Selbstgebaute Maschine zum Biegen von Metallstreifen in einfachem Design
Bei verschiedenen Klempner-, Reparatur- und anderen Arbeiten ist es häufig erforderlich, Metallstreifen in die Form eines Bogens oder Kreises zu biegen. Dies ist ohne den Einsatz spezieller Maschinen nur schwer zu bewerkstelligen. In diesem Artikel wird beschrieben, wie Sie zu Hause einen einfachen, aber sehr effektiven manuellen Mechanismus für solche Zwecke erstellen können.
Verwendete Werkzeuge und Materialien:
- - Stahlstab mit einem Durchmesser von 12 mm;
- - ein Satz Knöpfe (Halter) für Matrizen oder ein Matrizenhalter;
- - Standard-M12-Muttern und Unterlegscheiben;
- - selbstklemmende Muttern M12;
- - Unterlegscheiben mit großem M12-Innenloch;
- - Vize;
- - 2 Stück Vierkantprofilrohr (30*30mm) ca. 15-20 cm lang;
- - 6 Lager mit einem Innenringdurchmesser von M12 oder M14;
- - Schweißvorrichtung;
- - Datei;
- - Satz Schraubenschlüssel;
- - Stahlkreis (Stab) mit einem Durchmesser von 12 mm - 2 Stück à 20 cm; 12 mm – 5 Stück à 10 cm; 50 mm – 1 Stück etwa 40 mm lang (es sollte die gleiche Länge haben wie 3 zusammengeklappte Lager);
- - Bulgarisch;
- - ein Stift oder eine lange Schraube (M12) mit einem Gewinde von mindestens 20 cm Länge;
- - Bohrer und Bohrersatz (Bohrmaschine);
- - quadratischer Metallrohling mit einer Dicke von 10 mm und Abmessungen von 30 x 25 mm (Platte) usw.
Eine selbstgebaute Maschine herstellen

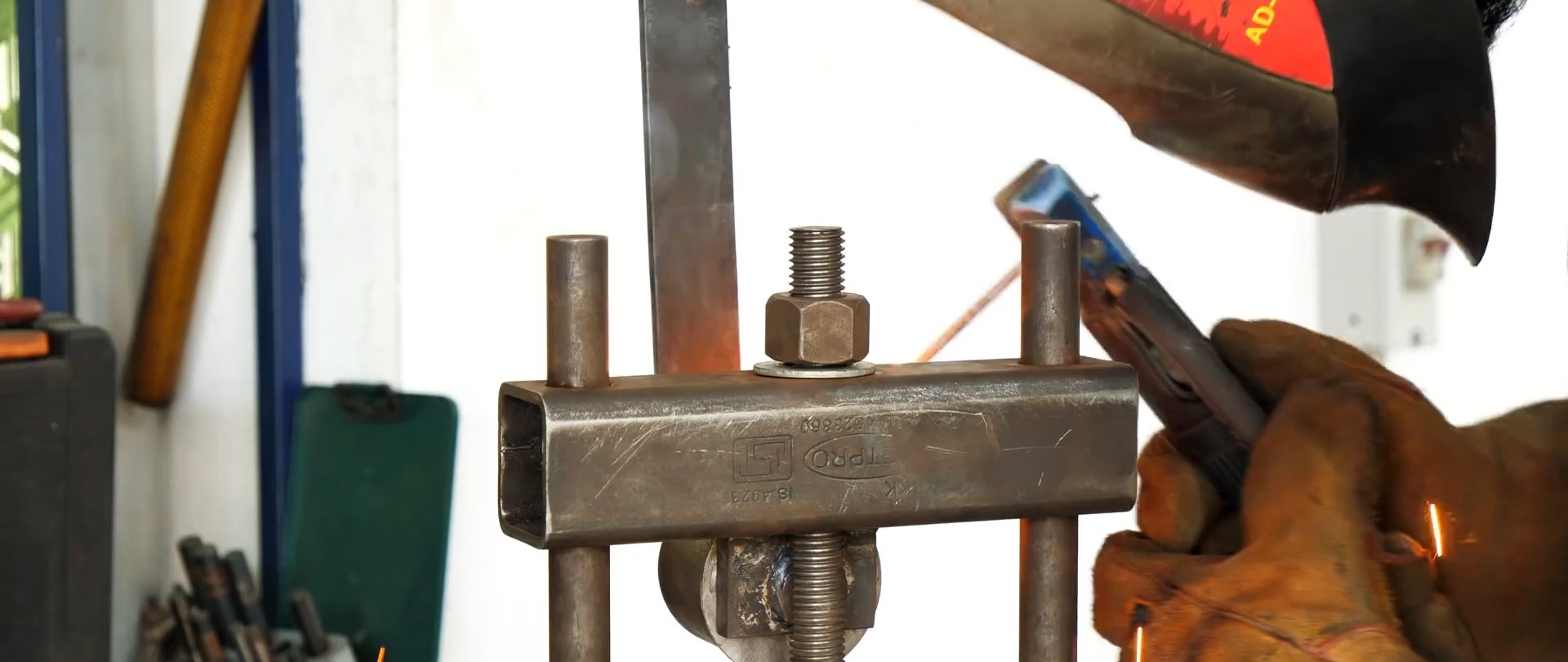
Zuerst müssen Sie in das erste Stück des quadratischen Profilrohrs ein Loch mit einem Durchmesser von 12 mm bohren und einen Stift oder einen langen Bolzen (M12) mit einem 20 cm langen Gewinde hineinstecken, an dem Sie schweißen müssen der Schraubenkopf.

