Cách làm một con dao đòn bẩy mạnh mẽ cho kim loại
Sản phẩm tự chế này cắt các thanh kim loại nhanh hơn và dễ dàng hơn so với cưa tay dành cho kim loại. Sản xuất của nó không đòi hỏi vật liệu đặc biệt, thiết bị đặc biệt hoặc trình độ cao.

Trước khi bắt đầu công việc, chúng tôi sẽ chuẩn bị các vật liệu và sản phẩm sau:
Chúng tôi làm phần đế tự chế từ hai góc thép 50 × 50 × 6 mm và dài 400 mm. Chúng tôi đặt chúng trên kệ theo chiều dọc trên một bề mặt phẳng, và đóng các giá ngang dọc theo chiều dài và ủ chúng.


Chúng tôi đóng một đầu theo chiều dọc bằng một tấm thép, mặt khác chúng tôi tạo góc xiên bằng máy mài và cũng hàn tấm.

Chúng tôi làm sạch và mài các mối hàn.


Ở đầu dưới của đế, chúng tôi hàn các tấm hình chữ nhật dày 8 mm với phần nhô ra 10 mm xung quanh chu vi.


Chúng tôi xử lý hai vòng tròn thép loại 40ХГМ có đường kính 100 mm và chiều cao 35 mm.Chúng tôi cắt và nghiền chúng theo kích thước yêu cầu. Ở một đầu, chúng tôi tạo một góc xiên rộng và khoan một lỗ ở giữa.


Để xử lý các phôi cùng nhau, chúng tôi hàn chúng ở hai nơi, kết nối và căn giữa chúng.

Dọc theo đỉnh của góc xiên, chúng tôi đặt các lõi ở khoảng cách 35 mm dọc theo dây cung - đây là tâm của các lỗ trong tương lai có đường kính 16 và 11 mm, được chế tạo trên máy khoan. Sử dụng một hình vuông và một nét vẽ, chúng ta vẽ các đường tiếp tuyến hướng tâm từ các lỗ đã khoan đến lỗ trung tâm ở hai đầu và nối chúng dọc theo một đường sinh.


Sử dụng máy mài, chúng tôi cắt ra hai rãnh hướng tâm theo các dấu từ bề mặt của các vòng tròn đến lỗ tương ứng. Chúng tôi mài các rãnh bằng giũa tay và loại bỏ các đinh hàn.
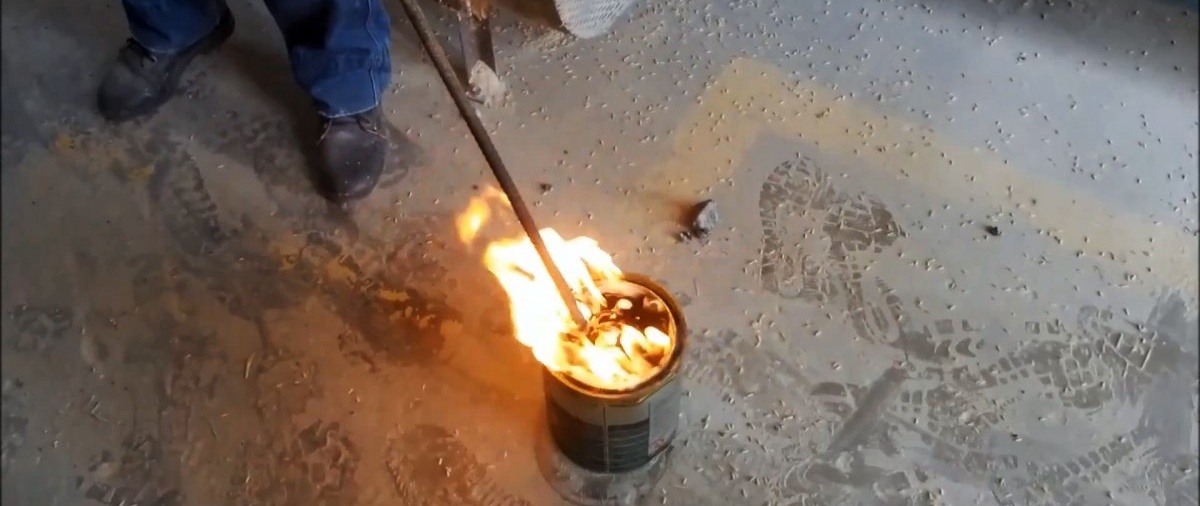
Chúng tôi làm nóng các phôi trong lò cho đến khi có màu đỏ và nhanh chóng hạ chúng vào lọ dầu. Chúng tôi giữ chúng ở đó một lúc, sau đó lấy chúng ra và làm mát chúng trong không khí.


