Jak zwinąć rurę i zrobić piękną końcówkę za pomocą tokarki
Na tokarkach oprócz mechanicznej obróbki detali, głównie metalowych, można wykonywać wiele innych operacji, w szczególności proces zgrzewania tarciowego czołowego czy walcowania rur metodą termomechaniczną.
Jak zrobić piękną końcówkę za pomocą tokarki
W obu przypadkach wykorzystuje się znany od dawna proces przekształcania energii kinetycznej lub napędowej w jej postać termiczną. Polega ona na tym, że podczas tarcia metalowych przedmiotów lub części o siebie, ich temperatura wzrasta i może najpierw osiągnąć temperaturę mięknięcia tworzywa sztucznego, a następnie nawet temperaturę topnienia.

Spróbujmy zastosować tę technikę do procesu walcowania okrągłej rury. W tym celu w uchwycie narzędzia zamiast konwencjonalnego frezu mocujemy sztywną płytkę ze stali żaroodpornej z półcylindrycznym wgłębieniem na końcu roboczym, którego średnica musi pokrywać się z zewnętrzną średnicą krążka rura, którą będziemy poddawać procesowi walcowania.
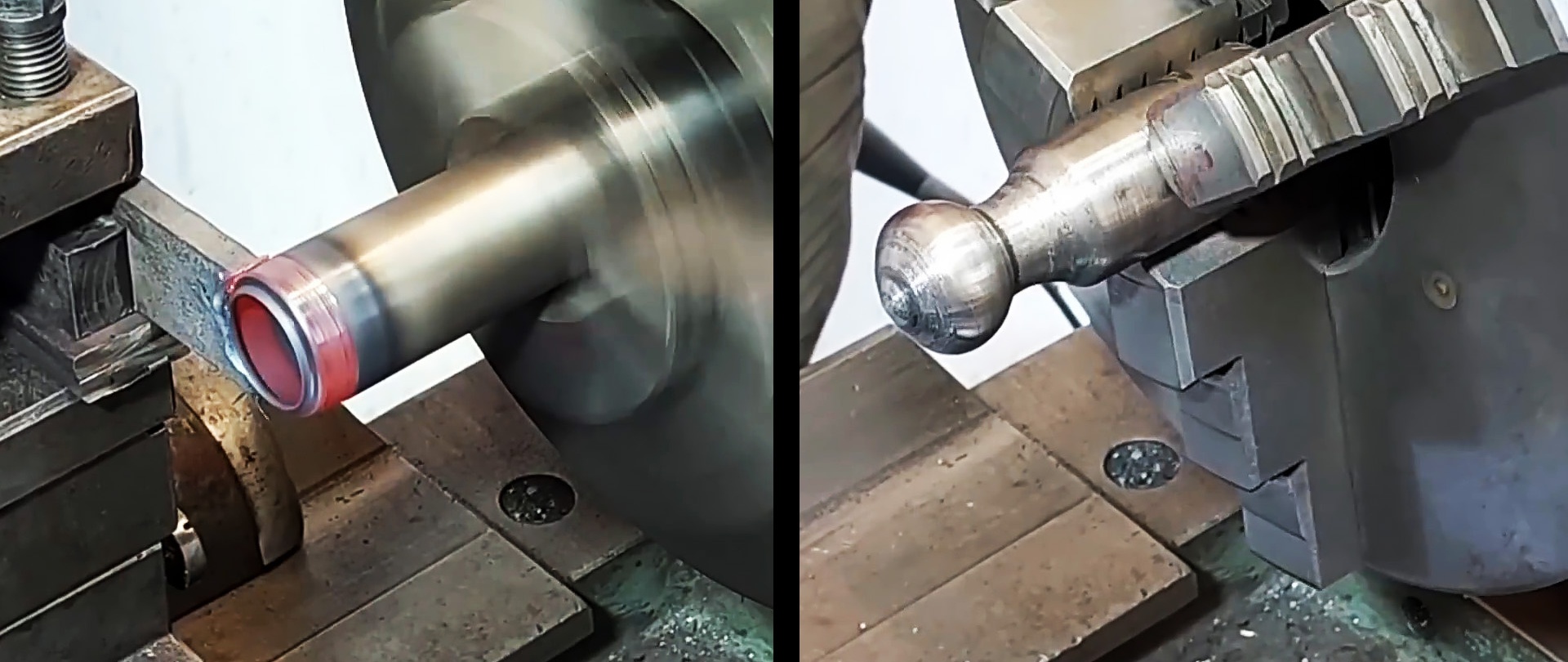
Aby końcówka okrągłej rury nie zaczęła się odkształcać pod wpływem termomechanicznym, przed zaciśnięciem jej w uchwycie tokarki, umieszczamy w niej nakrętkę gniazdową lub podobną o odpowiedniej średnicy.
