So erstellen Sie einen Gewindebohrer aus Bewehrungsstahl

Eine Drehmaschine ist ein universelles Gerät, mit dem Sie verschiedene Arbeiten ausführen können, einschließlich der Herstellung von Gewindebohrern zum Gewindeschneiden. Sehen wir uns die Vorgehensweise am Beispiel eines Gewindebohrers M14x2,0 mm an.

Was wirst du brauchen:
- Stahlverstärkung mit einem größeren Durchmesser als die Gewindebohrergröße;
- Drehmaschine;
- Satz Drehwerkzeuge;
- Bohrer 4 und 6,5 mm;
- Schmirgel;
- Schmiede- oder Gasbrenner.
Gewindebohrer-Herstellungsprozess
Bevor Sie mit der Herstellung eines Wasserhahns beginnen, müssen Sie zunächst die Abmessungen abschätzen, indem Sie sich zumindest eine ungefähre Zeichnung seines Endteils anschauen. Sein Umfang beträgt 14 mm Durchmesser. Um Kanten entlang der Kante zu erstellen, müssen Sie in gleichen Abständen 3 Löcher bohren. Ihr Durchmesser beträgt 6,5 mm. Daher muss das Werkstück einen Durchmesser von mindestens 19 mm, vorzugsweise jedoch 21-22 mm haben.
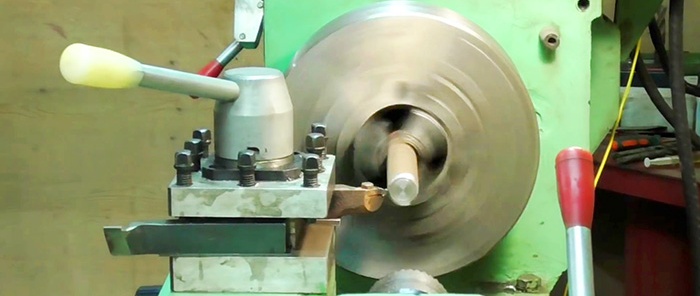
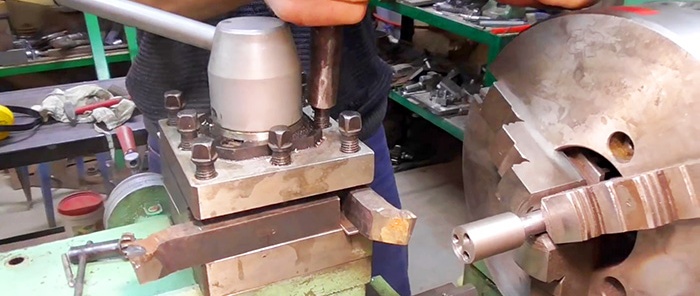
Auf einer Drehmaschine ist es notwendig, das Werkstück auf den vorgesehenen Durchmesser, in diesem Fall 22 mm, zu drehen und auf die erforderliche Länge zu schneiden. Anschließend wird eines der Enden nivelliert und mit einem Fräser eine flache Nut mit einem Durchmesser von 14 mm darauf markiert.

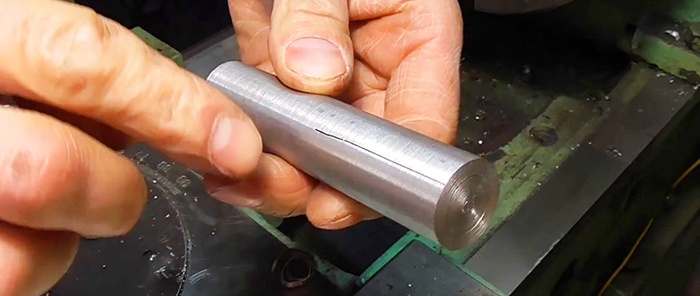
Nachdem Sie das Werkstück zugeschnitten haben, müssen Sie es vollständig in das Spannfutter einspannen und mit einer Reißnadel drei Längsmarkierungen entlang der linken Kante jeder Nocke anritzen.
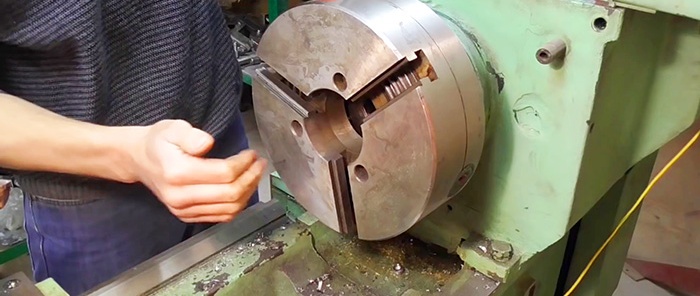
Dann müssen Sie am Ende des Werkstücks 3 Löcher bohren, wobei die Mittelpunkte in der Nut liegen. Dazu müssen Sie die Patrone lösen und die Backen austauschen. Dadurch wird die Ausrichtung gestört, und beim Zusammendrücken kommen zwei Nocken zusammen und einer bleibt auseinander. Durch das Einspannen des Werkstücks im Spannfutter können Sie dessen Verschiebung erreichen.

