Leichter, günstiger DIY-Schraubstock
Bei Klempner- und Tischlerarbeiten können Sie auf einen Schraubstock nicht verzichten. Dabei handelt es sich um recht teure Geräte, deren Anschaffung für eine kleine Heimwerkstatt unpraktisch ist. Um kein Geld für einen Fabrikschraubstock auszugeben, können Sie diese selbst herstellen. Natürlich kann ein selbstgemachtes Produkt in puncto Zuverlässigkeit nicht mit einem echten Schraubstock verglichen werden, aber es erfüllt seinen Zweck und vor allem kostet der Kauf von Materialien für seine Herstellung mindestens zehnmal weniger.

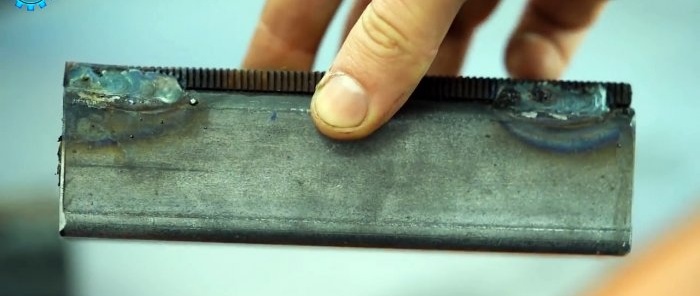
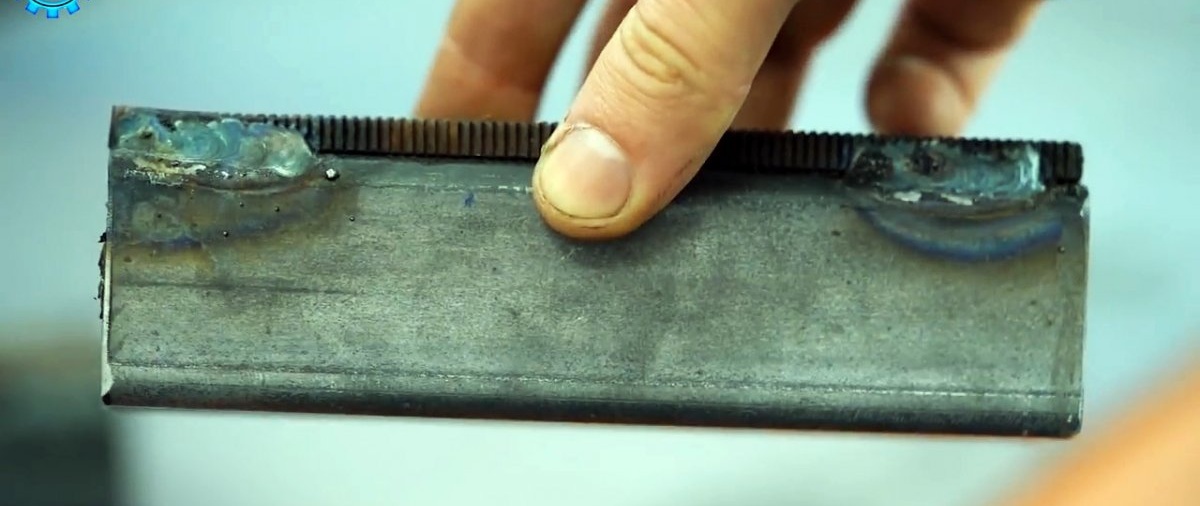
Zur Herstellung der Spannbacken werden 2 Teile einer Flachfeile verwendet.

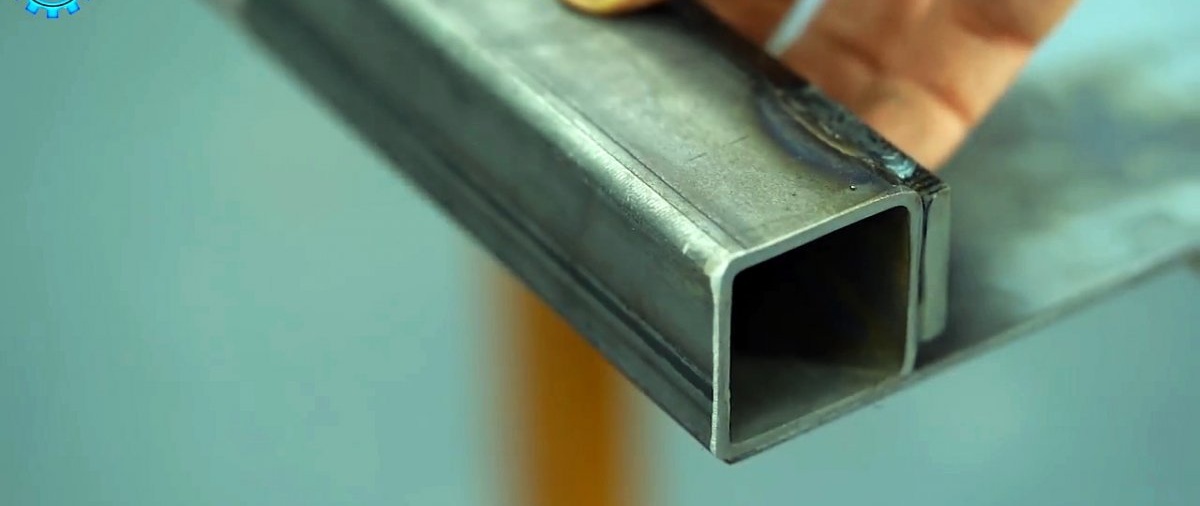
Sie werden auf gleich lange Profilrohrstücke aufgeschweißt.
Die rechteckige Sohle der Maschine ist aus Stahlblech geschnitten. Seine Breite sollte der Länge der Backen entsprechen. Die Länge der Sohle beträgt 10-15 cm mehr als die gewünschte Breite der Klammer.

