Hur man rullar ett rör och gör en vacker spets med hjälp av en svarv
På svarvar, förutom mekanisk bearbetning av huvudsakligen metallarbetsstycken, kan många andra operationer utföras, särskilt processen med slutfriktionssvetsning eller rörvalsning med den termomekaniska metoden.
Hur man gör en vacker spets med hjälp av en svarv
I båda dessa fall används den sedan länge kända processen att omvandla kinetisk eller drivkraftig energi till dess termiska form. Det består i det faktum att när metallarbetsstycken eller delar gnider mot varandra, stiger deras temperatur och kan först nå punkten för plastmjukning och sedan till och med smältpunkten.

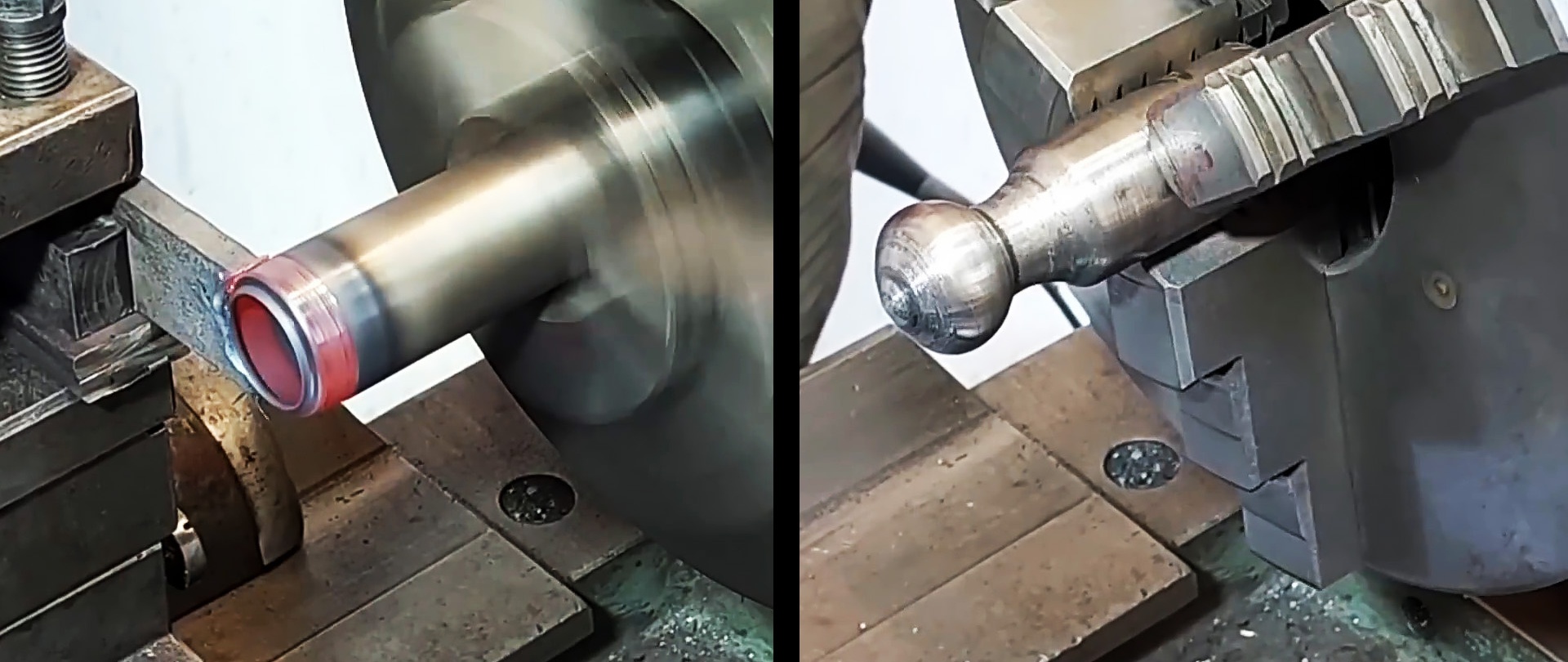
Låt oss försöka använda den här tekniken för processen att rulla ett runt rör. För att göra detta, i verktygshållaren, istället för en konventionell skärare, fixerar vi en styv platta av värmebeständigt stål med en halvcylindrisk urtagning vid dess arbetsände, vars diameter måste sammanfalla med den yttre diametern på rundan. rör som vi kommer att utsätta för rullningsprocessen.