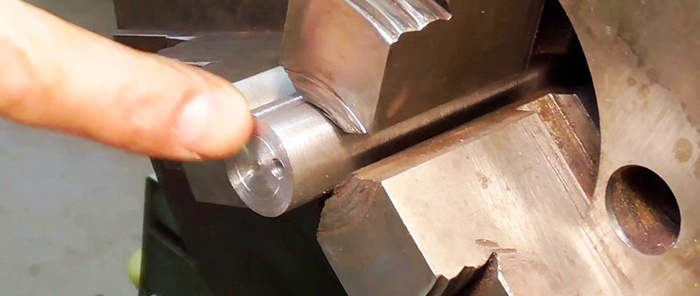
Dadurch können Sie beim Bohren von 3 Endlöchern eine Verschiebung vornehmen. Beim Einbau des Werkstücks und anschließender Verschiebung ist es möglich, entlang von Längskratzern zu navigieren. Die Löcher werden zunächst mit einem dünnen Bohrer hergestellt und anschließend auf 6,5 mm aufgebohrt. Die Mitte der Löcher sollte mit der kreisförmigen Nut mit 14 mm Durchmesser am Ende übereinstimmen.

Nach dem Bohren müssen Sie das Werkstück umdrehen und seinen Schaft auf den Durchmesser des vorhandenen Gewindebohrerhalters schleifen. Anschließend wird die Seite mit den Löchern auf einen Durchmesser von 16 mm bearbeitet. Die Fase wird sofort entfernt.

Da es sich um einen M14-Gewindebohrer handelt, werden anschließend in Schritten von 2 mm Gewinde in das Werkstück geschnitten. Nachdem Sie das Gewinde fertiggestellt haben, müssen Sie den Schaft mit Schleifpapier schleifen, damit er in den Vierkant des Gewindebohrerhalters passt.


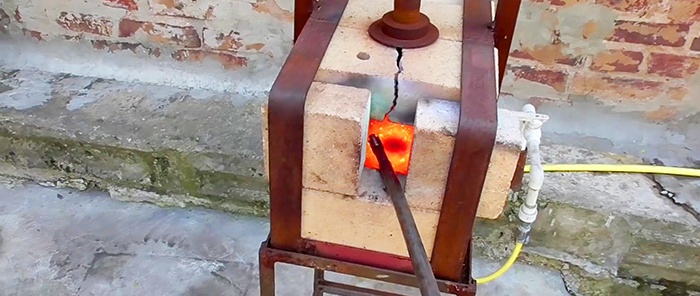
Anschließend wird die Hahnkante mit dem Gewindeanfang in einem Heizgerät oder mit einem Brenner glühend heiß erhitzt und ins Wasser getaucht. Auf diese Weise wird das Ganze nicht verhärtet, sodass es weniger wahrscheinlich ist, dass es während des Betriebs bricht.


Nach dem Aushärten müssen Sie die Leitungen am Gewindebohrer schärfen, damit dieser mit einem 14-mm-Loch in das Werkstück eingeschraubt werden kann.

Das resultierende Werkzeug kann zum Schneiden von Gewinden in nahezu jedes Werkstück verwendet werden.




Da es immer noch nicht aus dem richtigen Stahl besteht, nutzt es sich bei der Arbeit mit Eisenmetallen nach und nach ab, hält aber genauso lange wie die aus China gekauften Gegenstücke.
Schau das Video
Ähnliche Meisterkurse






Besonders interessant






Kommentare (1)
