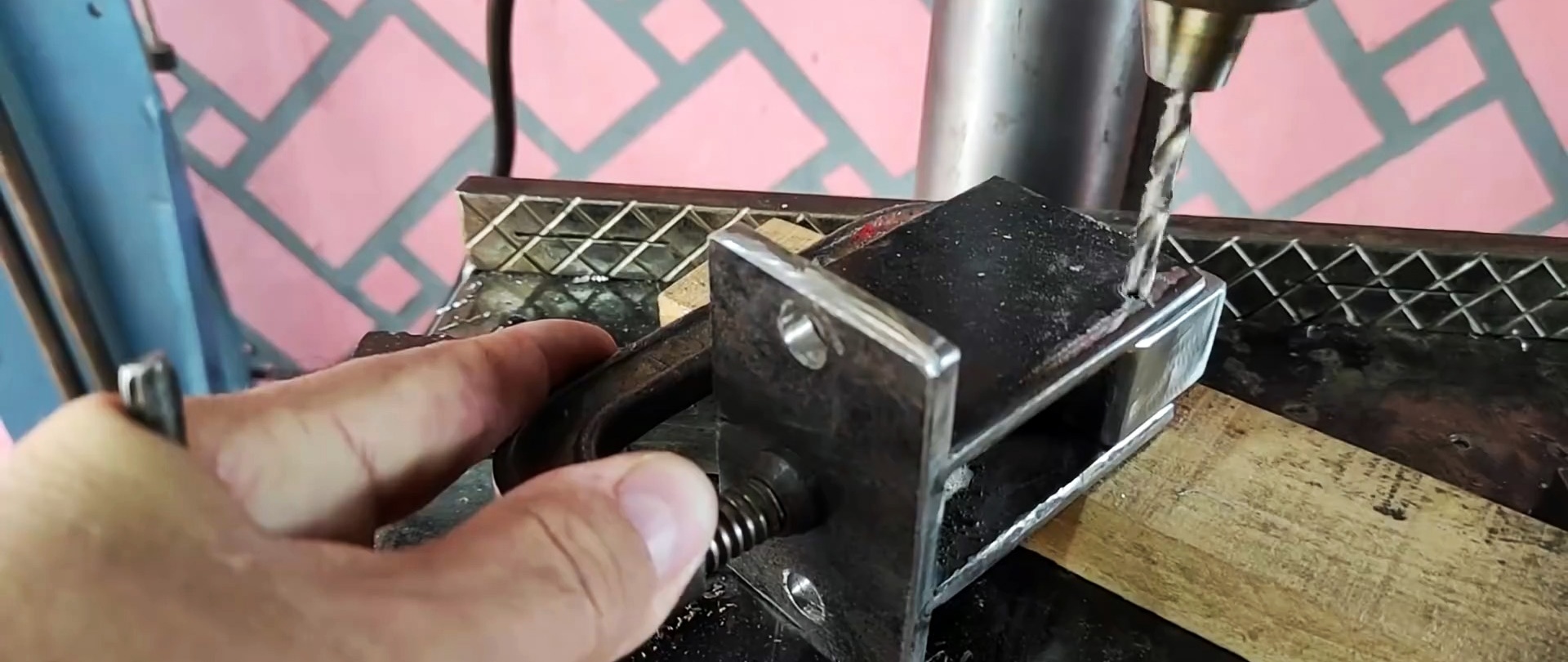
Używając starej beczki z otworem w dnie i palnika gazowego, podgrzej cylindryczny gwintowany rowek do czerwoności i zanurz go w oleju hartowniczym, aby zwiększyć twardość i wytrzymałość.
Wkładamy hartowany rowek na miejsce i wbijamy zepsute wiertło w otwory z wciskiem.

