Wie man ein Rohr rollt und mit einer Drehmaschine eine schöne Spitze anfertigt
Auf Drehmaschinen können neben der mechanischen Bearbeitung von überwiegend metallischen Werkstücken viele weitere Vorgänge durchgeführt werden, insbesondere der Prozess des Endenreibschweißens oder des Rohrwalzens im thermomechanischen Verfahren.
Wie man mit einer Drehmaschine eine schöne Spitze herstellt
In beiden Fällen kommt der seit langem bekannte Prozess der Umwandlung von kinetischer bzw. Antriebsenergie in ihre thermische Form zum Einsatz. Es besteht darin, dass beim Aneinanderreiben metallischer Werkstücke oder Teile deren Temperatur ansteigt und zunächst den Punkt der plastischen Erweichung und dann sogar den Schmelzpunkt erreichen kann.

Versuchen wir, diese Technik für den Prozess des Rollens eines runden Rohrs zu verwenden. Dazu befestigen wir im Werkzeughalter anstelle eines herkömmlichen Fräsers eine starre Platte aus hitzebeständigem Stahl mit einer halbzylindrischen Aussparung an ihrem Arbeitsende, deren Durchmesser mit dem Außendurchmesser der Rundung übereinstimmen muss Rohr, das wir dem Walzprozess unterziehen werden.
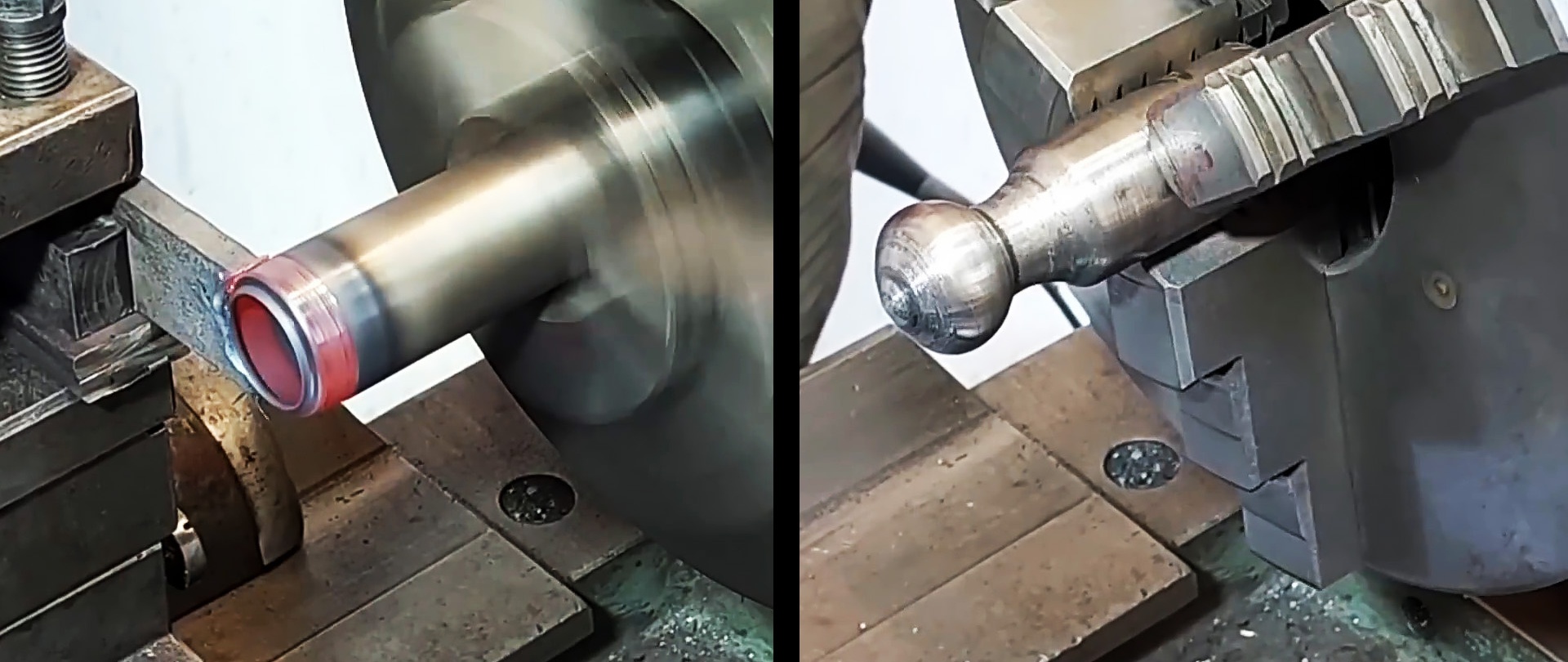
Um zu verhindern, dass sich das Ende eines Rundrohrs unter thermomechanischem Einfluss zu verformen beginnt, setzen wir vor dem Einspannen in das Spannfutter einer Drehmaschine eine Überwurfmutter oder etwas Ähnliches mit passendem Durchmesser ein.
