Ako opraviť zlomený zub ozubeného kolesa

V mechanizmoch predchádzajúcich rokov výroby (obrábacie stroje, prevodovky, pohony) boli ozubené kolesá a prevody často vyrobené zo sivej liatiny, ktorá pri nízkom a strednom zaťažení nebola nižšia ako ich oceľové náprotivky a proces odlievania železa bol jednoduchší. a lacnejšie ako oceľ.
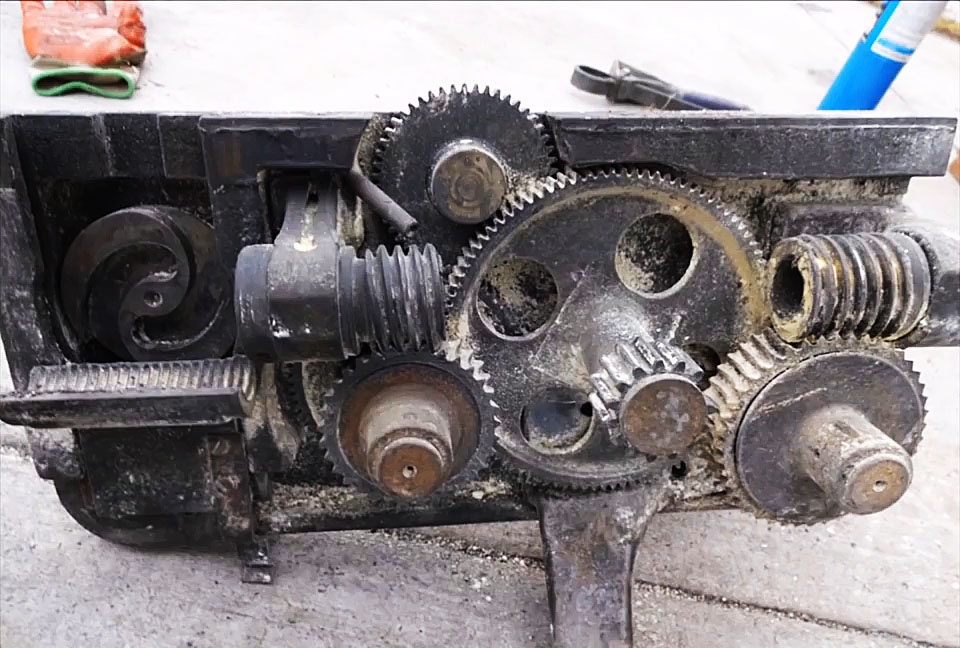
Liatina je však krehká a v ozubených kolesách a prevodoch sa pri prudkej zmene zaťaženia alebo jeho nárastu zuby zlomili a celý mechanizmus zlyhal. Samozrejme, že by bolo lepšie nahradiť ozubené koleso alebo ozubené koleso s chýbajúcim zubom novým produktom, čo nie je vždy možné. Potom už zostáva len pokúsiť sa zub obnoviť iným spôsobom.