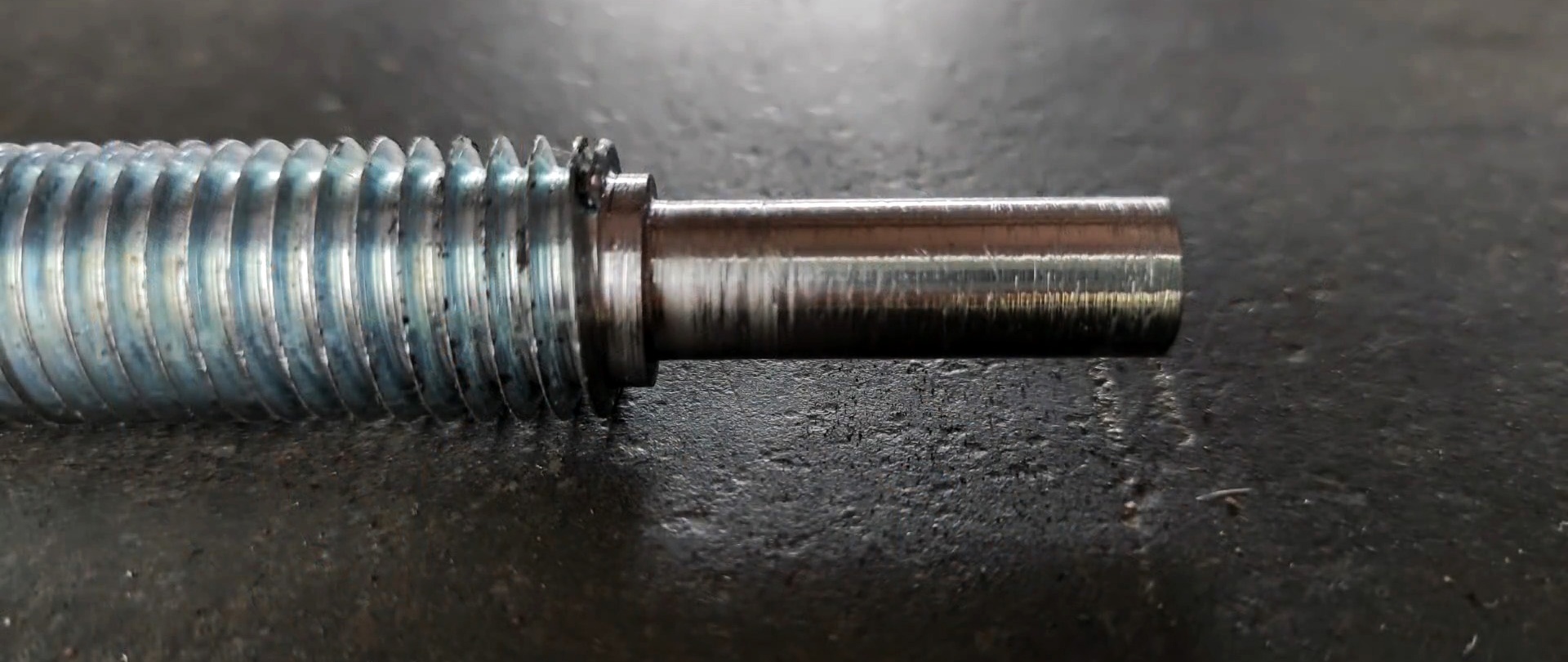
Obracamy pręt gwintowany z nakrętkami po obu stronach na tokarce.
Z kanału o obliczonym rozmiarze wycinamy fragment o wymaganej długości.
Obracamy pręt okrągły na tokarce i wykonujemy szeroki i głęboki rowek z jednej strony, a wąski i płytki z drugiej.

