Hur man gör en kran från armeringsjärn

En svarv är en universell utrustning som låter dig utföra olika typer av arbete, inklusive produktion av kranar för gängning. Låt oss titta på hur man gör detta med en M14x2,0 mm kran som exempel.

Vad du kommer att behöva:
- stålarmering med en större diameter än kranstorleken;
- svarv;
- uppsättning svarvverktyg;
- borrar 4 och 6,5 mm;
- smärgel;
- smide eller gasbrännare.
Tapmaking process
Innan du börjar göra en kran måste du först uppskatta måtten, efter att ha tänkt igenom åtminstone en ungefärlig ritning av dess änddel. Dess omkrets blir 14 mm i diameter. För att göra kanter längs kanten måste du borra 3 hål med lika mellanrum. Deras diameter kommer att vara 6,5 mm. Således måste arbetsstycket ha en diameter på minst 19 mm, men helst 21-22 mm.
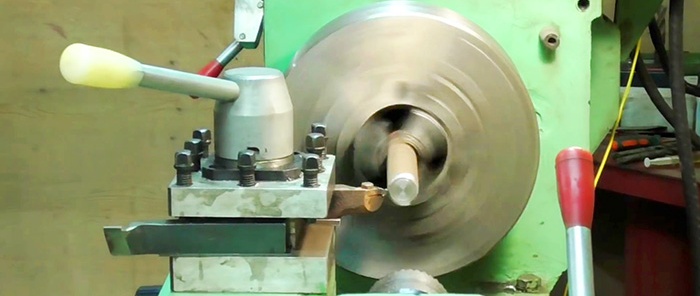
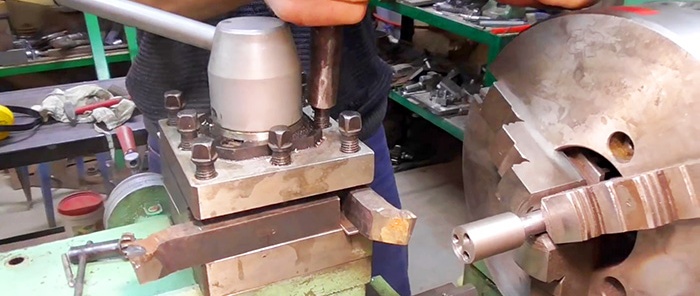
På en svarv är det nödvändigt att vända arbetsstycket till designdiametern, i detta fall 22 mm, och skära det till önskad längd. Efter detta jämnas en av ändarna och ett grunt spår med en diameter på 14 mm markeras på den med en skärare.

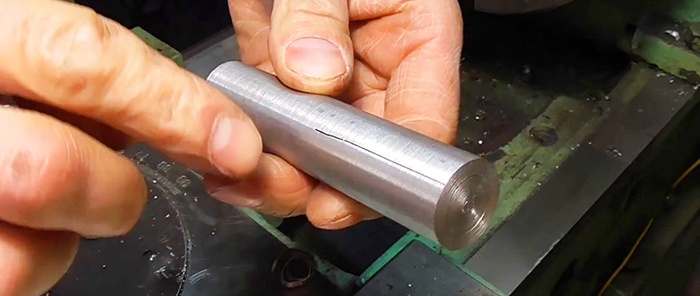
Efter att ha trimmat arbetsstycket måste du klämma fast det helt i chucken och skrapa 3 längsgående märken längs den vänstra kanten av varje kam med en rits.
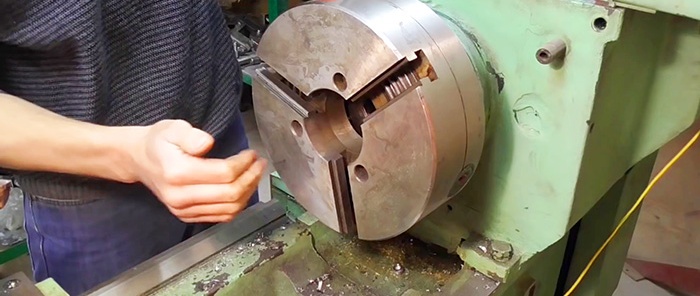
Sedan måste du borra 3 hål i slutet av arbetsstycket med mitten i spåret. För att göra detta måste du lossa patronen och byta käftar. Detta kommer att störa dess inriktning, och när den komprimeras kommer två kammar att mötas och en kommer att förbli isär. Genom att klämma fast arbetsstycket i chucken kan du uppnå dess förskjutning.

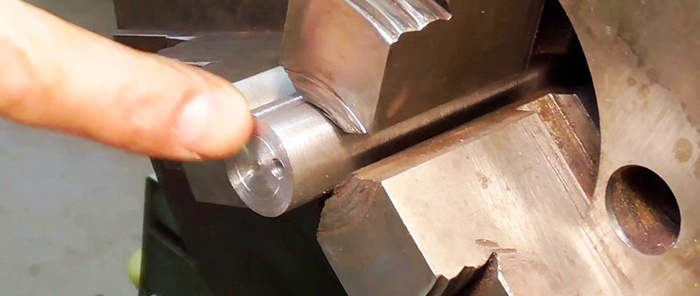
Detta gör att du kan göra ett skifte när du borrar 3 ändhål. Vid installation av arbetsstycket och efterföljande förskjutning kommer det att vara möjligt att navigera med längsgående repor. Hålen görs först med en tunn borr och borras sedan ut till 6,5 mm. Mitten av hålen ska vara i linje med det cirkulära spåret med en diameter på 14 mm i änden.

Efter borrning måste du vända arbetsstycket och slipa dess skaft till diametern på den befintliga kranhållaren. Sedan bearbetas sidan med hålen till en diameter på 16 mm. Fasningen tas omedelbart bort.

Sedan, eftersom detta är en M14-kran, skärs gängor på arbetsstycket i steg om 2 mm. När du är klar med tråden måste du slipa skaftet med sandpapper för att passa tapphållarens kvadrat.


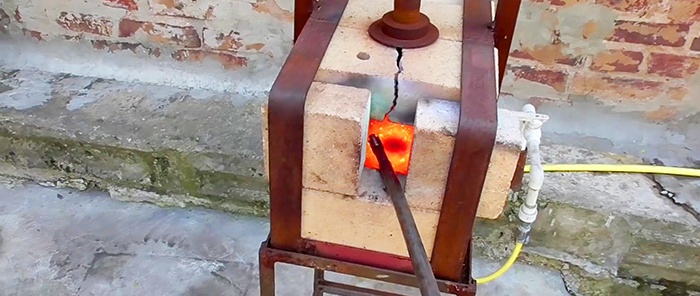
Efter detta värms kranens kant med början av tråden glödhet i en värmare eller med en brännare och doppas i vatten. På så sätt härdas inte det hela, så det är mindre sannolikt att det går sönder under drift.


Efter härdning måste du skärpa ledningarna på kranen så att den kan skruvas in i arbetsstycket med ett 14 mm hål.

Det resulterande verktyget kan användas för att skära gängor i nästan vilket arbetsstycke som helst.




Eftersom det fortfarande inte är tillverkat av rätt stål, slits det lite i taget när man arbetar med järnmetaller, men det kommer att hålla inte mindre än de köpta analogerna från Kina.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (1)