Danach müssen Sie an den Rändern des Profilrohrs zwei symmetrische Löcher ähnlich dem mittleren (in derselben Ebene) mit einer Vertiefung von 1 cm vom Rand des Werkstücks bohren.

Als nächstes werden 2 Stücke eines Stahlkreises (Stab) mit einer Länge von 20 cm auf ähnliche Weise entlang der Kanten des Werkstücks verschweißt.


Das Ergebnis ist ein Teil bestehend aus: einem Profilrohr und 3 langen „Stiften“ gleicher Länge, die sich in derselben Ebene befinden. Anschließend müssen Sie 2 Löcher (in einer anderen Ebene!) in das Profilrohr bohren und dabei 1 cm vom Rand der zuvor gebohrten Löcher zurücktreten.
Auf 2 Stücken eines Stahlkreises (Stab) mit einem Durchmesser von M12 wird mit einem Matrizenhalter ein ca. 2 cm langes M12-Gewinde geschnitten. Anschließend werden 2 dieser Stäbe in die zuvor gebohrten Löcher am Werkstück eingeführt und verschweißt. Das Ergebnis ist ein solides Schweißteil in Form des Buchstabens „L“ (3 Stifte „ragen“ auf der einen Seite und 2 auf der anderen Seite heraus).



Im zweiten Schritt werden im zweiten Stück Vierkantprofilrohr ebenfalls 3 Durchgangslöcher mit einem Durchmesser von 12 cm angebracht.

Als nächstes kommt ein quadratischer Metallrohling (Platte), in den in der Mitte ein Loch mit einem Durchmesser von 12 mm gebohrt wird.

Es wird am Rand des Profils in der Nähe des zentralen Lochs (senkrecht) angeschweißt. In diesem Fall werden die Schweißspuren mit einer Feile oder einem Schleifer „geschliffen“.

An einem Stück Stab (mit einer Länge von 10 cm) und einem Durchmesser von M12 wird mit einem Schneideisenhalter ein etwa 2 cm langes M12-Gewinde geschnitten. Dieser Gewindestab wird an eine quadratische Metallplatte (an ein Vierkantrohr angeschweißt) geschweißt. so dass es in einem Winkel von 90 Grad zur Ebene des Quadrats (außen) steht.

Die resultierenden 2 Vierkantrohrstücke mit angeschweißten „Stiften“ werden miteinander kombiniert, sodass der kleinere Teil (mit dem 1. Stift) durch die entsprechenden Löcher des 2. Teils gefädelt wird. Das Teil ist mit einem eingeschweißten „Absatz“ (Platte) im Inneren an einem anderen Teil befestigt. In diesem Fall sollten zwei seitliche Stifte in die gleiche Richtung „schauen“ wie ein ähnlicher Stift am anderen Teil.