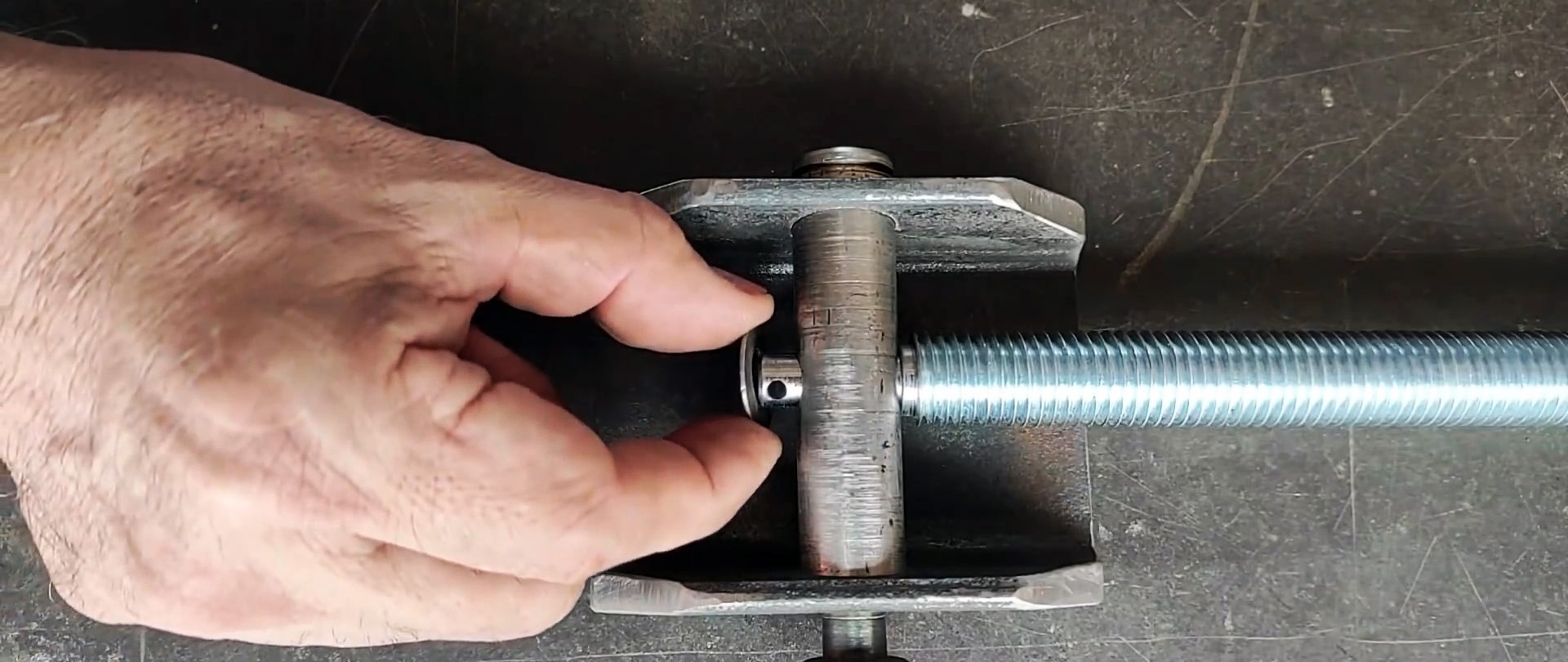
Wiercimy poprzeczny otwór w środku pręta, tak aby koniec pręta gwintowanego swobodnie w niego pasował.

W kołnierzach kanałów wiercimy współosiowe otwory zgodnie z oznaczeniami i odcinamy narożniki.

W otwory kanałowe wkładamy pręt z poprzecznym otworem. Montujemy pręt gwintowany z rowkiem z poprzecznym otworem na końcu na miejsce, zakładamy podkładkę, wkładamy kawałek gwoździa w otwór pręta i zaginamy końce.

W wąski pierścieniowy rowek montujemy podkładkę zabezpieczającą.

Stare koło zębate tarczowe z jednostronną piastą toczymy na tokarce, montujemy je na końcu pręta gwintowanego i zabezpieczamy śrubą zabezpieczającą.

Za pomocą śruby z łbem kulowym przymocuj drewniany uchwyt do dysku za pomocą podkładek i nakrętek.

