Sådan laver du en hane fra armeringsjern

En drejebænk er et universelt stykke udstyr, der giver dig mulighed for at udføre forskellige typer arbejde, herunder produktion af vandhaner til gevindskæring. Lad os se på, hvordan du gør dette ved at bruge en M14x2,0 mm hane som eksempel.

Det skal du bruge:
- stålarmering med en større diameter end tapstørrelsen;
- drejebænk;
- sæt af drejeværktøjer;
- bor 4 og 6,5 mm;
- smergel;
- smedje eller gasbrænder.
Trykfremstillingsproces
Før du begynder at lave en hane, skal du først estimere dimensionerne efter at have gennemtænkt mindst en omtrentlig tegning af dens endedel. Dens omkreds vil være 14 mm i diameter. For at lave kanter langs kanten skal du bore 3 huller med lige store intervaller. Deres diameter vil være 6,5 mm. Således skal emnet have en diameter på mindst 19 mm, men gerne 21-22 mm.
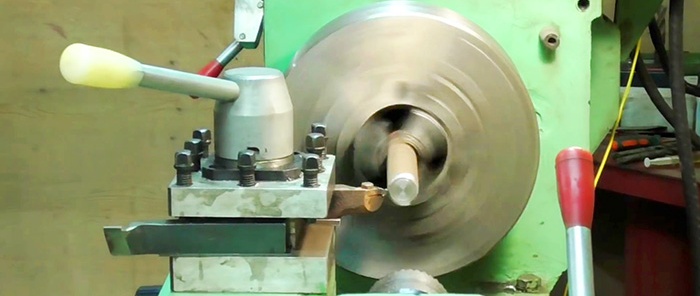
På en drejebænk er det nødvendigt at dreje emnet til designdiameteren, i dette tilfælde 22 mm, og skære det til den nødvendige længde. Herefter nivelleres en af enderne, og en lav rille med en diameter på 14 mm er markeret på den med en fræser.

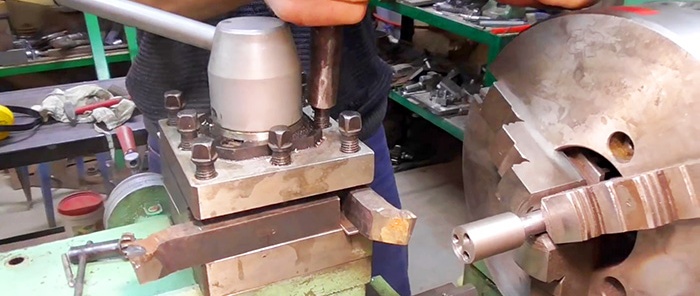
Efter at have trimmet emnet, skal du klemme det helt fast i patronen og ridse 3 langsgående mærker langs venstre kant af hver knast med en skribent.
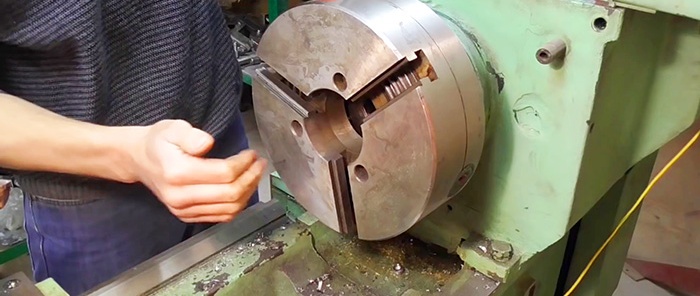
Derefter skal du bore 3 huller i enden af emnet med centrene placeret i rillen. For at gøre dette skal du løsne patronen og skifte dens kæber. Dette vil forstyrre dens justering, og når den er komprimeret, vil 2 knastdele komme sammen, og den ene vil forblive fra hinanden. Ved at fastspænde emnet i patronen kan du opnå dets forskydning.

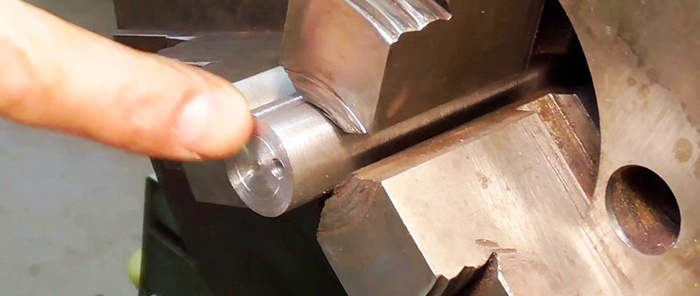
Dette giver dig mulighed for at lave et skift, når du borer 3 endehuller. Ved montering af emnet og efterfølgende forskydning vil det være muligt at navigere ved langsgående ridser. Hullerne laves først med et tyndt bor og bores derefter ud til 6,5 mm. Hullernes centrum skal være på linje med den cirkulære rille med en diameter på 14 mm i enden.

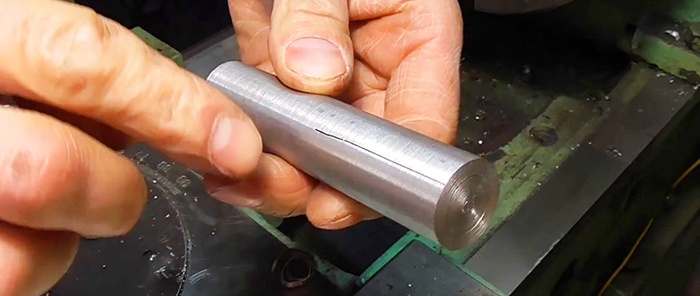
Efter boring skal du vende emnet og slibe dets skaft til diameteren af den eksisterende tapholder. Derefter bearbejdes siden med hullerne til en diameter på 16 mm. Affasningen fjernes straks.

Dernæst, da dette er en M14 hane, skæres gevind på emnet i intervaller på 2 mm. Når du er færdig med gevindet, skal du slibe skaftet med sandpapir, så det passer til tapholderens firkant.


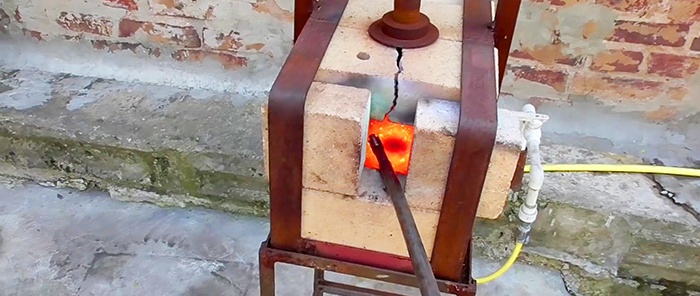
Herefter opvarmes kanten af hanen med begyndelsen af tråden rødglødende i en varmelegeme eller med en brænder og dyppes i vand. På denne måde bliver det hele ikke hærdet, så det er mindre sandsynligt, at det går i stykker under drift.


Efter hærdning skal du skærpe ledningerne på hanen, så den kan skrues ind i emnet med et 14 mm hul.

Det resulterende værktøj kan bruges til at skære gevind i næsten ethvert emne.




Da det stadig ikke er lavet af det rigtige stål, slides det lidt efter lidt, når man arbejder med jernholdige metaller, men det holder ikke mindre end de købte analoger fra Kina.
Se videoen
Lignende mesterklasser






Særlig interessant






Kommentarer (1)