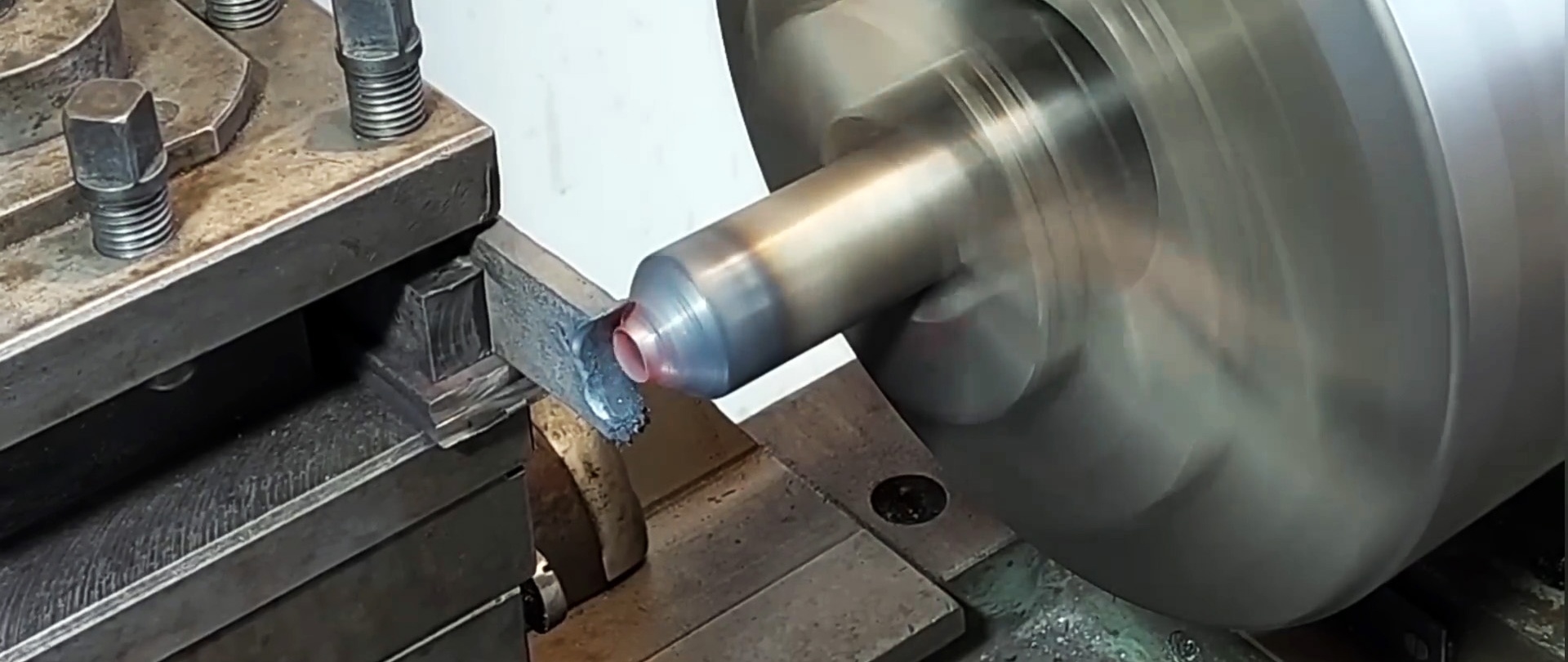
Wir bringen die Aussparung am Arbeitsende der hitzebeständigen Platte an das Rundrohr und schalten den Quervorschub ein. Nach kurzer Zeit beginnt sich das Metall des Rohres stark zu erhitzen und rot zu werden. In diesem Fall kommt es zu einer ziemlich starken Erweichung des Rohrmetalls.
