4 skuteczne sposoby spawania metalu o grubości 1 mm od doświadczonych spawaczy
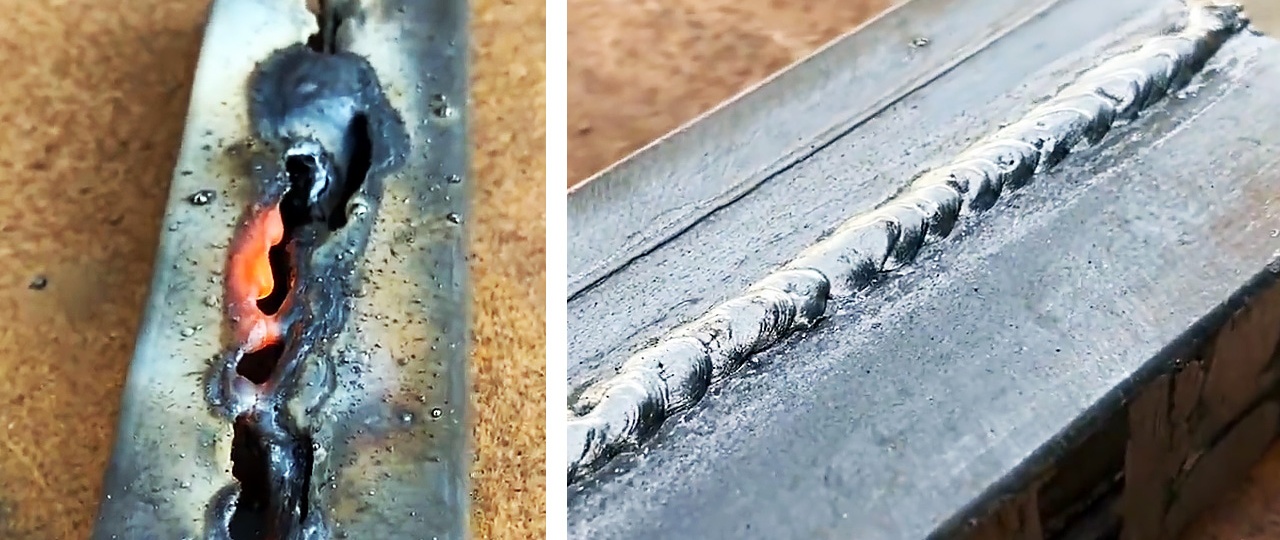
Podczas spawania cienkiego metalu techniki stosowane przy łączeniu masywnych przedmiotów nie sprawdzają się. Energia łuku elektrycznego po prostu przepala cienki metal i zamiast spoiny powstają dziury. Ale jeśli znasz sekrety doświadczonych spawaczy, nawet początkujący będzie w stanie poradzić sobie ze spawaniem metalu o grubości 1 mm.
Będzie potrzebował
Materiały i narzędzia:
- odcinki rur profilowych o grubości ścianki 1 mm;
- sprzęt spawalniczy;
- Bułgarski;
- szczotka metalowa;
- młotek.
Elektrody spawalnicze do celów ogólnych na AliExpress ze zniżką - http://alii.pub/606j2h
Procesy spawania metali cienkich z wykorzystaniem tajników doświadczonych spawaczy
Podczas pracy z cienkim metalem prąd spawania powinien być jak najniższy, podobnie jak średnica elektrod. Pomaga to zmniejszyć długość łuku i powierzchnię styku, umożliwiając spawanie w niższych temperaturach. Może to jednak nie wystarczyć, aby zapobiec przepaleniu cienkiego metalu.
Doświadczeni spawacze wykorzystują kolejną szansę na wysokiej jakości spawanie metalu o grubości 1 mm - trajektorię końca elektrody podczas procesu spawania, co pozwala znacznie obniżyć temperaturę w obszarze roboczym.
Wszystkie metody spawania cienkiego metalu wymagają prac przygotowawczych: krawędzie spawanych elementów muszą być starannie przygotowane - rdzę, tłuszcz i wszelkie inne osady należy usunąć za pomocą szlifierki, metalowej szczotki itp. Krawędzie są maksymalnie przesunięte . Wszystko to ułatwi proces spawania.
Metoda 1

Po zapaleniu łuku należy wykonywać ruchy posuwisto-zwrotne końcem elektrody wzdłuż spawanego złącza. Ponadto ruchy powinny być szybkie, ale nie kapryśne, z pewnym spowolnieniem po zetknięciu się z końcem już utworzonej spoiny.

Dzięki temu jeszcze nie połączone obszary złącza zostaną przygotowane do procesu spawania, a część energii łuku zostanie przeniesiona na już uformowaną spoinę, co zabezpieczy spawany cienki metal przed przepaleniem.

Metoda 2
Konieczne jest przesuwanie końca elektrody małymi skokami w kierunku spawanego złącza. W takim przypadku „skok” powinien być niski, aby nie zgasić łuku. Ten ruch elektrody pozwala okresowo obniżać temperaturę procesu spawania i chronić cienki metal przed przepaleniem.

Metoda 3
Ciągły ruch elektrody wzdłuż spawanego złącza z największą możliwą prędkością bez zmiany długości łuku. W tym przypadku szybki ruch elektrody nie pozwala na przegrzanie cienkiego metalu, co chroni metal przed przepaleniem. Prędkość ruchu elektrody wzdłuż złącza jest ograniczona jedynie poprzez zapobieganie penetracji metalu.

Metoda 4

Obrót kołowy elektrody z ruchem wzdłuż spoiny. W tym przypadku wychwytywana jest większa szerokość spawania, a energia łuku rozkładana jest na większą powierzchnię, co ogranicza przegrzewanie cienkiego metalu i chroni go przed poparzeniem.

Elektrody spawalnicze do celów ogólnych na AliExpress ze zniżką - http://alii.pub/606j2h
Obejrzyj wideo