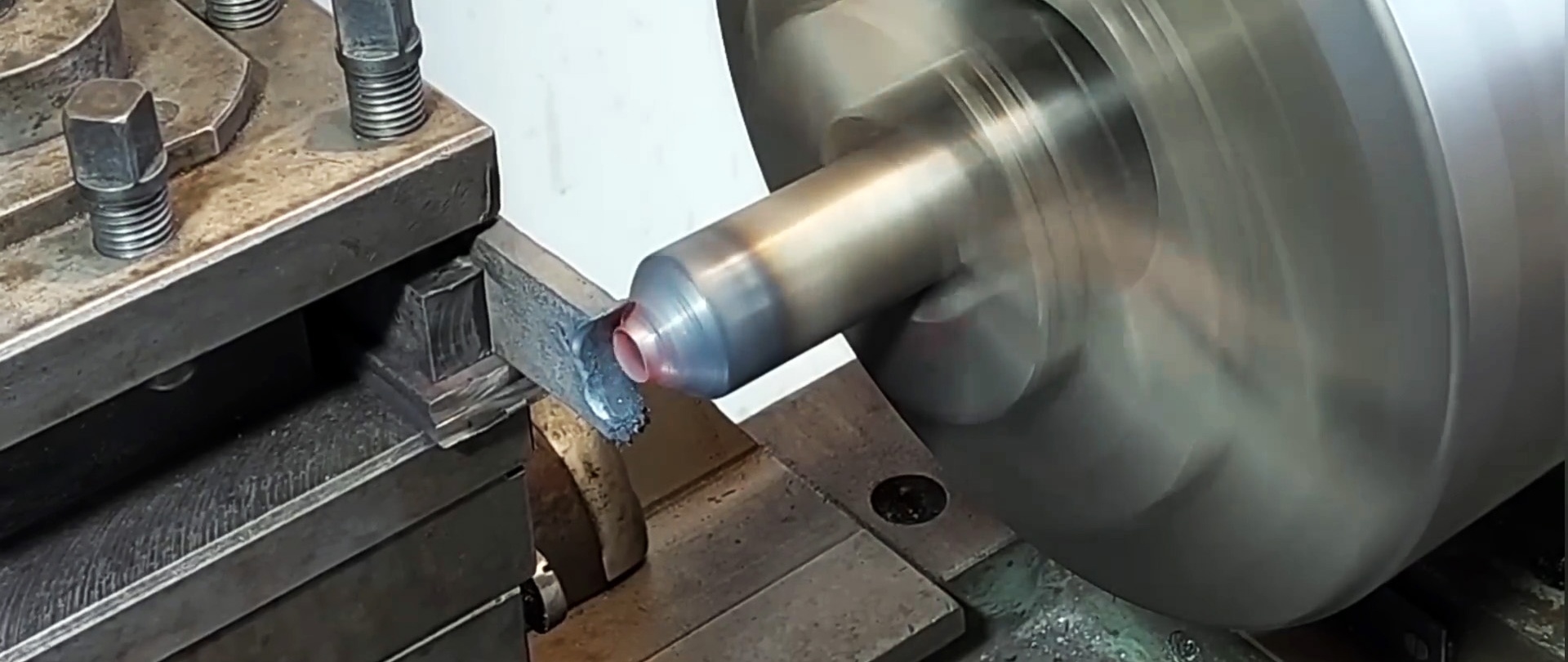
Doprowadzamy wgłębienie na końcu roboczym płyty żaroodpornej do okrągłej rury i włączamy podawanie poprzeczne. Po krótkim czasie metal rury zacznie się intensywnie nagrzewać i zmieni kolor na czerwony. W tym przypadku następuje dość znaczne zmiękczenie metalu rury.
