Hur man gör en bollskärare med egna händer
Industriellt tillverkade kulformade fräsar finns sällan på marknaden och är vanligtvis utformade för att utföra en specifik operation på en specifik del. Det är vanligtvis inte möjligt att använda dem för att bearbeta andra produkter. Och de är inte billiga på grund av det högkvalitativa stålet som ingår i deras produktion, komplex processteknik, komplexa härdningsprocesser och små produktionssatser.

Alla dessa faktorer tvingar hantverkare att, när behovet uppstår för ett sådant instrument, leta efter oberoende sätt att tillverka dem. De behövs särskilt ofta av dem som reparerar bilar, motorcyklar och andra fordon.
Med hjälp av enkla kulkvarnar, till exempel, borras kanaler i motorns cylinderhuvuden under reparationen. Praktiskt taget är det bara de som kan bearbeta krökta kanaler med hög kvalitet och precision. Ingen annan typ av fräs är lämplig för sådant arbete. Du kan använda en konventionell elektrisk borrmaskin som drivning för en hemmagjord kulskärare.
En kulskärare (konfräs, gradskärare) kan tillverkas av en kula med lämplig diameter från ett kullager eller från en kulled för styrning eller upphängning av en bil. Hårda stål används för att tillverka dessa delar, så fräsar gjorda av dem kommer att ha goda skäregenskaper.
Låt oss välja en kula från ett lager med en diameter på 33 mm som ett ämne. Vad kan vi behöva för att göra en rullskärare?
Du klarar dig med ett minimum av verktyg:
Uppsättningen av nödvändiga material, med hänsyn till funktionaliteten hos en självtillverkad burr cutter, är också kort.
Vi kommer att behöva:
Naturligtvis, om du följer alla tekniska kanoner för att tillverka ett verktyg av härdad metall, bör det först härdas för att underlätta efterföljande bearbetning. Men för detta behöver du en muffelugn, som vi inte har. På grund av detta kommer vi att behöva lite mer tid, ansträngning och slitage på skär- och svarvskivorna, vilket inte är alltför svårt, eftersom vi bara tillverkar en kulskärare.
Återigen, använd en bromsok för att mäta diametern på den valda bollen och se till att du måste ta bort ett 0,5 mm lager av metall från dess yta. När allt kommer omkring behöver vi en skärare med en diameter på 32 mm.

Dornen kunde tillverkas genom att borra ett hål i kulan, följt av gängning.Men detta kommer inte att vara så lätt att göra, eftersom du i det här fallet definitivt måste släppa arbetsstyckets metall, ha en speciell anordning för att hålla bollen under bearbetning och, naturligtvis, en borrmaskin, som inte är tillgänglig.

Därför bestämmer vi oss för alternativet med en svetsad mutter och en dorn som skruvas in i hårdvarans gänga. För att göra detta, klämma fast kulan i ett skruvstycke och använd en svetsmaskin för att fästa muttern till arbetsstycket. Efter avslutad svetsning, kyl snabbt den resulterande fogen i vatten för att förhindra att metallen i kulan släpper.


Vi skruvar fast dornen i muttern och fäster den i spindeln på en elektrisk borr eller kvarn, som i sin tur måste fixeras säkert med klämmor eller ett skruvstycke. Allt är klart för att justera bollens diameter till önskad storlek.

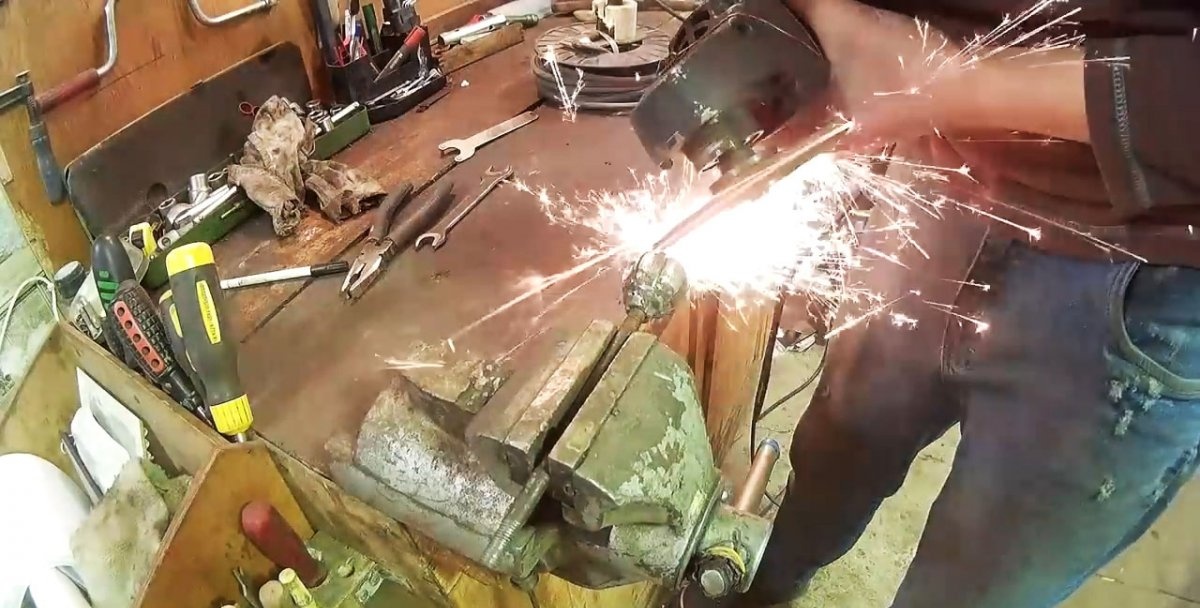
För att göra detta roterar vi spindeln med arbetsstycket säkrat och börjar ta bort metall med hjälp av en vridskiva och en kvarn, och övervakar ständigt diametern på kulan som bearbetas med en bromsok.