Eine der Backen wird entlang der Sohlenkante platziert und mit dieser verschweißt. Anschließend wird in der Mitte des Sockels ein 11 mm breiter Längsschnitt vorgenommen.Es sollte am geschweißten Schwamm beginnen und 10-15 cm von der gegenüberliegenden Kante entfernt enden.

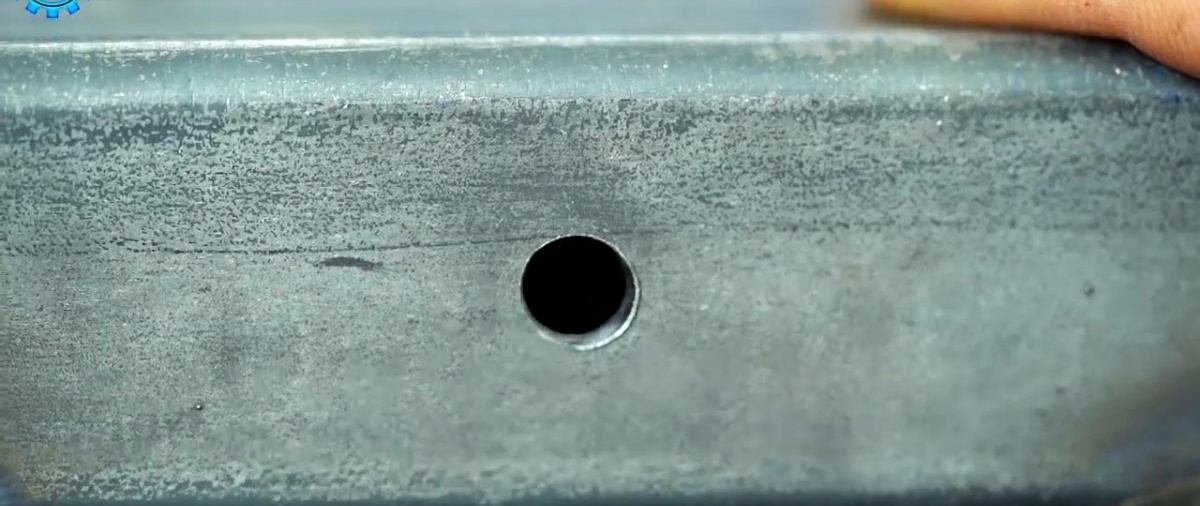
Auf der Unterseite der zweiten ungenutzten Backe wird in der Mitte ein Loch gebohrt, allerdings nur durch eine Wand. Dann wird eine Schraube mit einer Unterlegscheibe von unterhalb der Maschinensohle in den Schlitz eingeführt und in das Loch in der Backe eingeführt. Anschließend müssen Sie mit einer Unterlegscheibe und einer Mutter von der Innenseite des Profilrohrs auf diese Schraube zugreifen. Es muss leicht gedreht werden, damit der Schwamm über die Sohle hin und her gleitet.


An der der festen Backe gegenüberliegenden Kante der Basis ist gegenüber dem Schlitz eine längliche Mutter angeschweißt. Mit einem Ständer darunter muss die Mitte um die halbe Profilrohrbreite angehoben werden. In die Mutter wird ein langer Stift eingeschraubt.



Gegenüber dem Stift wird in der Mitte der Gleitbacke mit einem 10,5-12 mm Bohrer ein Loch gebohrt. Darin wird ein Stift eingesetzt und von der Rohrinnenseite her werden 2 Muttern darauf aufgeschraubt, damit es nicht wieder herauskommt.
Die Backen des Schraubstocks werden zusammengedrückt, anschließend wird die überschüssige Länge des Stifts abgeschnitten. Auf dessen Ende wird eine M10-Mutter aufgeschraubt und verschweißt. Anschließend werden die M12-Muttern angeschweißt, allerdings zum Schluss. Der verbleibende Teil des Stifts wird hineingesteckt. An seinen Enden sind M10-Muttern aufgeschraubt. Das Ergebnis ist ein Knopf.

Um der Struktur Steifigkeit zu verleihen, muss an der Basis an den Längskanten ein Profilrohrabschnitt angeschweißt werden. Dadurch kann auch der zweite Backenschieber gleiten, ohne dass er vom darunter liegenden Befestigungselement eingeklemmt wird. Anschließend wird das Werkzeug mit dem Arbeitstisch verschraubt.