W blasze wykonujemy długą szczelinę pomiędzy dwoma otworami przelotowymi o średnicach większych niż szerokość szczeliny.

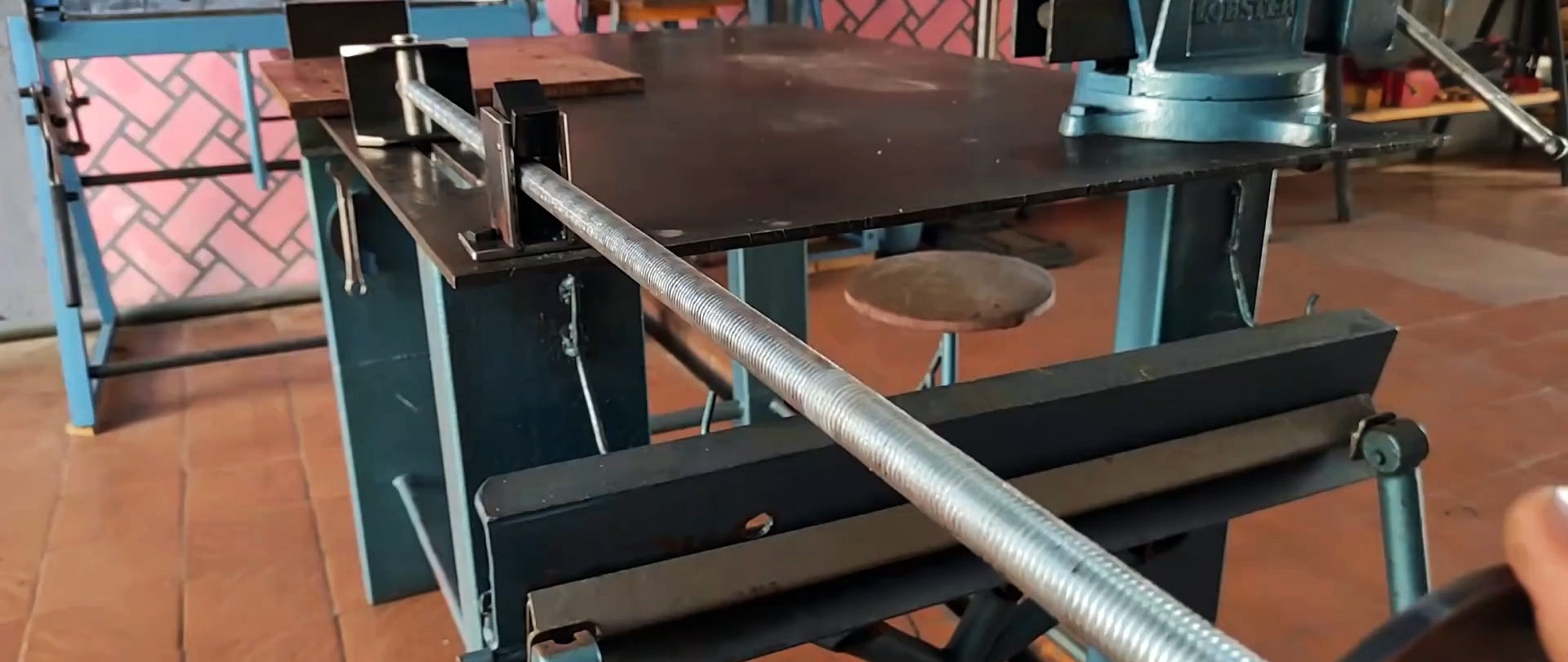