För att förhindra att änden av ett runt rör börjar deformeras under termomekanisk påverkan, innan vi klämmer fast det i chucken på en svarv, placerar vi en hylsmutter eller något liknande i den med en lämplig diameter.
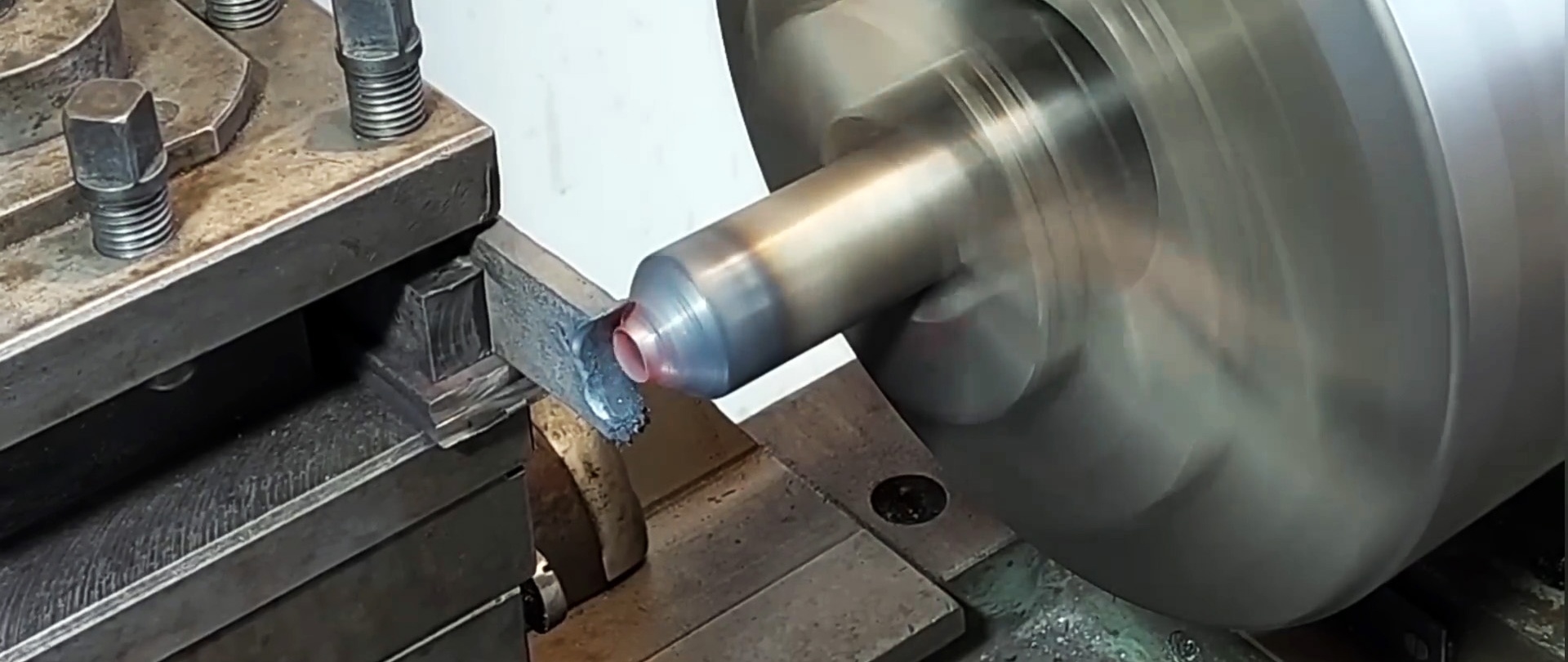
Vi för urtaget vid arbetsänden av den värmebeständiga plattan till det runda röret och slår på den tvärgående matningen. Efter en kort tid kommer rörets metall att börja värmas upp intensivt och bli röd. I detta fall uppstår en ganska betydande uppmjukning av rörmetallen.