Jedna z možností je spojená s mechanickou prípravou miesta zlomeného zuba, naváraním materiálu vhodného z hľadiska pevnosti a iných vlastností a spracovaním povrchovej úpravy až do získania nového zuba s presnou geometriou.
Potrebné vybavenie, prístroje a materiály
Pre prácu potrebujeme:
- brúska a mini vŕtačka (vŕtačka);
- kyslíkovo-acetylénový zvárací horák;
- roztoče;
- šľahač (meracia hlava);
- sústruh;
- brúsny papier;
- hriadeľ s maticou a rúrkovým dorazom pre prevodovú a pastorkovú jednotku;
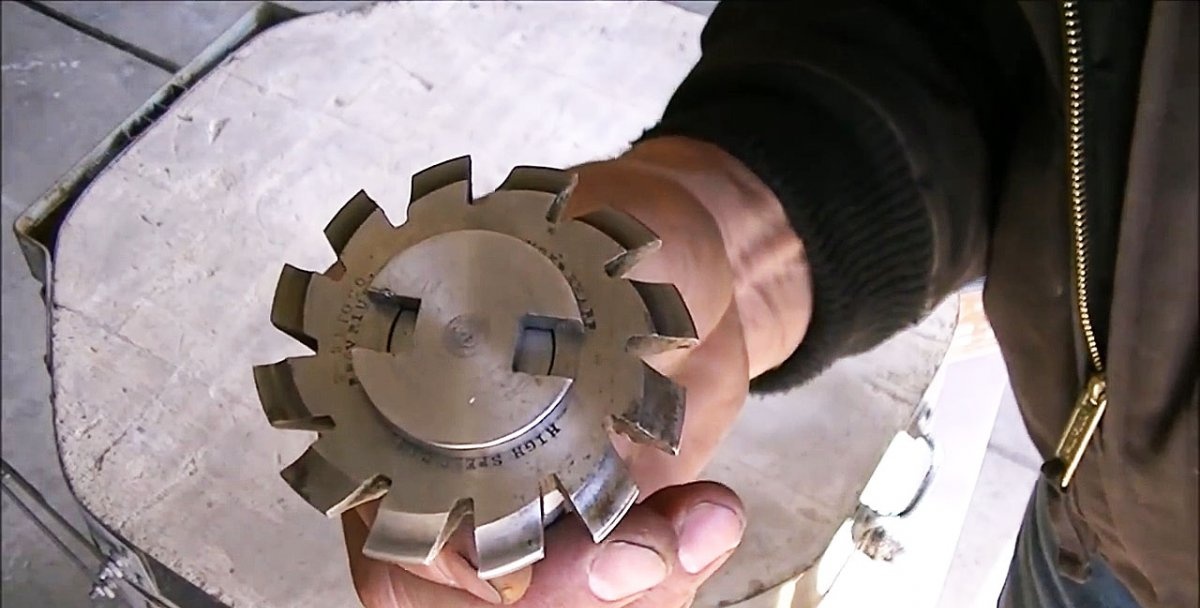
- fréza na vytvorenie profilu dutiny medzi zubami;
- os frézy s uchopením na kľúč;
- frézka s deliacou hlavou;
- merací prístroj (kalipery, mikrometer) atď.
Na vyplnenie medzery medzi dvoma susednými neporušenými zubami vo vzťahu k zlomenému zubu potrebujeme:
- kremičitá (silikónová) bronzová tyčinka;
- tavivo (hlavná časť: bórax s malou prímesou horčíka);
- prikrývka na zváranie zo sklenených vlákien;
- handry, látkové obrúsky a pod.
Proces obnovy zlomeného zuba
Pozostáva z troch etáp:
- Príprava miesta a vyplnenie (utesnenie) medzery medzi dvoma susednými neporušenými zubami vo vzťahu k chýbajúcemu.
- Výroba držiaka pre frézu ozubenia a osi pre zaistenie ozubenia a prevodovky na stroji pri spracovaní.
- Vytvorenie profilu zuba odstránením naneseného materiálu špeciálnou frézou z oboch strán.
Príprava oblasti spájkovania