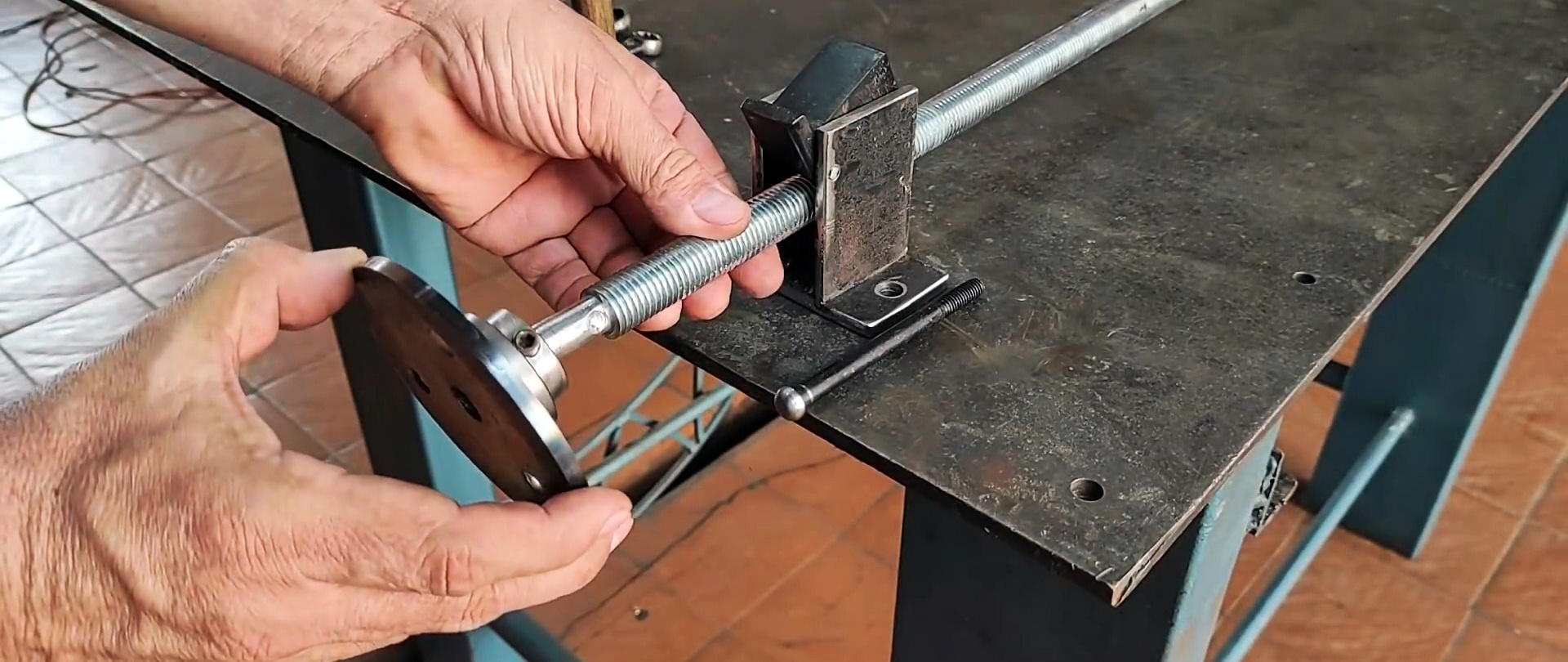
Wkładamy koniec pręta w kanał do otworu końcowego i przesuwamy go wzdłuż szczeliny.