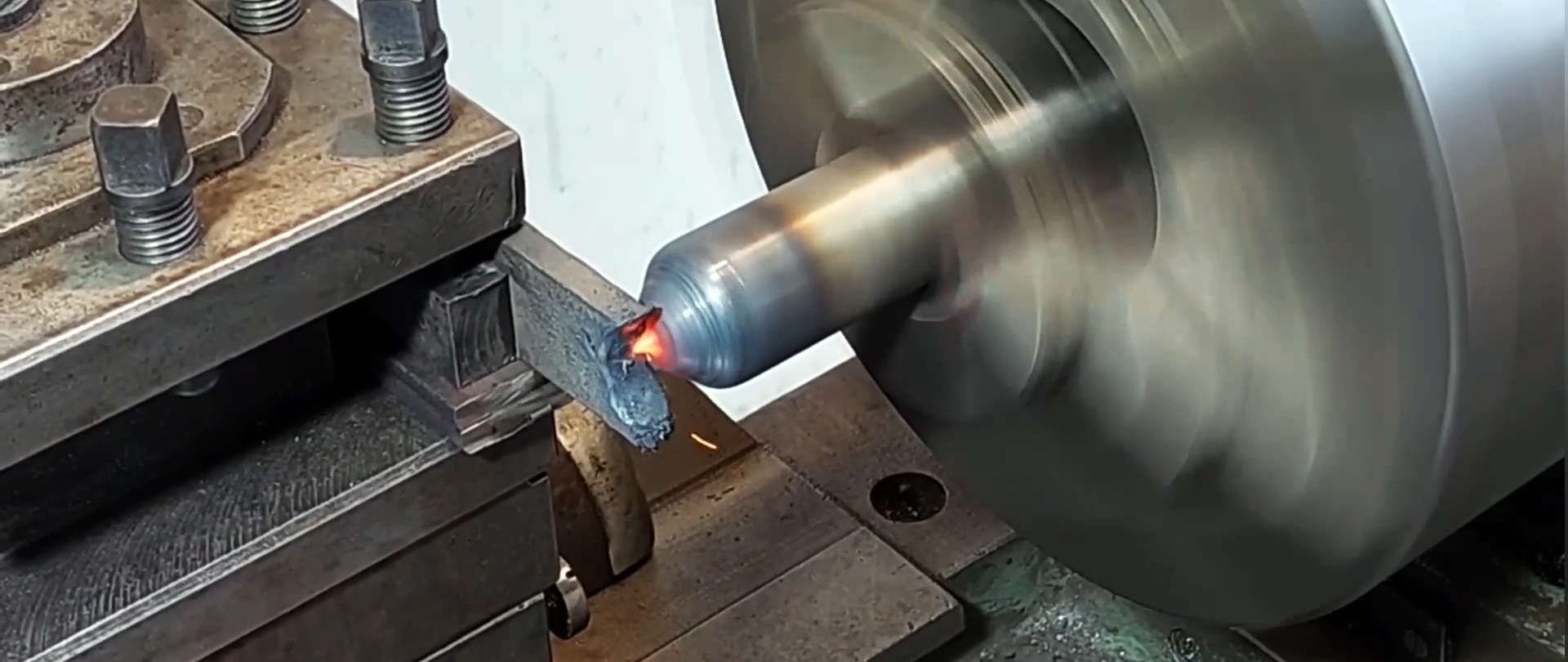
Durch die Kombination von Quer- und Längsvorschub des Bremssattels erhalten wir am Rohrende einen geraden Kegel, den wir nach und nach in eine nahezu Halbkugel verwandeln. Dann legen wir die Aussparung der hitzebeständigen Platte an den Rohrabschnitt hinter dem Endkopf an und erhitzen außerdem durch Einstellen des Quer- und Längsvorschubs das Metall glühend heiß und formen zunächst einen Kegel und dann fast einen Hemisphäre.