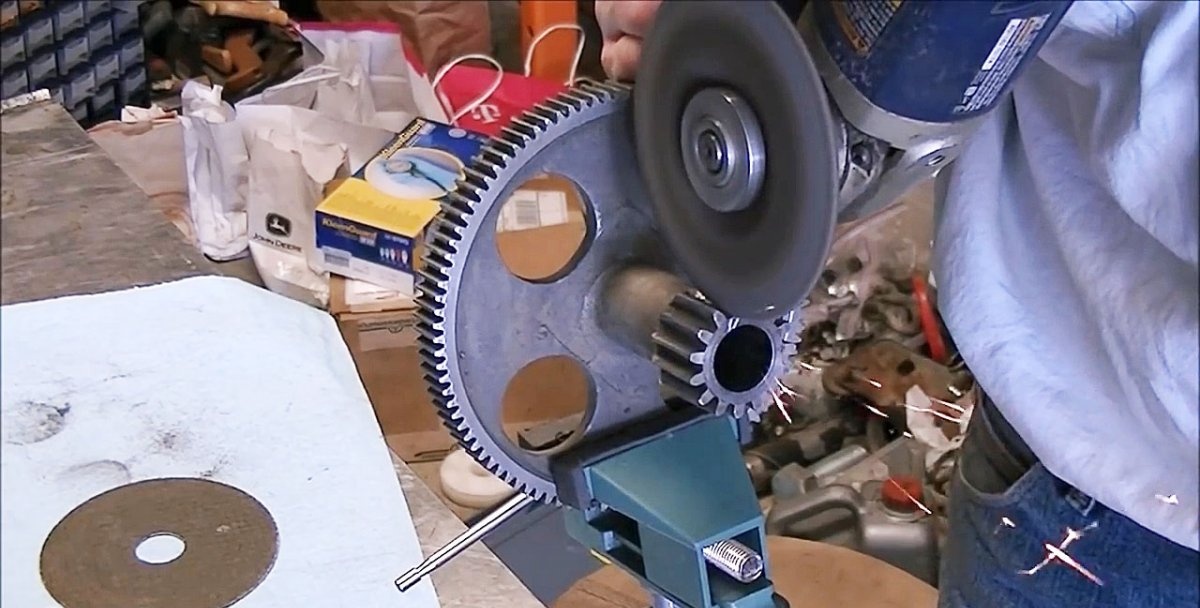
Keďže sivá liatina je ťažko mechanicky opracovateľná, je to takmer nemožné urobiť pomocou mini vŕtačky. Zlomený zub je lepšie a rýchlejšie obrúsiť pomocou brúsky.
Na záver môžete použiť vŕtačku na zdrsnenie podkladu. Tým sa zabezpečí pevnejšie spojenie medzi zváraným materiálom a liatinou.