Konstrukcja z hartowanym półcylindrycznym rowkiem mocowana jest do płyty po drugiej stronie szczeliny za pomocą śrub, podkładek i nakrętek.
Unosząc hartowany gwintowany rowek, swobodnie przesuwamy pręt gwintowany w obu kierunkach.


Do kanału, po uprzednim zaokrągleniu wszystkich rogów, przyspawamy stalowe półkole z występem i szczelinami do jednej z półek.
Na drugim końcu szczeliny wykonujemy otwory w blasze bazowej odpowiadające otworowi w ceowniku i szczelinie w półkolu stalowym.


Mocujemy kanał i półkole do podstawy za pomocą śrub i nakrętek.
Mając półcylindryczny rowek z podniesionym gwintem, pociągnij pręt gwintowany do siebie.

Materiał przeznaczony do obróbki umieszczamy pomiędzy ogranicznikami ruchomymi i stałymi.

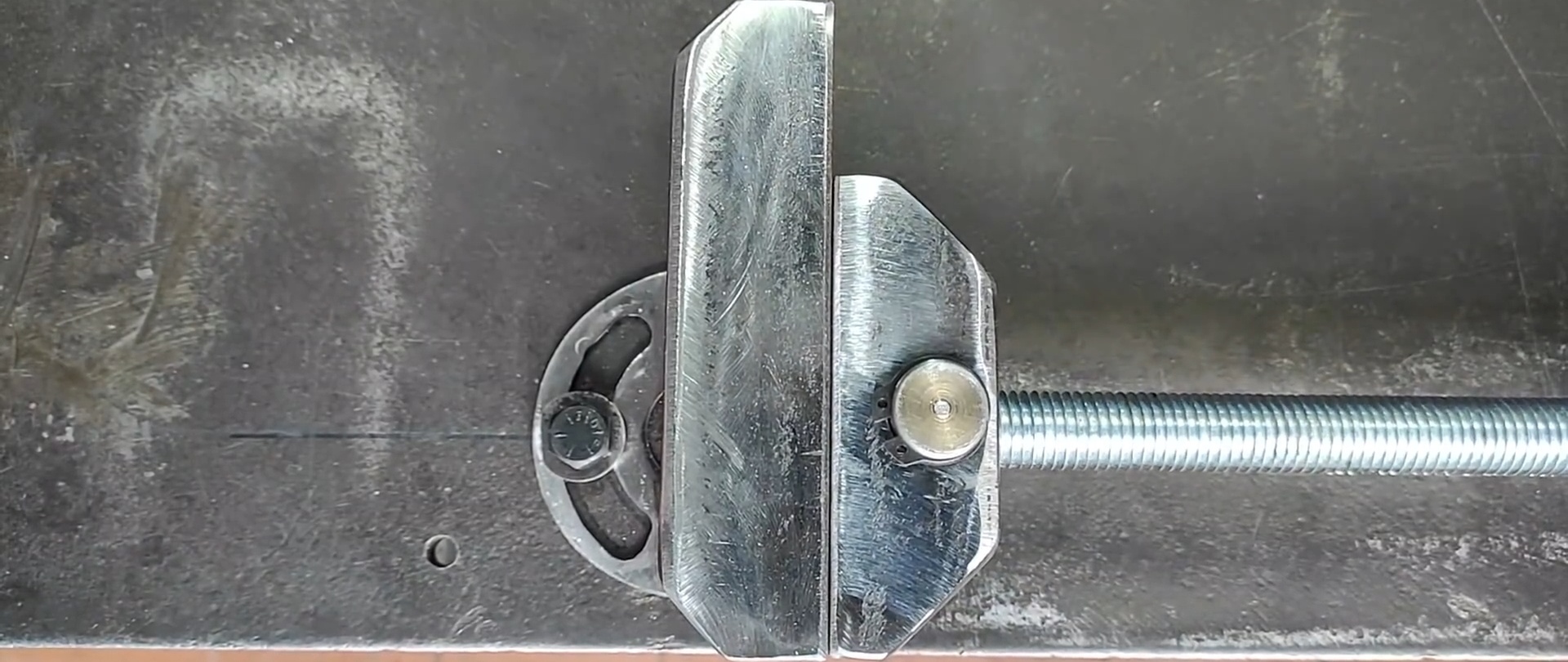
Opuszczamy rowek na pręt i obracamy uchwyt na dysku zgodnie z ruchem wskazówek zegara. Dzięki temu materiał jest bezpiecznie zamocowany i gotowy do obróbki.
Zmieniając położenie ogranicznika stałego za pomocą dwóch śrub, można mocować detale pod różnymi kątami.