How to make a ball cutter with your own hands
Industrially produced ball-shaped cutters are rarely found on the market and are usually designed to perform a specific operation on a specific part. It is usually not possible to use them for processing other products. And they are not cheap due to the high-quality steel that goes into their production, complex processing technology, complex hardening processes and small production batches.

All these factors force craftsmen, when the need arises for such an instrument, to look for independent ways of making them. They are especially often needed by those who repair cars, motorcycles and other vehicles.
Using simple ball mills, for example, channels in engine cylinder heads are bored during their repair. Practically, only they can process curved channels with high quality and precision. No other type of cutter is suitable for such work. You can use a conventional electric drill as a drive for a home-made ball cutter.
A ball cutter (cone cutter, burr cutter) can be made from a ball of suitable diameter from a ball bearing or from a ball joint for the steering or suspension of a car. Hard steels are used to make these parts, so cutters made from them will have good cutting properties.
Let us choose a ball from a bearing with a diameter of 33 mm as a blank. What might we need to make a roller cutter?
You can get by with a minimum of tools:
The set of necessary materials, taking into account the functionality of a self-made burr cutter, is also short.
We will need:
Of course, if you follow all the technological canons of making a tool from hardened metal, then it should first be tempered in order to facilitate subsequent machining. But for this you need a muffle furnace, which we don’t have. Because of this, we will need a little more time, effort and wear on the cutting and turning discs, which is not too difficult, because we are making only one ball cutter.
Once again, use a caliper to measure the diameter of the selected ball and make sure that you have to remove a 0.5 mm layer of metal from its surface. After all, we need a cutter with a diameter of 32 mm.

The mandrel could be made by drilling a blind hole in the ball, followed by threading.But this will not be so easy to do, since in this case you will definitely have to release the metal of the workpiece, have a special device for holding the ball during processing and, of course, a drilling machine, which is not available.

Therefore, we settle on the option with a welded nut and a mandrel screwed into the thread of the hardware. To do this, clamp the ball in a vice and use a welding machine to secure the nut to the workpiece. Upon completion of welding, quickly cool the resulting joint in water to prevent the metal of the ball from releasing.


We securely screw the mandrel into the nut and secure it in the spindle of an electric drill or grinder, which, in turn, must be securely fixed using clamps or a vice. Everything is ready to adjust the diameter of the ball to the desired size.

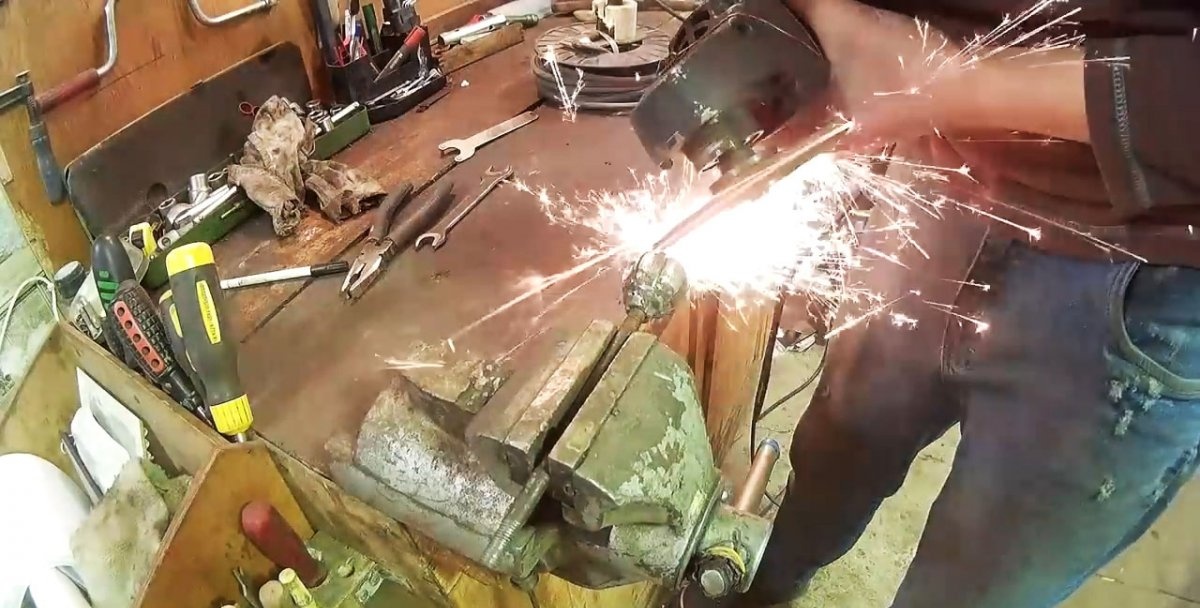
To do this, we rotate the spindle with the workpiece secured and begin removing metal using a turning disc and a grinder, constantly monitoring the diameter of the ball being processed with a caliper.

Having received the desired transverse size (32 mm), we stop processing.
Now everything is ready to form the cutting teeth. We secure the workpiece by the shank in a metal vice and, using a grinder with a cutting disc, begin to make the longitudinal grooves that will be necessary to obtain cutting edges.

The question arises: how many grooves should I make? The answer is clear: the harder the material being processed, the more there should be. Since we are going to restore a motorcycle cylinder block made of duralumin, it is enough to make 10 grooves to get 9 cutting edges.
Using a turning disc, we remove excess metal to obtain a trapezoidal profile of the teeth directed in the direction of rotation of the tool.This operation is the most complex and important, so it must be performed with all the attention and accuracy. After this, we can assume that the cutter is completely ready for the intended work.