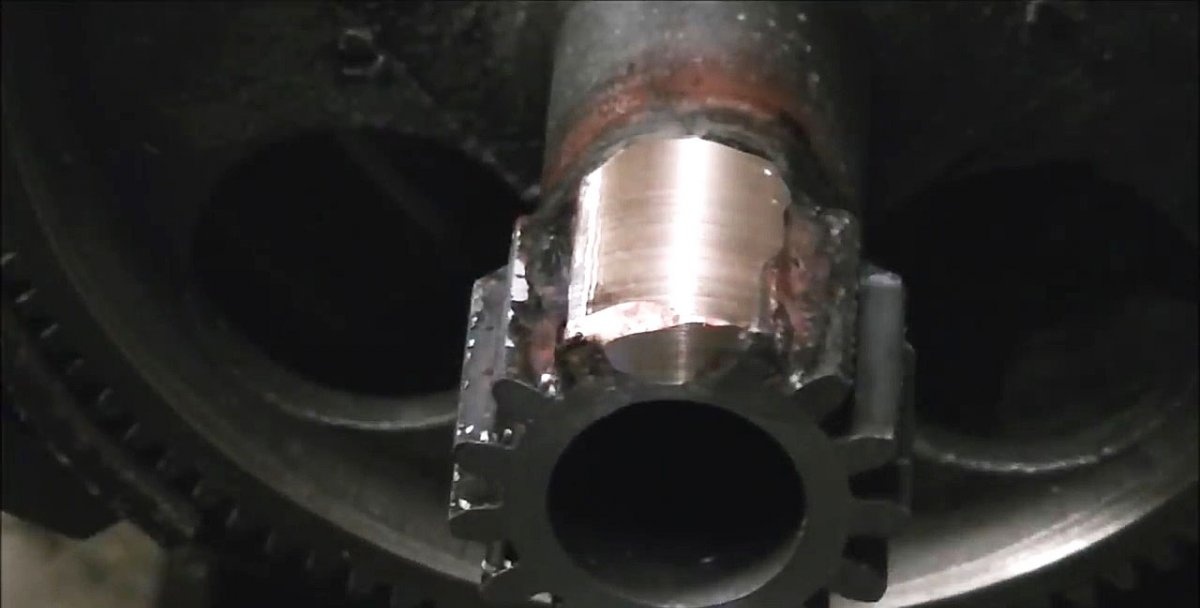
Proces tepelného spájkovania
Začína sa dôkladným a rovnomerným ohrevom miesta spájkovania a priľahlých častí ozubeného kolesa pomocou plynového acetylénového horáka. V opačnom prípade sa zvyšuje pravdepodobnosť vzniku trhlín v liatinovej časti.
Potom sa spájkovacia plocha a mierne kremičitá (silikónová) bronzová tyčinka zahrejú do červena, ktorá sa po zahriatí spustí do nádoby s tavidlom, pozostávajúcim prevažne z bóraxu s prídavkom malého množstva horčíka.
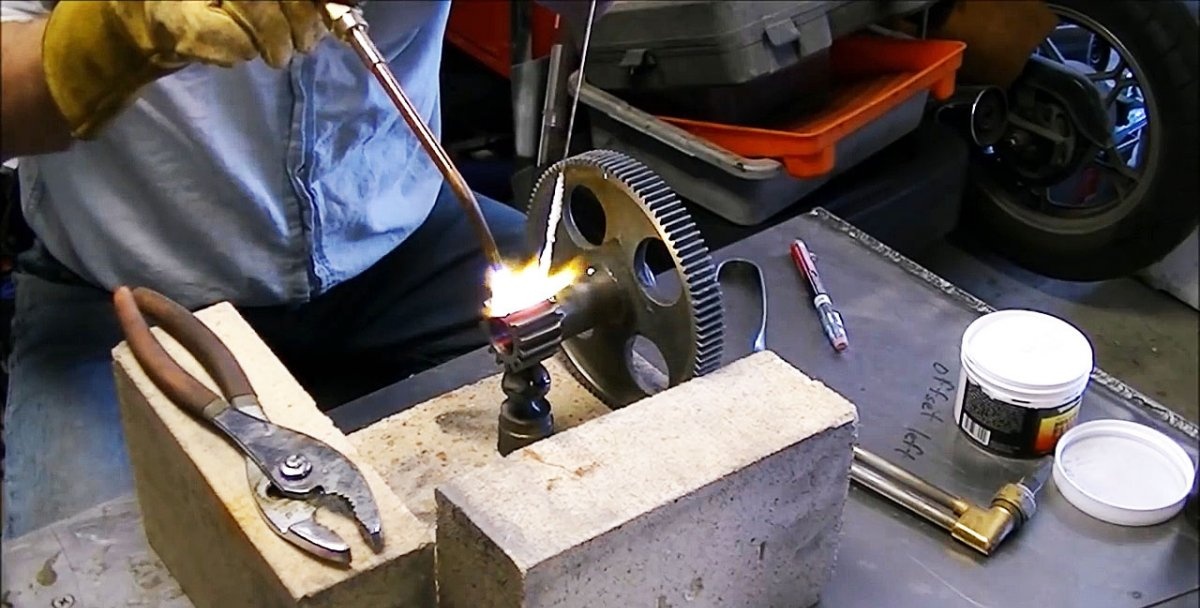
Potom sa nad dutinu umiestni silikónová bronzová tyč potiahnutá tavivom a roztaví sa pomocou plameňa acetylénového horáka. Táto operácia pokračuje, kým silikónová bronzová spájka nevyplní celý objem dutiny medzi susednými neporušenými zubami.
Na konci tejto etapy, aby spájkovanie neprasklo prudkým ochladením, prikryjeme obnovovaný diel sklolaminátovou zváracou dekou a necháme, kým pomaly nevychladne na požadovanú dobu.