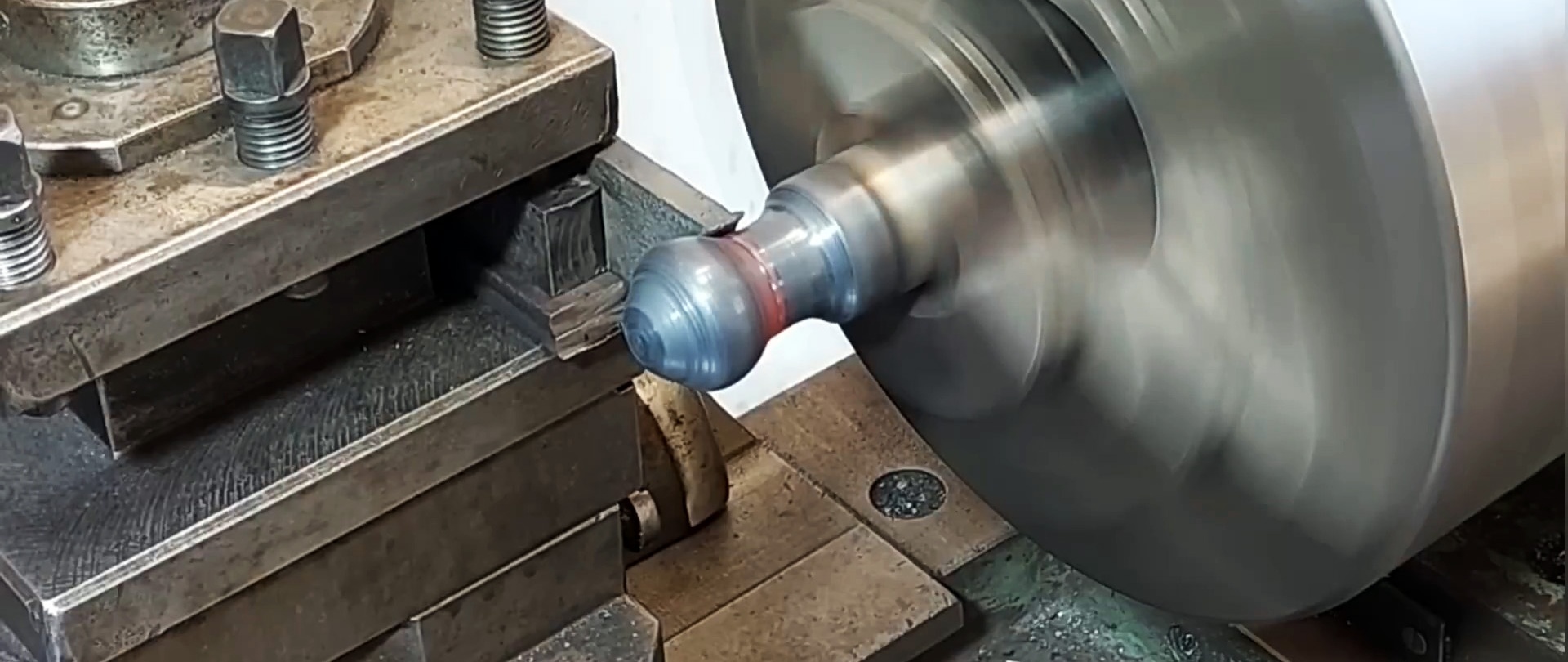
Durch weitere thermische und mechanische Beeinflussung des resultierenden Profils erreichen wir die ideal mögliche Kugelform. Lassen Sie das Metall abkühlen, lassen Sie es etwas los und installieren Sie das Rohr mit einem grob geformten kugelförmigen Ende wieder.

Mit einer Handfeile entfernen wir die auffälligsten Flecken, Unregelmäßigkeiten und Grate. Dann beginnen wir den Schleifvorgang mit Schleifpapier mit abnehmender Körnung, zunächst mit niedriger Geschwindigkeit und schleifen die Oberfläche anschließend mit maximaler Geschwindigkeit ab.


Schau das Video
Ähnliche Meisterkurse