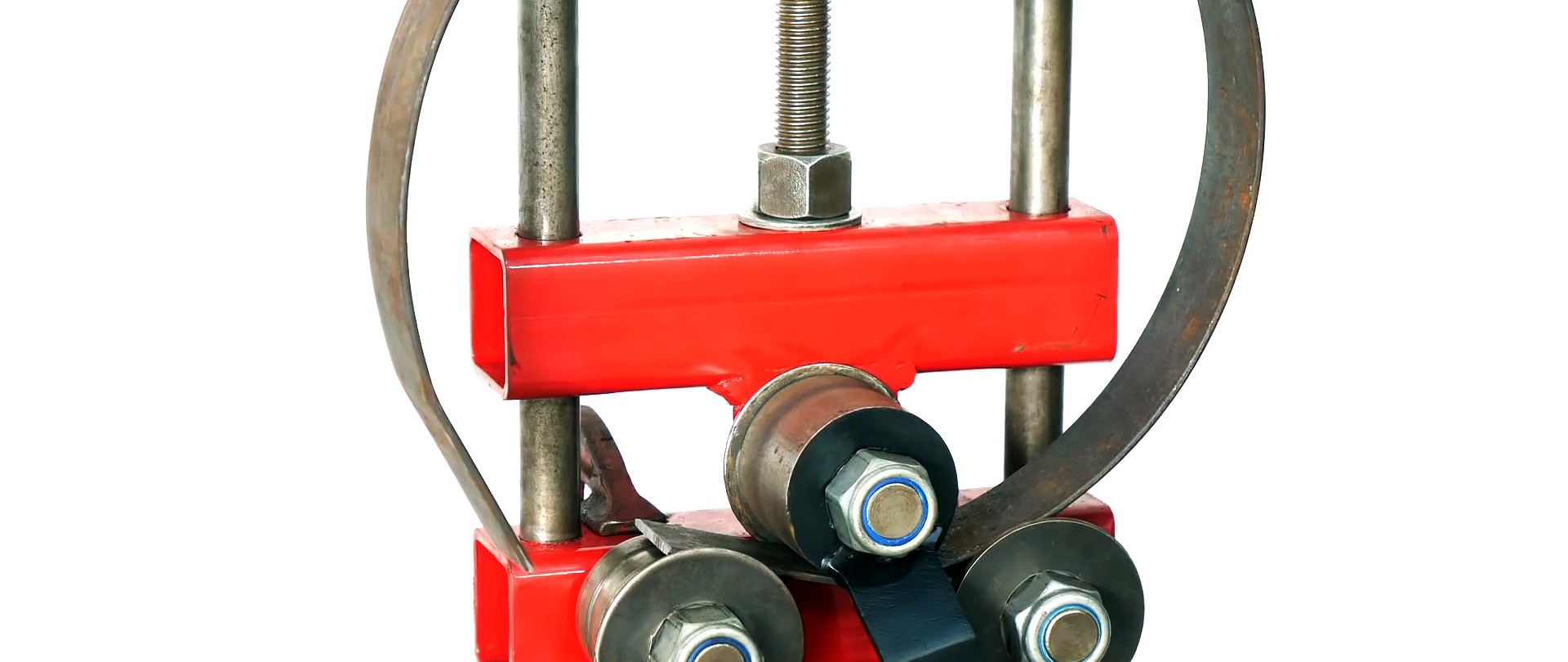
Nachdem Sie die beiden Teile zusammengefügt haben, müssen Sie sie aneinander befestigen. Setzen Sie dazu eine M12-Mutter in den zentralen Stift (von 3 parallel angeordneten Stiften) und legen Sie eine Unterlegscheibe ein. Als nächstes werden 3 Lager auf zwei (diejenigen, die sich auf demselben Vierkantrohr befinden) der drei Seitenstifte platziert, die in Form eines „Dreiecks“ angeordnet sind. In diesem Fall müssen Sie oben und unten jeweils eine Unterlegscheibe anbringen (insgesamt 4 Stück), um eine zuverlässige Fixierung der Lager zu gewährleisten. Anschließend wird die erste große Unterlegscheibe auf die resultierende Struktur gelegt und die selbstklemmende M12-Mutter mit einem Schraubenschlüssel (Sie können einen „Steckschlüssel“ verwenden) aufgeschraubt. In diesem Fall müssen Sie die Mutter festziehen, damit sich die Lager drehen können.

Anschließend wird in einem Stahlkreis (Stab) mit einem Durchmesser von 50 mm in der Mitte ein Durchgangsloch gebohrt, um ein großes Werkstück in Form eines Zylinders zu erzeugen. Dieses Teil wird anstelle des 3. Stifts (in der Nähe der Lager) platziert, und unten wird eine Unterlegscheibe platziert, die größer als die Größe des Zylinders ist. Anschließend wird eine selbstklemmende Mutter montiert und festgezogen, sodass sich der Zylinder drehen kann.


Am resultierenden Produkt muss ein spezieller Griff angebracht werden (Sie können einen geeigneten verwenden). Bei Bedarf kann es aus einer 20 cm langen Stahlplatte hergestellt werden, wobei die Kante mit einer Schleifmaschine um 2 cm abgeschnitten und dann in einem Winkel von ca. 135 Grad gebogen wird. Anschließend wird die Biegung auf der Kerbseite verschweißt und poliert. Dann wird am anderen Ende dieses Teils in der Mitte von M12 im Abstand von ca. 1 cm vom Rand ein Loch gebohrt und ein 10 cm langer Stab (mit einem Durchmesser von 12 mm) daran angeschweißt.