Proces obrábania konca ozubenia natvrdo
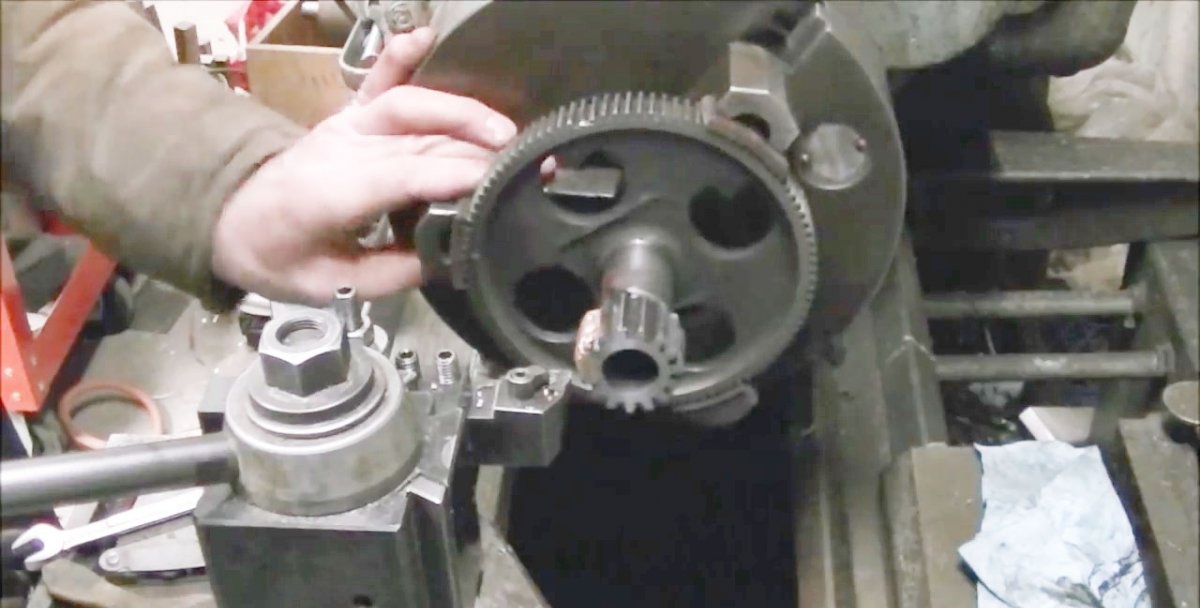
Ozubené koleso upneme do skľučovadla sústruhu a pomocou meracej hlavy nastavíme blok s najmenšou povolenou hádzavosťou, pričom v prípade potreby ozubené koleso na jednu alebo druhú stranu naklepeme paličkou.
Potom pomocou fréz odstránime spájkovacie guľôčky vyčnievajúce za konce ozubeného kolesa. Na konci sústruženia obrúsime oblasti spracovania brúsnym papierom.


Príprava bloku a frézy na prácu

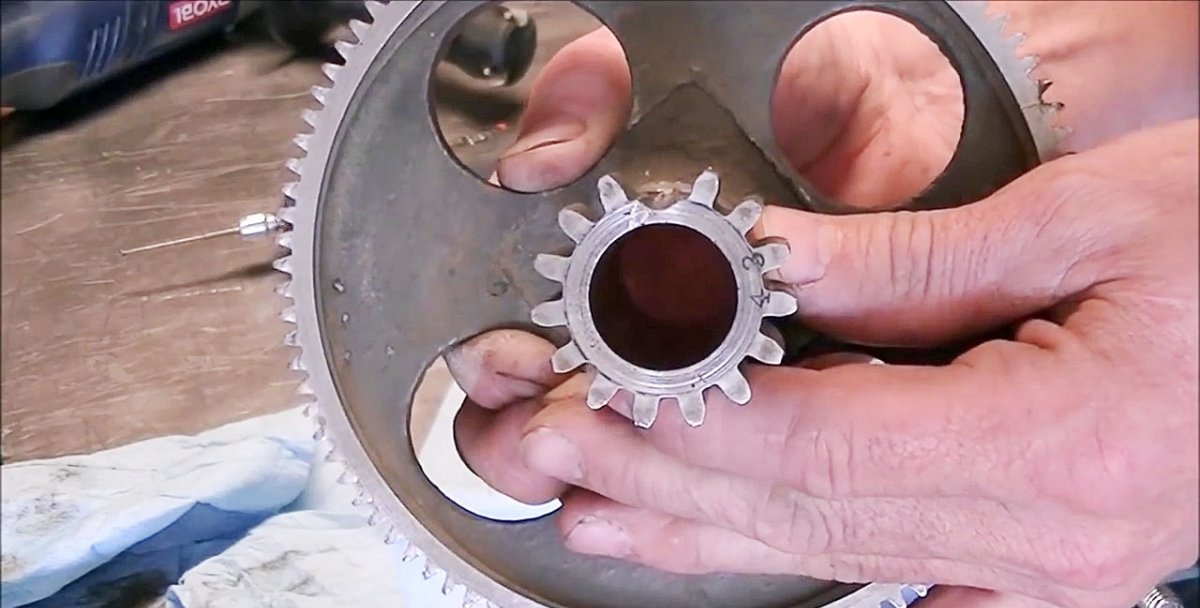
Ozubené koleso a blok prevodovky nasadíme na sústruh na vopred pripravenú osku utiahnutím matice a valcového dorazu.

