So bauen Sie eine Maschine zur schnellen Herstellung geschmiedeter Gitter
Geschmiedete Gitter sind eines der einfachen, aber schönen Produkte des Kunstschmiedens. Es sieht solide, zuverlässig und geschmackvoll aus. Es kann an Zäunen, Toren, Toren, Geländern, Balkongeländern verwendet werden. Um das Streifennetz sauber und symmetrisch zu machen, müssen Sie für die Herstellung eine spezielle Maschine zusammenbauen.
Um eine Maschinenmatrix herzustellen, die die Biegungen der Maschenstäbe formt, können Sie eine Lastfeder verwenden. Daraus werden 2 gleich große Stücke geschnitten. Sie müssen so geschärft werden, dass einer in der Mitte einen Vorsprung und der andere eine Kerbe hat. Die Abmessungen der Aussparung und des Vorsprungs werden an die Breite des Streifens angepasst, mit dem bei der Herstellung des Gitters gearbeitet werden soll. Optimal ist es, sich auf einen Streifen von 20x4 mm zu konzentrieren.




Als nächstes müssen Sie eine Führung für den Oberstempel bei einem Drechsler bestellen oder selbst schleifen. Es besteht aus 2 Elementen: einem Schaft mit Kopf und einem darauf gleitenden Rohr.

An der Seite befinden sich 2 Rillen. In die Nuten werden Stifte eingesetzt.


Anschließend werden sie mit dem Schaftkopf verschweißt. Dadurch wird verhindert, dass sich die Führung dreht. Auf der Führungswelle ist eine Feder montiert. Dann wird es von einer hohen, massiven Unterlegscheibe nach oben gedrückt. Die Unterlegscheibe selbst ist verschweißt.




Die Basis für die Maschine muss aus 10 mm starkem Stahlblech geschnitten werden. In der Mitte der Sohle ist ein Stempel mit Aussparung angeschweißt. An der zuvor gefertigten Gleitführung wird ein Stempel mit Vorsprung angeschweißt.

Jetzt müssen Sie den oberen Stempel relativ zum unteren sichern. Dazu wird vorübergehend ein Streifen dazwischen gelegt, mit dem die Maschine bearbeitet wird, und eine 1,5-mm-Einlage, um einen Spalt zu schaffen. Dann müssen Sie das Führungsrohr mit einem im Buchstaben „G“ eingeschweißten Vierkant an der Basis der Maschine anschweißen.

Um den Schritt zwischen den Wellen anzupassen, müssen Sie eine Faltvorrichtung herstellen. Schrauben Sie dazu eine M6-Mutter auf einen langen M6-Bolzen, setzen Sie dann 2 M8-Muttern auf und ziehen Sie alles mit einer zweiten M6-Mutter fest. Der Bolzen ist über ein Distanzstück mit der Basis der Maschine verschweißt. Es sollte parallel zur Bewegung des darin vorgeschobenen Bandes positioniert werden. Auf den Zentralmuttern ist eine Fahne aufgeschweißt. Es wird mobil sein und es Ihnen ermöglichen, den Abstand zwischen den Wellen zu kontrollieren.



