Hur man gör ett kilspår på en svarv

Vanligtvis används en svarv för borrning, gängning, brotschning, försänkning och borrning, men deras kapacitet slutar inte där. Jag föreslår att man överväger ett sätt att använda den för att borra ut ett kilspår på bussningen. Till detta använder jag en 1K62 skruvsvarv.

Uppsättning verktyg
För att utföra arbetet, förutom maskinen, behöver du:
- tråkig skärare;
- slitskärare;
- olja för smörjning.
Vilken borrskär som helst kan naturligtvis användas inom ramen för hylsdiameterns kapacitet. När det gäller spårverktyget väljs dess tvärsnitt för att matcha den erforderliga bredden på kilspåren. Smörjolja behövs bara om du måste arbeta med hårdmetall. För mjuka stål, förutsatt att högkvalitativa fräsar används, är det inte nödvändigt, eftersom fasborrning och mejsling inte orsakar kritisk överhettning, vilket kan påskynda nötningen av verktygets skärkant.

Förberedande skede
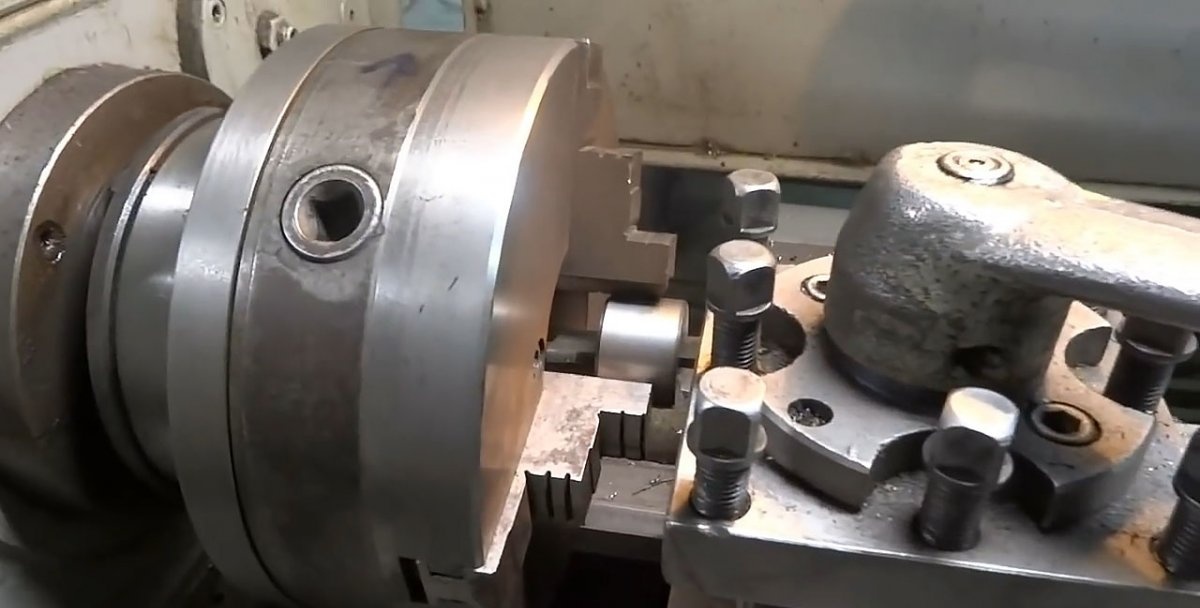
Bussningen är installerad i en trekäftschuck. Innan du utför mejsling måste du först förbereda dess inre och yttre fas med en borrfräs.De görs endast på den sida från vilken spårverktyget kommer in. Detta är den enklaste processen, bekant även för en amatörvändare, och kräver därför inte separat övervägande.

Efter att ha förberett avfasningarna på maskinen måste du ställa in minimihastigheten för att förhindra spindelrotation. På många maskiner kan käftchucken ge spel under belastning, så i det här fallet är det nödvändigt att installera en distans. För att göra detta, placera en bult och mutter av lämplig höjd under den. När du skruvar av den ökar längden på stoppet, så att det pressas hårt mot patronen, vilket eliminerar rullningen.