Na výrobu držiaka pre frézu vezmeme oceľovú tyč určitej dĺžky a priemeru o niečo väčšieho ako montážny otvor v nástroji. Ten upneme do skľučovadla sústruhu a z jedného konca najskôr vyvŕtame strediacim vrtákom malý otvor, ktorý potom špirálovým vrtákom rozšírime na požadovaný rozmer.
Ďalej pripevníme kohútik do koníka stroja a vložíme ho do otvoru na konci tyče.Vreteník posunieme späť a závit odrežeme ručne otáčaním kohútika kľukou. Do výsledného závitu naskrutkujeme domácu skrutku s plochou valcovou hlavou a dvoma symetricky umiestnenými obdĺžnikovými výrezmi vzhľadom na stred tyče na uchytenie špeciálnym kľúčom.

Potom tyč ukončíme na druhej strane a vybrúsime ju na potrebnú dĺžku, aby zodpovedala priemeru vretena frézky. Sústruženie vykonávame s periodickou kontrolou priemeru, aby nedošlo k uvoľneniu rozmeru. Na záver obrúsime otočnú plochu brúsnou páskou a utrieme handričkou.
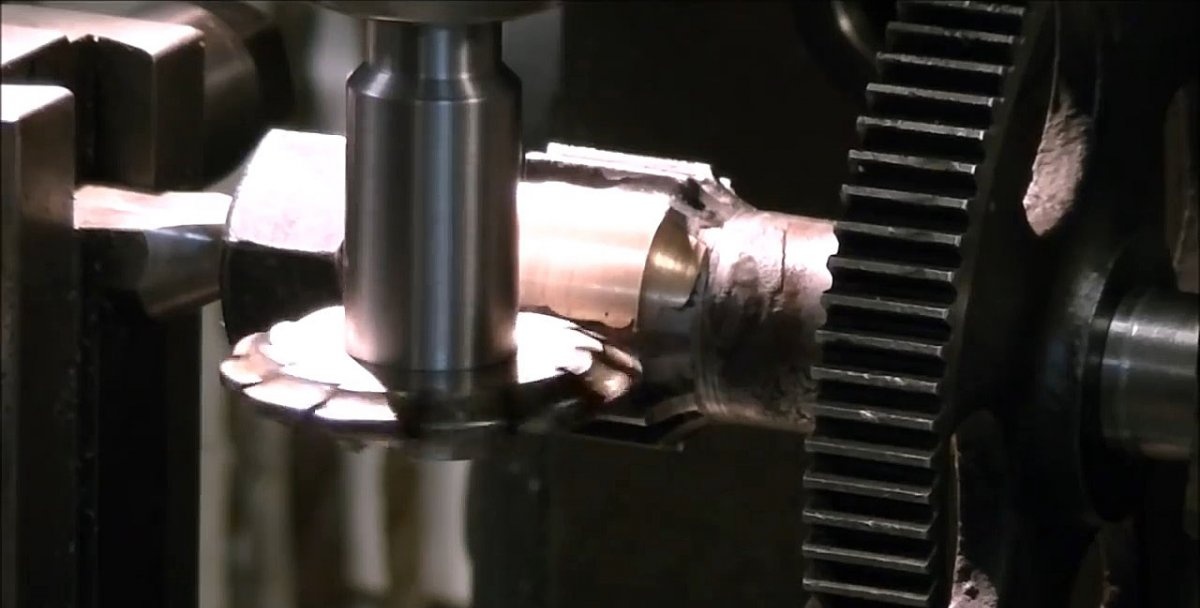
Tvorba profilu zubov
Držiak frézy upevníme do vretena frézky a tyč vybrúsime na veľkosť otvoru v fréze, pričom pravidelne meriame priemer mikrometrom. Na záver drážku prebrúsime brúsnym papierom a utrieme handrou.