Efter att ha fått önskad tvärstorlek (32 mm), slutar vi bearbeta.
Nu är allt klart för att forma skärtänderna. Vi fäster arbetsstycket med skaftet i ett metallskruvstycke och börjar med en slipmaskin med en skärskiva att göra de längsgående spåren som är nödvändiga för att få skäreggar.

Frågan uppstår: hur många spår ska jag göra? Svaret är tydligt: ju hårdare material som bearbetas, desto mer bör det finnas. Eftersom vi ska restaurera ett motorcykelcylinderblock av duralumin räcker det med att göra 10 spår för att få 9 skäreggar.
Med hjälp av en vridskiva tar vi bort överflödig metall för att få en trapetsformad profil av tänderna riktad i verktygets rotationsriktning.Denna operation är den mest komplexa och viktiga, så den måste utföras med all uppmärksamhet och noggrannhet. Efter detta kan vi anta att fräsen är helt redo för det avsedda arbetet.

Det återstår att testa den i aktion på ett cylinderblock från en Ural-motorcykel eller någon annan med samma hålstorlekar. Under drift måste fräsen regelbundet smörjas med olja. Så att processen fortskrider mer intensivt och utan onödig ansträngning på drevet.

 Det enda jag skulle vilja varna dig för är bearbetningsområdet för ventilsätet, som är tillverkat av stål. När du närmar dig den bör du minska matningen och hålla verktyget hårt så att det inte går sönder ur dina händer, vilket kan resultera i skada eller skada på arbetsstycket.
Det enda jag skulle vilja varna dig för är bearbetningsområdet för ventilsätet, som är tillverkat av stål. När du närmar dig den bör du minska matningen och hålla verktyget hårt så att det inte går sönder ur dina händer, vilket kan resultera i skada eller skada på arbetsstycket.

När du arbetar med en kulskärare måste du skydda dina ögon med skyddsglasögon och bära handskar på händerna. Självklart ska kvarnen ha ett skyddskåpa. Faktum är att vid bearbetning av mjuka metaller är flisen olika i storlek, som tenderar att flyga i alla riktningar och över långa avstånd.
När det gäller verktyget är det mer fördelaktigt att placera skäreggarna inte i längdriktningen mot rotationsaxeln, utan i en vinkel. Då kommer fräsen att arbeta mjukare, mer effektivt och risken för otillåten vridning minskar.
För att eliminera tangentiellt utlopp av verktyget är det mer lönsamt att göra en fräs från en bils styrkulled. Då finns det ingen anledning att göra en dorn, eftersom den redan finns och är perfekt centrerad i förhållande till kulan.