Spårfräsen kläms lätt fast i verktygshållaren. Den riktar bussningen i mitten, varefter det är nödvändigt att göra finjusteringar. För att göra detta sätts den in i bussningen och rör sig i längdriktningen med bromsoket längs gliden. Den resulterande repan ska löpa längs bussningshålet från ena kanten till den andra. Det ska inte finnas en sektion utan en repa i skärlinjen. Om det finns indikerar detta närvaron av en distorsion. När fräsen är korrekt placerad måste den spännas fast mycket hårt, eftersom belastningen vid mejsling är mycket högre än vid vanligt svarvarbete.
Mejselprocess
Eftersom hylsan har sin egen radie inuti, innan man börjar mäta spårets djup, är det nödvändigt att skära av det för att få ett plant område, vilket kommer att vara nollreferenspunkten. För att göra detta, med hjälp av en bromsok, flyttar jag skäraren inuti bussningen längs den längsgående bilden och tar bort de finaste metallspånen. Efter att den återgått till sin ursprungliga position för jag skäreggen närmare längs den tvärgående glidningen till hylsan med 0,1 mm. Återigen gör jag en längsgående rörelse längs vagnen. Jag upprepar processen tills rännan tappar sin radie. Så fort han lämnar kommer detta att vara nollpunkten för nedräkningen.

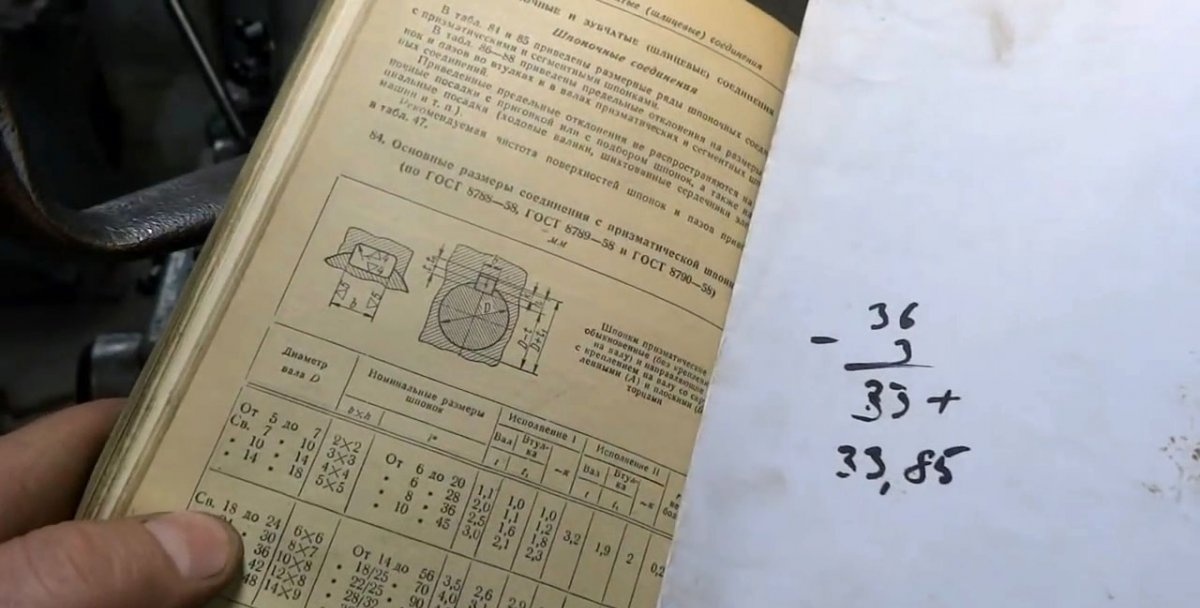
Nu börjar jag mejsla kilspåret. I mitt fall bör dess djup vara 2,6 mm. Med steg om 0,1 mm skulle det ta 26 snitt av fräsen för att uppnå detta djup.


Efter att ha fördjupat spåret med 2,6 mm, utan att ändra inställningarna på ratten, måste du göra några fler upprepade rörelser av skäraren för att rengöra planet från små grader. Därefter tas hylsan bort från patronen. Dess andra ände är ganska grov, men detta är lätt att lösa. Borrfräsen installeras igen i verktygshållaren och snygga avfasningar tas bort. Efter detta kan hylsan användas för sitt avsedda ändamål.
Mejsling på en svarv är en lång, men inte komplicerad, process. I mitt fall är bromsokets längsgående rörelse motoriserad, så allt går relativt snabbt. Det är också möjligt att göra ett spår på budgetmaskiner med manuell drivning, men i det här fallet kommer det att ta mycket mer tid.
Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (5)