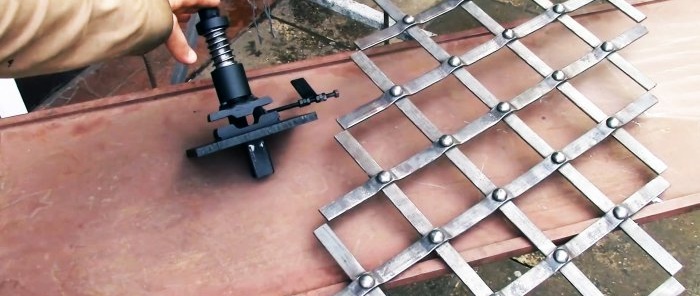
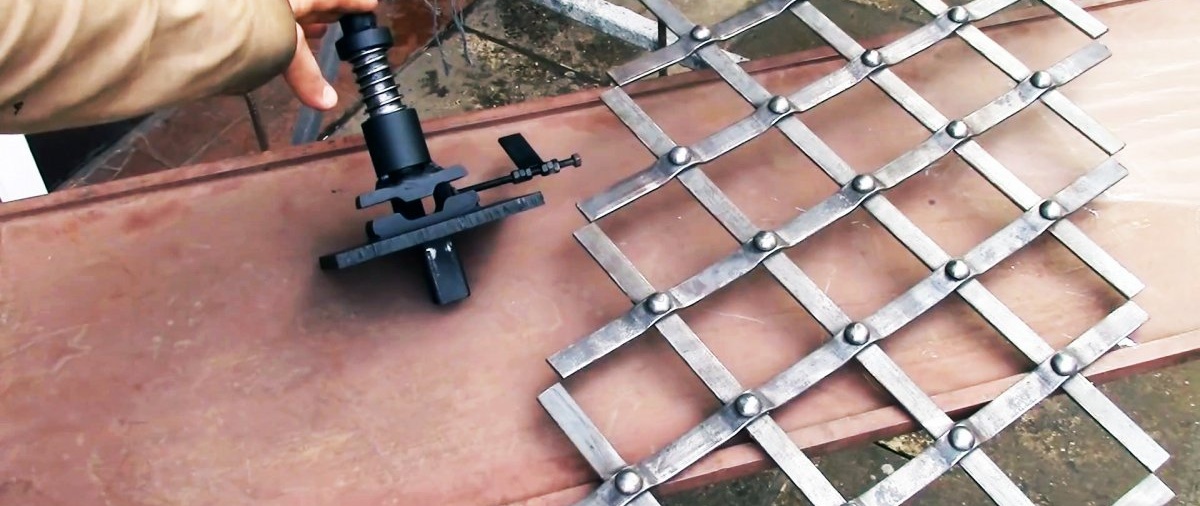
An der Unterseite der Sohle ist ein Profilrohrstück angeschweißt, das die Befestigung der Maschine auf einem Amboss oder in einem Schraubstock ermöglicht. Um die Maschine nutzen zu können, müssen Sie den Streifenrohling erwärmen. Es wird unter den Stempel eingeführt und durch Hammerschläge entlang der Führung gebogen. Anschließend wird das Werkstück weiter vorgeschoben, bis die Faltfahne in die entstandene Welle fällt und die nächste Biegung entsteht.

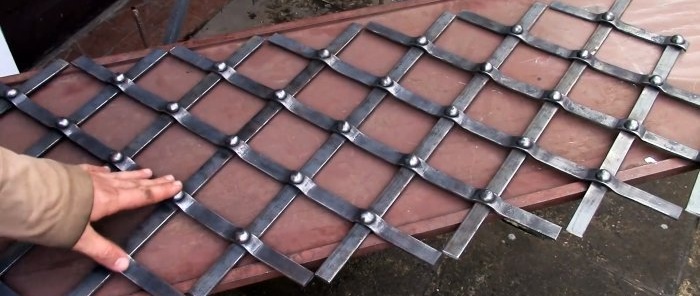
Der Einfachheit halber werden mehrere Rohlinge in die Schmiede gelegt. Während an einem gearbeitet wird, heizen sich die anderen auf. Sobald das aktuelle abgekühlt ist, wird stattdessen das nächste genommen und das erste zum Aufwärmen geschickt. Nachdem Sie eine ausreichende Anzahl gewonnener Rohlinge hergestellt haben, können Sie diese mit gleichmäßigen Streifen zu einem Gitter verbinden. Die Befestigung erfolgt mittels Nieten am Schnittpunkt der Zellen.


Material:
- Feder aus einem LKW;
- Rundrohling zum Nuten der Führung;
- Druckfeder;
- Stahlplatte 10 mm;
- Stahlquadrat 20x20 mm;
- langer Stift M6;
- M6-Muttern – 2 Stk.;
- M8-Muttern – 2 Stk.
Herstellungsprozess einer geschmiedeten Gittermaschine
Um eine Maschinenmatrix herzustellen, die die Biegungen der Maschenstäbe formt, können Sie eine Lastfeder verwenden. Daraus werden 2 gleich große Stücke geschnitten. Sie müssen so geschärft werden, dass einer in der Mitte einen Vorsprung und der andere eine Kerbe hat. Die Abmessungen der Aussparung und des Vorsprungs werden an die Breite des Streifens angepasst, mit dem bei der Herstellung des Gitters gearbeitet werden soll. Optimal ist es, sich auf einen Streifen von 20x4 mm zu konzentrieren.