Der daraus resultierende Schraubstock ist nicht dafür ausgelegt, Stößen mit einem Vorschlaghammer auf darin eingespannte Werkstücke standzuhalten, wohl aber dem Halten von Teilen beim Schleifen, Sägen, Hobeln usw. Im Laufe der Zeit kann es bei Überlastung dazu kommen, dass das metrische Gewinde eines Bolzens oder einer verlängerten Mutter abbricht, aber diese Teile verändern sich schnell.Dieses Werkzeug ist wirklich in der Lage, bei den meisten Tischler- und Klempnerarbeiten erfolgreich zu helfen, daher ist seine Herstellung sinnvoll.


Material:
- große Flachdatei;
- Profilrohr 40x40 mm oder mehr;
- Stahlblech 4-10 mm;
- Bolzen M10;
- Unterlegscheibe M10 – 2 Stk.;
- Mutter M10 – 7 Stk.;
- verlängerte Mutter M10;
- M10-Stift;
- Mutter M12.
Einen Schraubstock machen
Zur Herstellung der Spannbacken werden 2 Teile einer Flachfeile verwendet.

Sie werden auf gleich lange Profilrohrstücke aufgeschweißt.
Die rechteckige Sohle der Maschine ist aus Stahlblech geschnitten. Seine Breite sollte der Länge der Backen entsprechen. Die Länge der Sohle beträgt 10-15 cm mehr als die gewünschte Breite der Klammer.
Eine der Backen wird entlang der Sohlenkante platziert und mit dieser verschweißt. Anschließend wird in der Mitte des Sockels ein 11 mm breiter Längsschnitt vorgenommen.Es sollte am geschweißten Schwamm beginnen und 10-15 cm von der gegenüberliegenden Kante entfernt enden.

Auf der Unterseite der zweiten ungenutzten Backe wird in der Mitte ein Loch gebohrt, allerdings nur durch eine Wand. Dann wird eine Schraube mit einer Unterlegscheibe von unterhalb der Maschinensohle in den Schlitz eingeführt und in das Loch in der Backe eingeführt. Anschließend müssen Sie mit einer Unterlegscheibe und einer Mutter von der Innenseite des Profilrohrs auf diese Schraube zugreifen. Es muss leicht gedreht werden, damit der Schwamm über die Sohle hin und her gleitet.

An der der festen Backe gegenüberliegenden Kante der Basis ist gegenüber dem Schlitz eine längliche Mutter angeschweißt. Mit einem Ständer darunter muss die Mitte um die halbe Profilrohrbreite angehoben werden. In die Mutter wird ein langer Stift eingeschraubt.



Gegenüber dem Stift wird in der Mitte der Gleitbacke mit einem 10,5-12 mm Bohrer ein Loch gebohrt. Darin wird ein Stift eingesetzt und von der Rohrinnenseite her werden 2 Muttern darauf aufgeschraubt, damit es nicht wieder herauskommt.
Die Backen des Schraubstocks werden zusammengedrückt, anschließend wird die überschüssige Länge des Stifts abgeschnitten. Auf dessen Ende wird eine M10-Mutter aufgeschraubt und verschweißt. Anschließend werden die M12-Muttern angeschweißt, allerdings zum Schluss. Der verbleibende Teil des Stifts wird hineingesteckt. An seinen Enden sind M10-Muttern aufgeschraubt. Das Ergebnis ist ein Knopf.

Um der Struktur Steifigkeit zu verleihen, muss an der Basis an den Längskanten ein Profilrohrabschnitt angeschweißt werden. Dadurch kann auch der zweite Backenschieber gleiten, ohne dass er vom darunter liegenden Befestigungselement eingeklemmt wird. Anschließend wird das Werkzeug mit dem Arbeitstisch verschraubt.

Der daraus resultierende Schraubstock ist nicht dafür ausgelegt, Stößen mit einem Vorschlaghammer auf darin eingespannte Werkstücke standzuhalten, wohl aber dem Halten von Teilen beim Schleifen, Sägen, Hobeln usw. Im Laufe der Zeit kann es bei Überlastung dazu kommen, dass das metrische Gewinde eines Bolzens oder einer verlängerten Mutter abbricht, aber diese Teile verändern sich schnell.Dieses Werkzeug ist wirklich in der Lage, bei den meisten Tischler- und Klempnerarbeiten erfolgreich zu helfen, daher ist seine Herstellung sinnvoll.

Schau das Video
Ähnliche Meisterkurse

Selbstgebauter Schnellspannschraubstock

Selbstgebaute Schnellspannklemme

Wie man mit eigenen Händen einen Maschinenschraubstock herstellt

Wie man aus Metallresten einen zuverlässigen Schraubstock herstellt

Ein einfacher DIY-Ölfilter-Entferner

Elektrische Bügelsäge zum Selbermachen aus einer Schleifmaschine
Besonders interessant






Kommentare (2)