Chúng tôi làm sạch các vòng tròn khỏi cặn tối và áp một trong số chúng vào một tấm hình chữ nhật 80 × 50 × 20 mm để đường sinh của vòng tròn nối các góc. Sử dụng bút kẻ trên đĩa, chúng ta vẽ một vòng cung tròn từ góc này sang góc khác và dùng máy mài cắt ra phần lõm.

Chúng tôi lắp tấm vào góc của đế song song với cạnh dài và hàn nó ở đó. Chúng tôi đặt một trong các vòng tròn vào hốc, hướng rãnh rộng thẳng lên và cũng hàn nó.
Hãy bắt đầu lắp ráp ổ đòn bẩy. Trong một tấm thép 230 × 45 mm, chúng tôi khoan một lỗ 12 mm từ một cạnh, và mặt khác, chúng tôi tạo một hốc cho đường kính ngoài của hình tròn và hàn nó ở đó.


Trong hai tấm thép dày 12 mm, dài 180 mm và rộng 50 mm ở một đầu, đầu kia 35 mm, khoan một lỗ 12 mm từ phía hẹp. Trong một tấm có cùng độ dày, dài 250 mm và rộng 45 mm, chúng tôi tạo hai lỗ 12 mm và một lỗ 25 mm theo các dấu hiệu.

Sử dụng bu lông, vòng đệm và đai ốc, chúng tôi lắp ráp ba bộ phận này lại với nhau, đặt một tấm dài giữa hai tấm ngắn, chúng tôi đặt các đầu rộng của chúng trên đế và hàn.


Sử dụng một cặp tấm 110 × 25 mm có hai lỗ 12 mm ở hai đầu, chúng ta nối cần của vòng tròn chuyển động với cần của bộ truyền động bằng tay.


Cuối cùng, cho đến lỗ lớn, chúng tôi cắt một rãnh bằng máy mài, lắp một thanh thép có khía ở cuối và cố định nó bằng cách hàn.
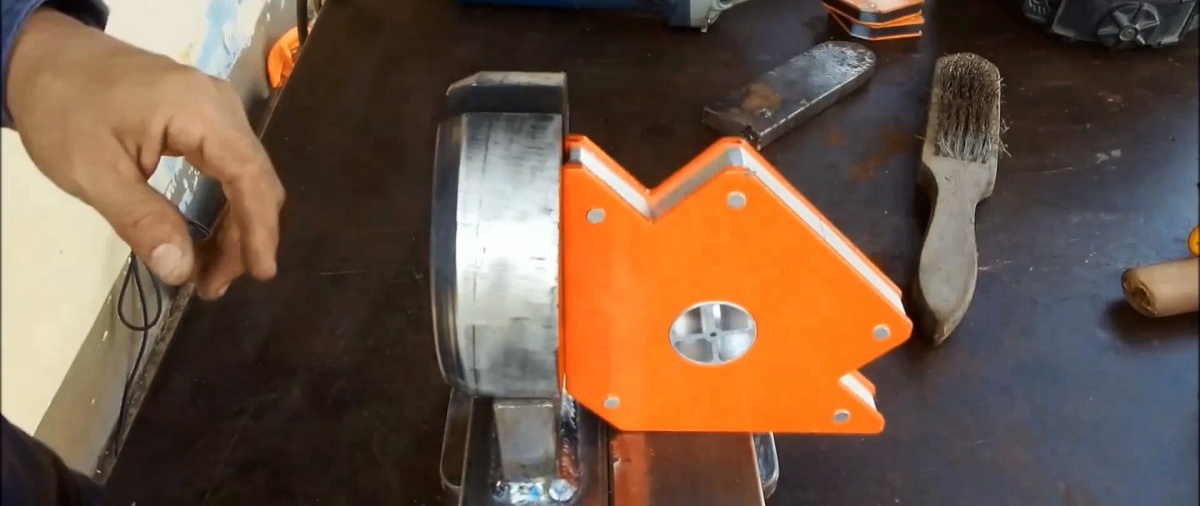
Chúng tôi sơn các bộ phận cố định một màu và các bộ phận chuyển động bằng màu khác.