Alla dessa faktorer tvingar hantverkare att, när behovet uppstår för ett sådant instrument, leta efter oberoende sätt att tillverka dem. De behövs särskilt ofta av dem som reparerar bilar, motorcyklar och andra fordon.
Med hjälp av enkla kulkvarnar, till exempel, borras kanaler i motorns cylinderhuvuden under reparationen. Praktiskt taget är det bara de som kan bearbeta krökta kanaler med hög kvalitet och precision. Ingen annan typ av fräs är lämplig för sådant arbete. Du kan använda en konventionell elektrisk borrmaskin som drivning för en hemmagjord kulskärare.
En kulskärare (konfräs, gradskärare) kan tillverkas av en kula med lämplig diameter från ett kullager eller från en kulled för styrning eller upphängning av en bil. Hårda stål används för att tillverka dessa delar, så fräsar gjorda av dem kommer att ha goda skäregenskaper.
Låt oss välja en kula från ett lager med en diameter på 33 mm som ett ämne. Vad kan vi behöva för att göra en rullskärare?
Verktyg och material
Du klarar dig med ett minimum av verktyg:
- Kvarn med kap- och vändskiva.
- Svetsmaskin.
- Skruv för metall.
- Bromsok och markör.
Uppsättningen av nödvändiga material, med hänsyn till funktionaliteten hos en självtillverkad burr cutter, är också kort.
Vi kommer att behöva:
- Kulans diameter 33 mm.
- Skruva.
- Dorn med tråd i ena änden.
- Motorcykel cylinderblock.
Processen att göra en rullskärare
Naturligtvis, om du följer alla tekniska kanoner för att tillverka ett verktyg av härdad metall, bör det först härdas för att underlätta efterföljande bearbetning. Men för detta behöver du en muffelugn, som vi inte har. På grund av detta kommer vi att behöva lite mer tid, ansträngning och slitage på skär- och svarvskivorna, vilket inte är alltför svårt, eftersom vi bara tillverkar en kulskärare.
Återigen, använd en bromsok för att mäta diametern på den valda bollen och se till att du måste ta bort ett 0,5 mm lager av metall från dess yta. När allt kommer omkring behöver vi en skärare med en diameter på 32 mm.

Dornen kunde tillverkas genom att borra ett hål i kulan, följt av gängning.Men detta kommer inte att vara så lätt att göra, eftersom du i det här fallet definitivt måste släppa arbetsstyckets metall, ha en speciell anordning för att hålla bollen under bearbetning och, naturligtvis, en borrmaskin, som inte är tillgänglig.

Därför bestämmer vi oss för alternativet med en svetsad mutter och en dorn som skruvas in i hårdvarans gänga. För att göra detta, klämma fast kulan i ett skruvstycke och använd en svetsmaskin för att fästa muttern till arbetsstycket. Efter avslutad svetsning, kyl snabbt den resulterande fogen i vatten för att förhindra att metallen i kulan släpper.


Vi skruvar fast dornen i muttern och fäster den i spindeln på en elektrisk borr eller kvarn, som i sin tur måste fixeras säkert med klämmor eller ett skruvstycke. Allt är klart för att justera bollens diameter till önskad storlek.

För att göra detta roterar vi spindeln med arbetsstycket säkrat och börjar ta bort metall med hjälp av en vridskiva och en kvarn, och övervakar ständigt diametern på kulan som bearbetas med en bromsok.

Efter att ha fått önskad tvärstorlek (32 mm), slutar vi bearbeta.
Nu är allt klart för att forma skärtänderna. Vi fäster arbetsstycket med skaftet i ett metallskruvstycke och börjar med en slipmaskin med en skärskiva att göra de längsgående spåren som är nödvändiga för att få skäreggar.

Frågan uppstår: hur många spår ska jag göra? Svaret är tydligt: ju hårdare material som bearbetas, desto mer bör det finnas. Eftersom vi ska restaurera ett motorcykelcylinderblock av duralumin räcker det med att göra 10 spår för att få 9 skäreggar.
Med hjälp av en vridskiva tar vi bort överflödig metall för att få en trapetsformad profil av tänderna riktad i verktygets rotationsriktning.Denna operation är den mest komplexa och viktiga, så den måste utföras med all uppmärksamhet och noggrannhet. Efter detta kan vi anta att fräsen är helt redo för det avsedda arbetet.
Det återstår att testa den i aktion på ett cylinderblock från en Ural-motorcykel eller någon annan med samma hålstorlekar. Under drift måste fräsen regelbundet smörjas med olja. Så att processen fortskrider mer intensivt och utan onödig ansträngning på drevet.



Varningar och anmärkningar
När du arbetar med en kulskärare måste du skydda dina ögon med skyddsglasögon och bära handskar på händerna. Självklart ska kvarnen ha ett skyddskåpa. Faktum är att vid bearbetning av mjuka metaller är flisen olika i storlek, som tenderar att flyga i alla riktningar och över långa avstånd.
När det gäller verktyget är det mer fördelaktigt att placera skäreggarna inte i längdriktningen mot rotationsaxeln, utan i en vinkel. Då kommer fräsen att arbeta mjukare, mer effektivt och risken för otillåten vridning minskar.
För att eliminera tangentiellt utlopp av verktyget är det mer lönsamt att göra en fräs från en bils styrkulled. Då finns det ingen anledning att göra en dorn, eftersom den redan finns och är perfekt centrerad i förhållande till kulan.
Titta på videon
Liknande mästarklasser





Särskilt intressant






Kommentarer (0)