It remains to test it in action on a cylinder block from a Ural motorcycle or some other one with the same hole sizes. During operation, the cutter must be periodically lubricated with oil. So that the process proceeds more intensively and without unnecessary effort on the drive.

 The only thing I would like to warn you about is the processing area of the valve seat, which is made of steel. When approaching it, you should reduce the feed and hold the tool tightly so that it does not break out of your hands, which can result in injury or damage to the workpiece.
The only thing I would like to warn you about is the processing area of the valve seat, which is made of steel. When approaching it, you should reduce the feed and hold the tool tightly so that it does not break out of your hands, which can result in injury or damage to the workpiece.

When working with a ball cutter, you must protect your eyes with goggles and wear gloves on your hands. Of course, the grinder should have a protective cover. The fact is that when processing soft metals, the chips are different in size, which tend to fly in all directions and over long distances.
As for the tool, it is more advantageous to place the cutting edges not longitudinally to the axis of rotation, but at an angle. Then the cutter will work softer, more efficiently and the risk of unauthorized twisting will be reduced.
To eliminate tangential runout of the tool, it is more profitable to make a cutter from a car steering ball joint. Then there is no need to make a mandrel, because it already exists and is perfectly centered in relation to the ball.

All these factors force craftsmen, when the need arises for such an instrument, to look for independent ways of making them. They are especially often needed by those who repair cars, motorcycles and other vehicles.
Using simple ball mills, for example, channels in engine cylinder heads are bored during their repair. Practically, only they can process curved channels with high quality and precision. No other type of cutter is suitable for such work. You can use a conventional electric drill as a drive for a home-made ball cutter.
A ball cutter (cone cutter, burr cutter) can be made from a ball of suitable diameter from a ball bearing or from a ball joint for the steering or suspension of a car. Hard steels are used to make these parts, so cutters made from them will have good cutting properties.
Let us choose a ball from a bearing with a diameter of 33 mm as a blank. What might we need to make a roller cutter?
Tools and materials
You can get by with a minimum of tools:
- Grinder with cutting and turning disc.
- Welding machine.
- Vise for metal.
- Caliper and marker.
The set of necessary materials, taking into account the functionality of a self-made burr cutter, is also short.
We will need:
- Ball diameter 33 mm.
- Screw.
- Mandrel with thread at one end.
- Motorcycle cylinder block.
The process of making a roller cutter
Of course, if you follow all the technological canons of making a tool from hardened metal, then it should first be tempered in order to facilitate subsequent machining. But for this you need a muffle furnace, which we don’t have. Because of this, we will need a little more time, effort and wear on the cutting and turning discs, which is not too difficult, because we are making only one ball cutter.
Once again, use a caliper to measure the diameter of the selected ball and make sure that you have to remove a 0.5 mm layer of metal from its surface. After all, we need a cutter with a diameter of 32 mm.

The mandrel could be made by drilling a blind hole in the ball, followed by threading.But this will not be so easy to do, since in this case you will definitely have to release the metal of the workpiece, have a special device for holding the ball during processing and, of course, a drilling machine, which is not available.

Therefore, we settle on the option with a welded nut and a mandrel screwed into the thread of the hardware. To do this, clamp the ball in a vice and use a welding machine to secure the nut to the workpiece. Upon completion of welding, quickly cool the resulting joint in water to prevent the metal of the ball from releasing.


We securely screw the mandrel into the nut and secure it in the spindle of an electric drill or grinder, which, in turn, must be securely fixed using clamps or a vice. Everything is ready to adjust the diameter of the ball to the desired size.

To do this, we rotate the spindle with the workpiece secured and begin removing metal using a turning disc and a grinder, constantly monitoring the diameter of the ball being processed with a caliper.

Having received the desired transverse size (32 mm), we stop processing.
Now everything is ready to form the cutting teeth. We secure the workpiece by the shank in a metal vice and, using a grinder with a cutting disc, begin to make the longitudinal grooves that will be necessary to obtain cutting edges.

The question arises: how many grooves should I make? The answer is clear: the harder the material being processed, the more there should be. Since we are going to restore a motorcycle cylinder block made of duralumin, it is enough to make 10 grooves to get 9 cutting edges.
Using a turning disc, we remove excess metal to obtain a trapezoidal profile of the teeth directed in the direction of rotation of the tool.This operation is the most complex and important, so it must be performed with all the attention and accuracy. After this, we can assume that the cutter is completely ready for the intended work.
It remains to test it in action on a cylinder block from a Ural motorcycle or some other one with the same hole sizes. During operation, the cutter must be periodically lubricated with oil. So that the process proceeds more intensively and without unnecessary effort on the drive.



Warnings and Notes
When working with a ball cutter, you must protect your eyes with goggles and wear gloves on your hands. Of course, the grinder should have a protective cover. The fact is that when processing soft metals, the chips are different in size, which tend to fly in all directions and over long distances.
As for the tool, it is more advantageous to place the cutting edges not longitudinally to the axis of rotation, but at an angle. Then the cutter will work softer, more efficiently and the risk of unauthorized twisting will be reduced.
To eliminate tangential runout of the tool, it is more profitable to make a cutter from a car steering ball joint. Then there is no need to make a mandrel, because it already exists and is perfectly centered in relation to the ball.
Watch the video
Similar master classes





Particularly interesting






Comments (0)