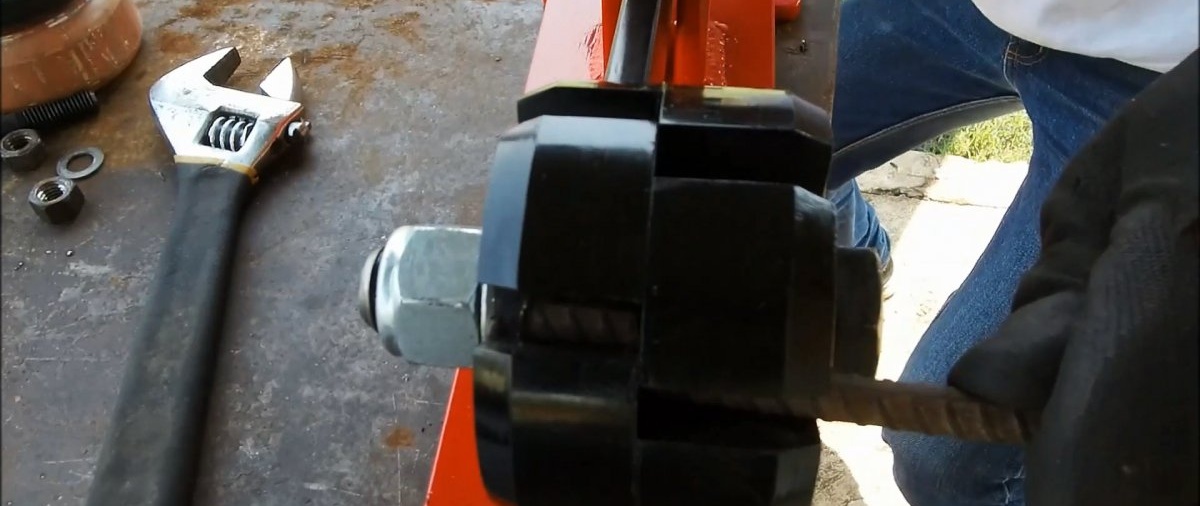
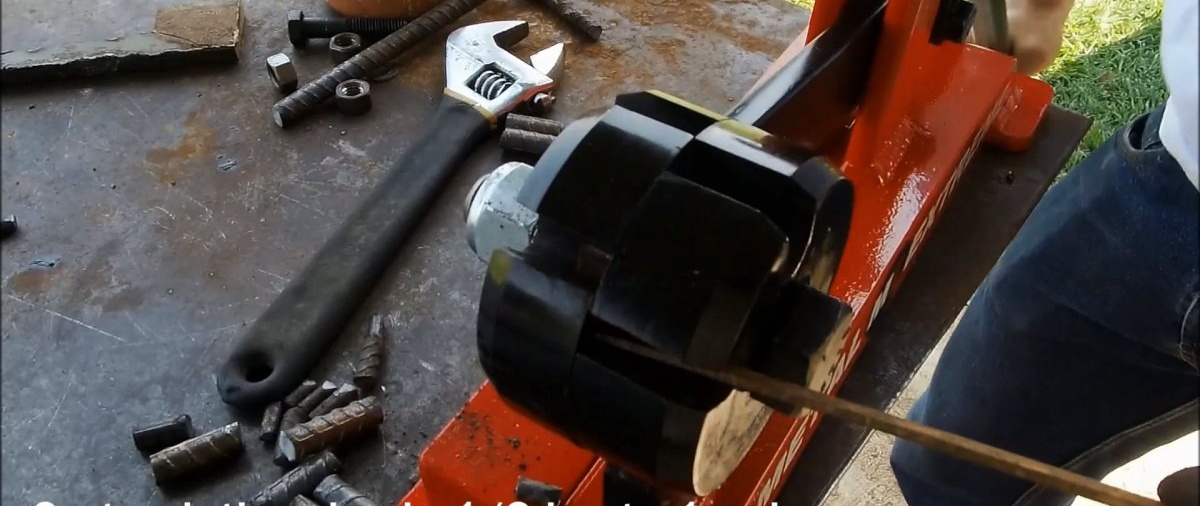
Sau khi sơn khô, chúng tôi lắp ráp và kiểm tra hoạt động của thiết bị, thanh cắt, cốt thép và tấm.