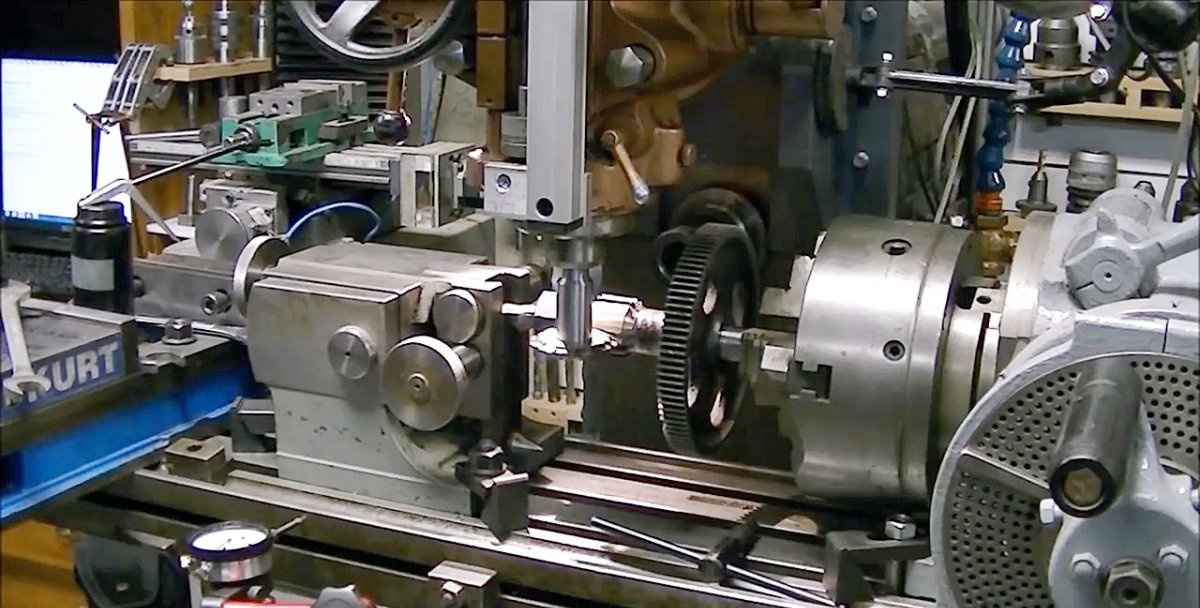
Frézu nasadíme na držiak a na konci zaistíme upevňovacou skrutkou, najskôr rukou a na konci špeciálnym kľúčom s kľukou. Deliacu hlavu a koník inštalujeme na pracovný stôl frézky. Tým, že medzi ne zovrieme dokonale rovnú oceľovú tyč, zarovnáme tieto jednotky, aby sme zabezpečili maximálnu súosovosť vo vertikálnej a horizontálnej rovine. K tomu používame meracie hlavy a nastavujeme polohu koníka voči deliacej hlave. Po zarovnaní sú tieto jednotky bezpečne pripevnené k stolu frézky.
Najdôležitejšou operáciou je presné zarovnanie frézy vzhľadom na ozubené koleso, ktoré sa obnovuje. Na to používame posuvné meradlo, mikrometer a kovové pravítko.
Charakteristiku hlavice vydelíme počtom zubov a dostaneme počet otáčok rukoväte na 1 zub. Výsledkom je zvyčajne zlomkové číslo. Táto hodnota sa potom nachádza na deliacej kružnici.
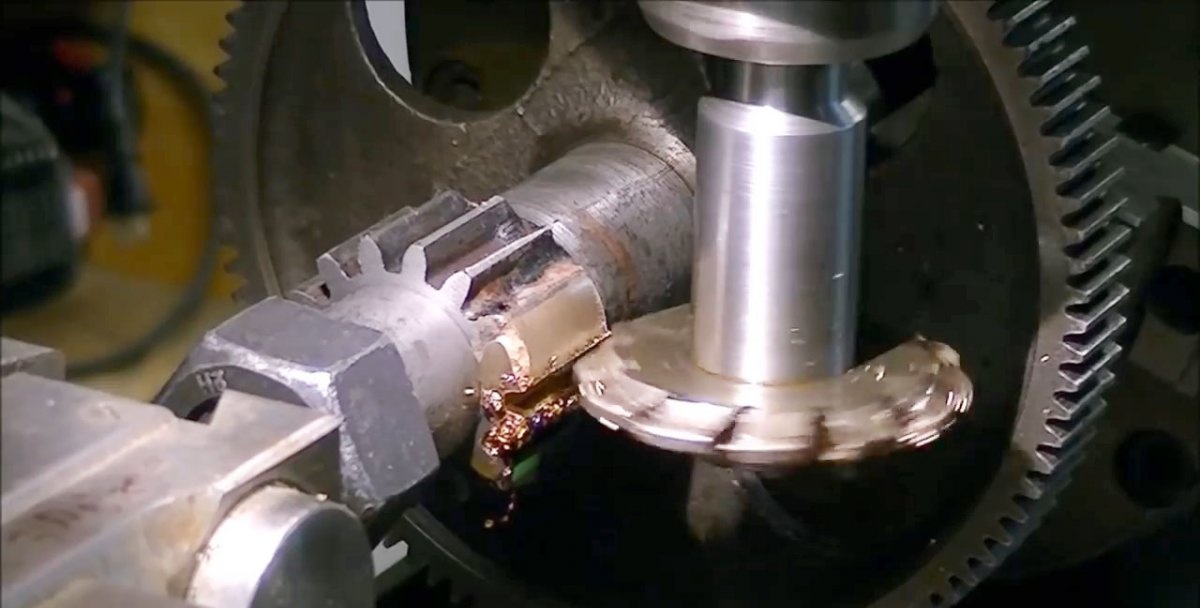