Als nächstes müssen Sie eine Führung für den Oberstempel bei einem Drechsler bestellen oder selbst schleifen. Es besteht aus 2 Elementen: einem Schaft mit Kopf und einem darauf gleitenden Rohr.

An der Seite befinden sich 2 Rillen. In die Nuten werden Stifte eingesetzt.


Anschließend werden sie mit dem Schaftkopf verschweißt. Dadurch wird verhindert, dass sich die Führung dreht. Auf der Führungswelle ist eine Feder montiert. Dann wird es von einer hohen, massiven Unterlegscheibe nach oben gedrückt. Die Unterlegscheibe selbst ist verschweißt.




Die Basis für die Maschine muss aus 10 mm starkem Stahlblech geschnitten werden. In der Mitte der Sohle ist ein Stempel mit Aussparung angeschweißt. An der zuvor gefertigten Gleitführung wird ein Stempel mit Vorsprung angeschweißt.

Jetzt müssen Sie den oberen Stempel relativ zum unteren sichern. Dazu wird vorübergehend ein Streifen dazwischen gelegt, mit dem die Maschine bearbeitet wird, und eine 1,5-mm-Einlage, um einen Spalt zu schaffen. Dann müssen Sie das Führungsrohr mit einem im Buchstaben „G“ eingeschweißten Vierkant an der Basis der Maschine anschweißen.

Um den Schritt zwischen den Wellen anzupassen, müssen Sie eine Faltvorrichtung herstellen. Schrauben Sie dazu eine M6-Mutter auf einen langen M6-Bolzen, setzen Sie dann 2 M8-Muttern auf und ziehen Sie alles mit einer zweiten M6-Mutter fest. Der Bolzen ist über ein Distanzstück mit der Basis der Maschine verschweißt. Es sollte parallel zur Bewegung des darin vorgeschobenen Bandes positioniert werden. Auf den Zentralmuttern ist eine Fahne aufgeschweißt. Es wird mobil sein und es Ihnen ermöglichen, den Abstand zwischen den Wellen zu kontrollieren.



An der Unterseite der Sohle ist ein Profilrohrstück angeschweißt, das die Befestigung der Maschine auf einem Amboss oder in einem Schraubstock ermöglicht. Um die Maschine nutzen zu können, müssen Sie den Streifenrohling erwärmen. Es wird unter den Stempel eingeführt und durch Hammerschläge entlang der Führung gebogen. Anschließend wird das Werkstück weiter vorgeschoben, bis die Faltfahne in die entstandene Welle fällt und die nächste Biegung entsteht.

Der Einfachheit halber werden mehrere Rohlinge in die Schmiede gelegt. Während an einem gearbeitet wird, heizen sich die anderen auf. Sobald das aktuelle abgekühlt ist, wird stattdessen das nächste genommen und das erste zum Aufwärmen geschickt. Nachdem Sie eine ausreichende Anzahl gewonnener Rohlinge hergestellt haben, können Sie diese mit gleichmäßigen Streifen zu einem Gitter verbinden. Die Befestigung erfolgt mittels Nieten am Schnittpunkt der Zellen.



Schau das Video
Ähnliche Meisterkurse

Wie man eine manuelle Maschine zur Herstellung von Maschennetzen herstellt

DIY Lagerbiegemaschine

Wie man aus einem Wagenheber und einem Waschmaschinenmotor eine Bohrmaschine baut

So bauen Sie eine Maschine zur Herstellung von Versteifungen auf Blech

Wie man eine Hebelschere zum Schneiden von Zweigen usw. herstellt

Bohrmaschine für Kunststoffrohre
Besonders interessant






Kommentare (0)