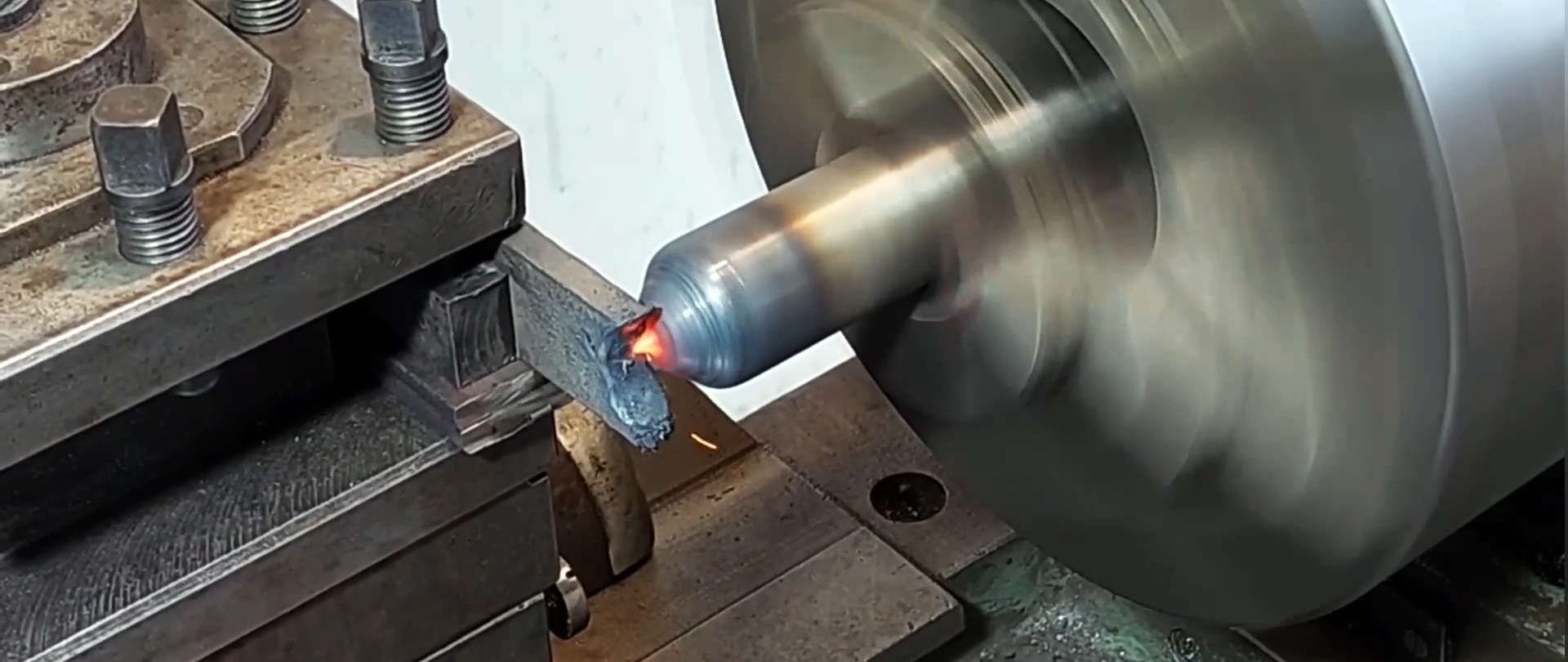
Genom att kombinera den tvärgående och längsgående matningen av bromsoket får vi en rak kon i änden av röret, som vi gradvis omvandlar till en nästan halvklot. Sedan vilar vi urtaget på den värmebeständiga plattan mot sektionen av röret bakom ändhuvudet och, genom att justera den tvärgående och längsgående matningen, värmer vi metallen glödhet och bildar först en kon, och sedan nästan en hemisfär.