Teraz môžete zapnúť vreteno frézky a začať tvarovať jednu z dutín zubu, ktorý sa obnovuje. Je lepšie to urobiť v 2-3 prechodoch, aby ste nepoškodili povrch. Pri tvarovaní zuba je potrebné odstrániť čiastočky rezaného materiálu z frézy a namazať nástroj. Ďalej frézu odsunieme a ozubené koleso otočíme deliacou hlavou presne o jeden krok a opäť zopakujeme predchádzajúci úkon.


Jedna poznámka
Prečo používať kremíkový bronz na vytvorenie zuba na liatinovom prevode? Nie je bezpečnejšie zvárať dutinu medzi zubami liatinovou elektródou a potom ju spracovať frézou na ozubenie?
Ak to urobíte, potom v dôsledku vysokej teploty liatina „vybieli“ a vytvorí oblasti, ktoré sa prakticky nedajú opracovať. Silikónový bronz má podobnú pevnosť ako sivá liatina a ešte vyššiu pevnosť v ťahu. Jeho spracovanie, ako sme videli, zároveň nie je vôbec náročné.
Pozri si video
Podobné majstrovské kurzy

Ako obnoviť vyhorenú vŕtačku premenou z 220 V na 12 V

Ako obnoviť plastové vybavenie

Ako premeniť rozvodové koleso na plnohodnotnú rezačku dreva

Kompletná demontáž prevodovky krovinorezu na odstránenie produktov opotrebovania

Obnova plastových zubov ozubených kolies vrúbkovaním

Ako rezať a brúsiť nové zuby na starej píle
Obzvlášť zaujímavé






Komentáre (16)