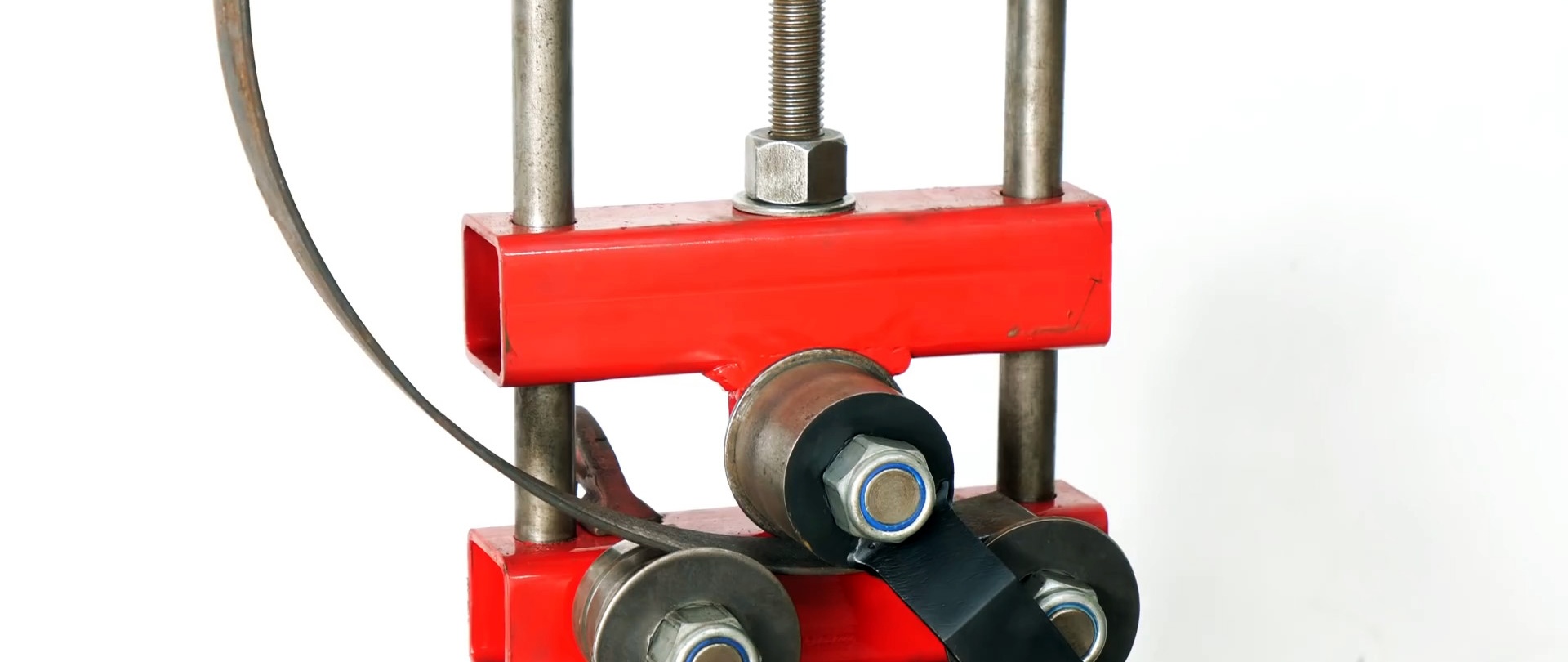
Der resultierende Griff wird sorgfältig mit dem Zylinder verschweißt, sodass er sich frei im Kreis bewegen kann, ohne die beiden anderen Stifte mit Lagern zu berühren. Auf Wunsch können einzelne Teile des resultierenden Mechanismus lackiert oder geschliffen werden. Danach kann der Mechanismus bereits zum Biegen von Stahlbändern unterschiedlicher Querschnitte verwendet werden.
Es ist wichtig zu wissen: Um ein Abstumpfen des M12-Bohrers zu vermeiden, ist es notwendig, zunächst Löcher mit Bohrern kleineren Durchmessers zu bohren und die Bohrstelle mit Öl zu benetzen.
Schlussfolgerungen: Die vorgestellte selbstgebaute Maschine lässt sich unter normalen häuslichen Bedingungen relativ schnell herstellen. Es meistert seine Aufgaben perfekt und ermöglicht die schnelle Herstellung verschiedener Teile aus Metallstreifen, wie zum Beispiel Kreise für Holzfässer, Reifen für tragende Konstruktionen und vieles mehr. Dank der praktischen Form und des schlichten Designs unterliegt es keinem übermäßigen Verschleiß und wird lange Zeit einwandfrei funktionieren.
Schau das Video
Um den Herstellungsprozess einer Bandbiegemaschine und ein Beispiel für deren praktischen Einsatz genauer zu sehen, sollten Sie sich das Video ansehen:Ähnliche Meisterkurse