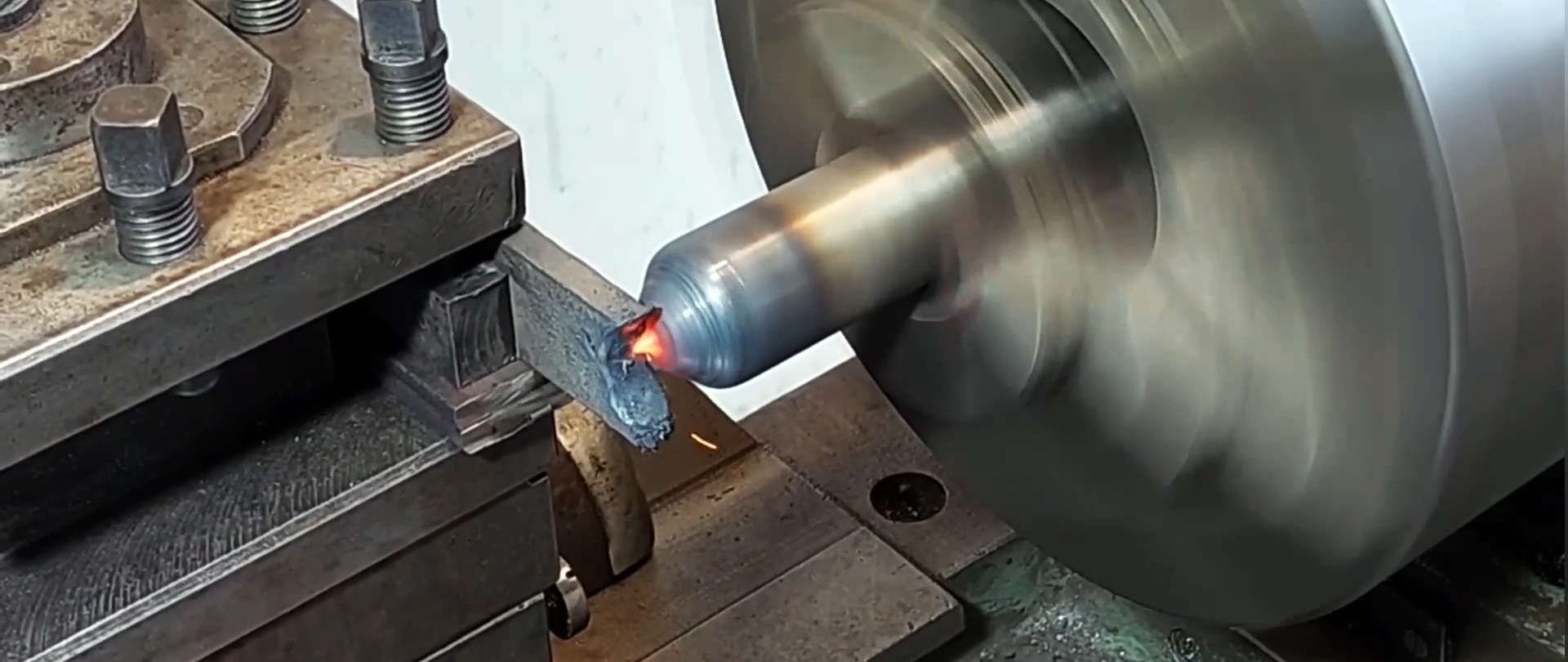
Łącząc posuw poprzeczny i wzdłużny zacisku, uzyskujemy prosty stożek na końcu rury, który stopniowo przekształcamy w niemal półkulę. Następnie opieramy wycięcie blachy żaroodpornej o odcinek rury za głowicą końcową, a także regulując posuw poprzeczny i wzdłużny, rozgrzewamy metal do czerwoności i formujemy najpierw stożek, a następnie prawie półkula.