Hơn nữa, chúng tôi đặt vật liệu mỏng vào rãnh hẹp và vật liệu dày vào rãnh rộng.



Sẽ cần
Trước khi bắt đầu công việc, chúng tôi sẽ chuẩn bị các vật liệu và sản phẩm sau:
- góc bằng nhau;
- tấm kim loại có độ dày khác nhau;
- vòng tròn thép;
- dầu làm nguội;
- cốt thép;
- bu lông, đai ốc, vòng đệm;
- sơn hai màu.
- Bạn cũng sẽ cần một máy hàn, máy tiện và máy khoan, máy mài, giũa, lò nung để nung kim loại, cờ lê, súng phun, v.v.
Quy trình làm dao
Chúng tôi làm phần đế tự chế từ hai góc thép 50 × 50 × 6 mm và dài 400 mm. Chúng tôi đặt chúng trên kệ theo chiều dọc trên một bề mặt phẳng, và đóng các giá ngang dọc theo chiều dài và ủ chúng.


Chúng tôi đóng một đầu theo chiều dọc bằng một tấm thép, mặt khác chúng tôi tạo góc xiên bằng máy mài và cũng hàn tấm.

Chúng tôi làm sạch và mài các mối hàn.


Ở đầu dưới của đế, chúng tôi hàn các tấm hình chữ nhật dày 8 mm với phần nhô ra 10 mm xung quanh chu vi.


Chúng tôi xử lý hai vòng tròn thép loại 40ХГМ có đường kính 100 mm và chiều cao 35 mm.Chúng tôi cắt và nghiền chúng theo kích thước yêu cầu. Ở một đầu, chúng tôi tạo một góc xiên rộng và khoan một lỗ ở giữa.


Để xử lý các phôi cùng nhau, chúng tôi hàn chúng ở hai nơi, kết nối và căn giữa chúng.

Dọc theo đỉnh của góc xiên, chúng tôi đặt các lõi ở khoảng cách 35 mm dọc theo dây cung - đây là tâm của các lỗ trong tương lai có đường kính 16 và 11 mm, được chế tạo trên máy khoan. Sử dụng một hình vuông và một nét vẽ, chúng ta vẽ các đường tiếp tuyến hướng tâm từ các lỗ đã khoan đến lỗ trung tâm ở hai đầu và nối chúng dọc theo một đường sinh.