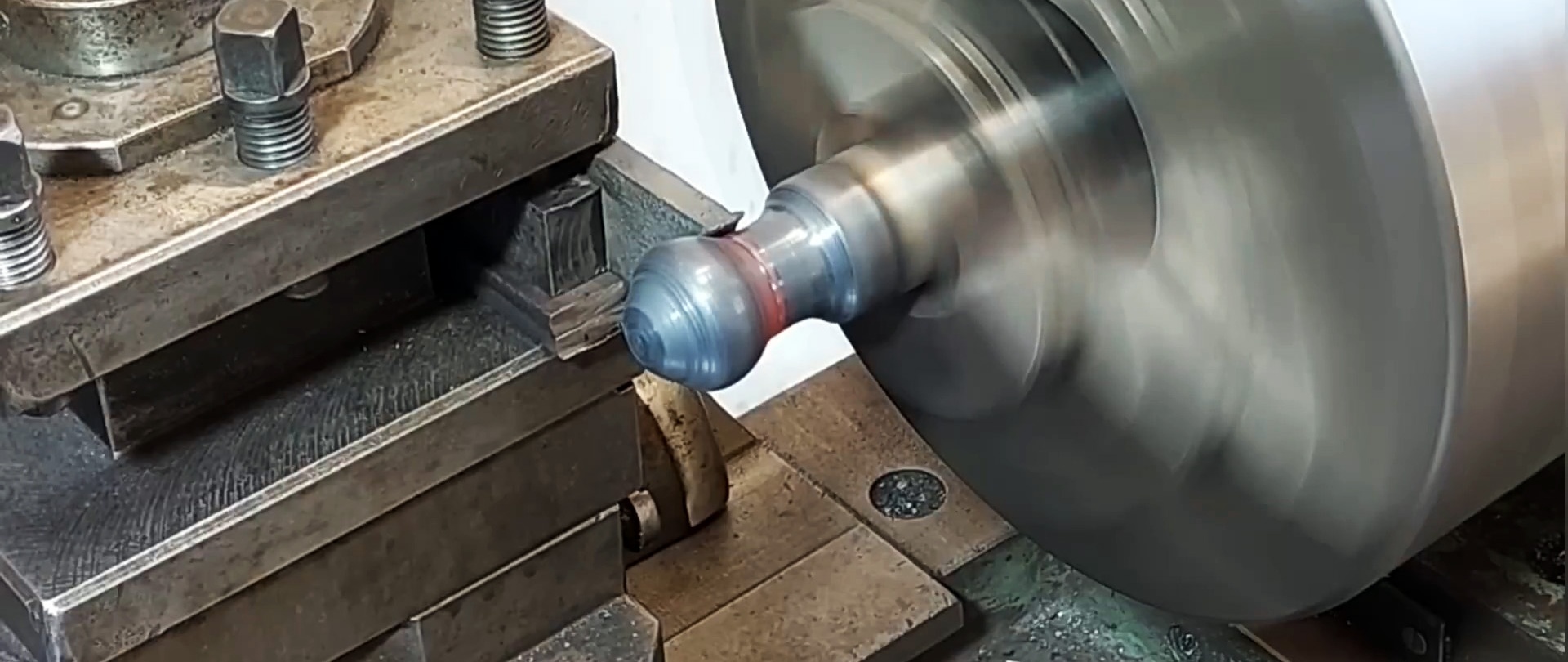
Genom att fortsätta påverka den resulterande profilen termiskt och mekaniskt uppnår vi den idealiskt möjliga sfäroidformen. Låt metallen svalna, släpp den något och sätt tillbaka röret med en grovt formad sfärisk ände.

Med hjälp av en handfil tar vi bort de mest märkbara märkena, ojämnheterna och graderna. Sedan börjar vi slipningsprocessen med sandpapper med minskande korn, först vid låga hastigheter och avslutar slipning av ytan med maximal hastighet.