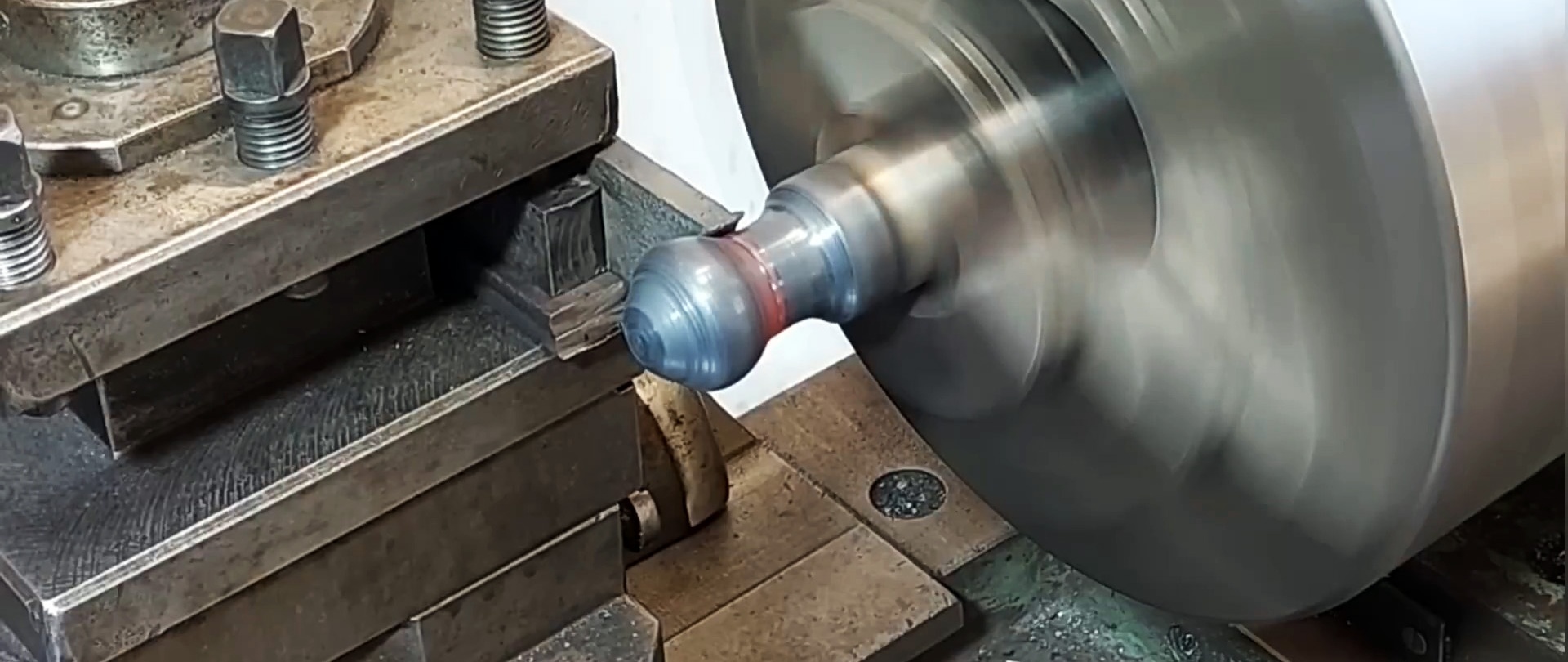
Ponadto, wpływając termicznie i mechanicznie na powstały profil, osiągamy idealnie możliwy kształt sferoidalny. Poczekaj, aż metal ostygnie, nieco go rozluźnij i ponownie zamontuj rurę z mniej więcej uformowanym sferoidalnym końcem.

Za pomocą ręcznego pilnika usuwamy najbardziej widoczne ślady, nierówności i zadziory. Następnie rozpoczynamy proces szlifowania papierem ściernym o malejącym uziarnieniu, najpierw przy małych prędkościach, a kończymy szlifowanie powierzchni na maksymalnej prędkości.