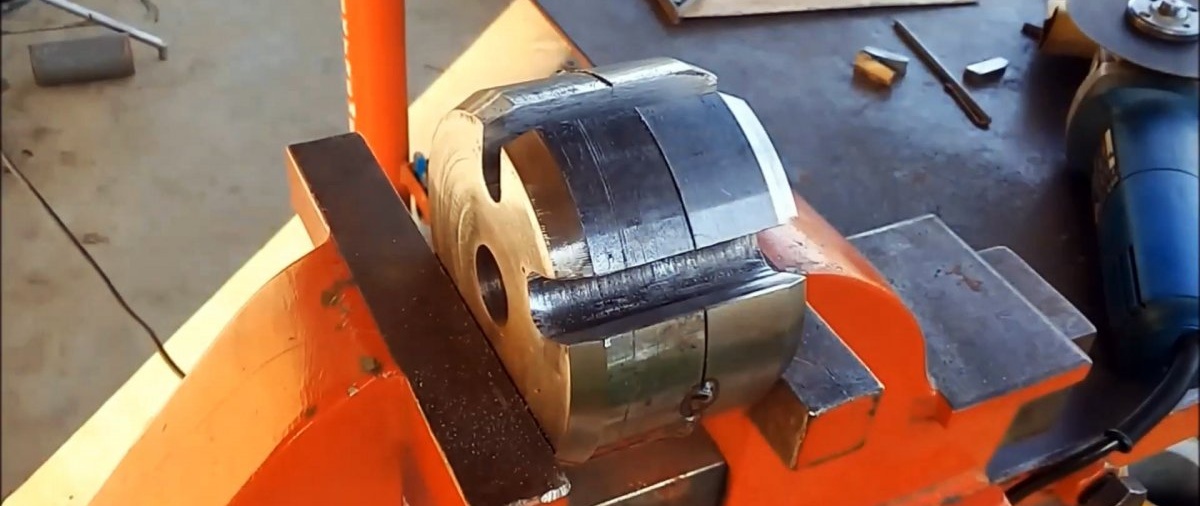
Sử dụng máy mài, chúng tôi cắt ra hai rãnh hướng tâm theo các dấu từ bề mặt của các vòng tròn đến lỗ tương ứng. Chúng tôi mài các rãnh bằng giũa tay và loại bỏ các đinh hàn.
Chúng tôi làm nóng các phôi trong lò cho đến khi có màu đỏ và nhanh chóng hạ chúng vào lọ dầu. Chúng tôi giữ chúng ở đó một lúc, sau đó lấy chúng ra và làm mát chúng trong không khí.

Chúng tôi làm sạch các vòng tròn khỏi cặn tối và áp một trong số chúng vào một tấm hình chữ nhật 80 × 50 × 20 mm để đường sinh của vòng tròn nối các góc. Sử dụng bút kẻ trên đĩa, chúng ta vẽ một vòng cung tròn từ góc này sang góc khác và dùng máy mài cắt ra phần lõm.

Chúng tôi lắp tấm vào góc của đế song song với cạnh dài và hàn nó ở đó. Chúng tôi đặt một trong các vòng tròn vào hốc, hướng rãnh rộng thẳng lên và cũng hàn nó.
Hãy bắt đầu lắp ráp ổ đòn bẩy. Trong một tấm thép 230 × 45 mm, chúng tôi khoan một lỗ 12 mm từ một cạnh, và mặt khác, chúng tôi tạo một hốc cho đường kính ngoài của hình tròn và hàn nó ở đó.


Trong hai tấm thép dày 12 mm, dài 180 mm và rộng 50 mm ở một đầu, đầu kia 35 mm, khoan một lỗ 12 mm từ phía hẹp. Trong một tấm có cùng độ dày, dài 250 mm và rộng 45 mm, chúng tôi tạo hai lỗ 12 mm và một lỗ 25 mm theo các dấu hiệu.

Sử dụng bu lông, vòng đệm và đai ốc, chúng tôi lắp ráp ba bộ phận này lại với nhau, đặt một tấm dài giữa hai tấm ngắn, chúng tôi đặt các đầu rộng của chúng trên đế và hàn.


Sử dụng một cặp tấm 110 × 25 mm có hai lỗ 12 mm ở hai đầu, chúng ta nối cần của vòng tròn chuyển động với cần của bộ truyền động bằng tay.


Cuối cùng, cho đến lỗ lớn, chúng tôi cắt một rãnh bằng máy mài, lắp một thanh thép có khía ở cuối và cố định nó bằng cách hàn.
Chúng tôi sơn các bộ phận cố định một màu và các bộ phận chuyển động bằng màu khác.


Sau khi sơn khô, chúng tôi lắp ráp và kiểm tra hoạt động của thiết bị, thanh cắt, cốt thép và tấm.

Hơn nữa, chúng tôi đặt vật liệu mỏng vào rãnh hẹp và vật liệu dày vào rãnh rộng.
Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (1)
