Manual hole punch for tin from broken pliers
Old pliers with a broken handle can be converted into a hole punch for punching tin and thin sheet aluminum. This tool is useful when installing blind rivets and performing spot welding.

The old handles of the pliers are cut off. Before this, you need to restore their mobility if they are rusty and do not move apart. In most cases, it is enough to spray WD-40; in more difficult situations, you will first have to soak them in a solution of citric acid.

Instead of cut handles, new, longer ones are welded.

They can be made from a 10x10 mm square. To form a characteristic bend on the rod, it is necessary to make 5-7 transverse cuts in place with a grinder, not bringing them 2-3 mm to the end. After this, the square will bend easily.


Bent blanks are welded instead of cut handles. You also need to weld the comb on the bend and carefully sand everything.


After this, the cutter itself is made. For this you need a welded loop.

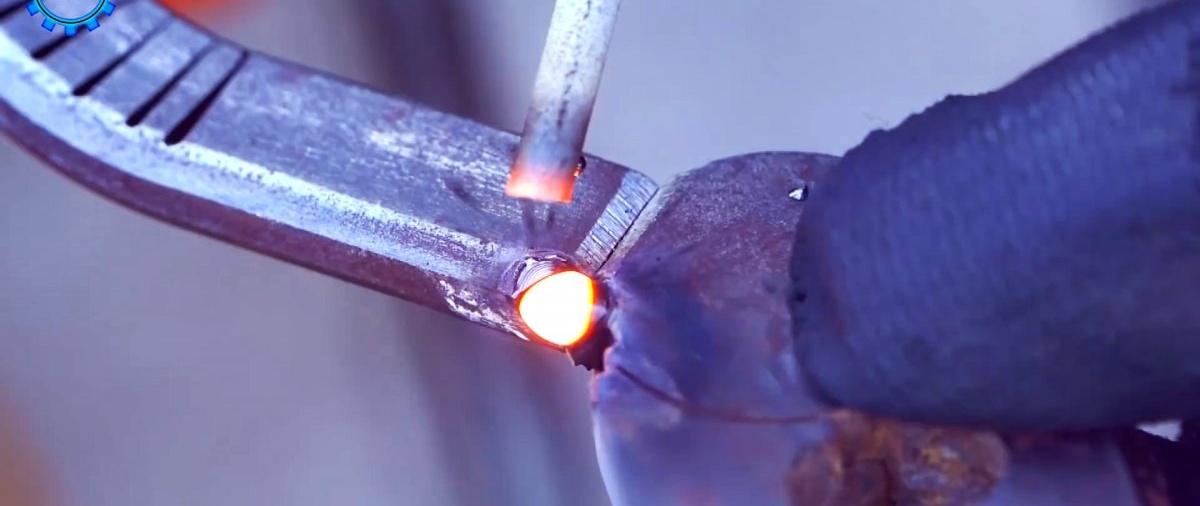
A piece of 4-6 mm tube and a part with an axial pin are cut from it.The latter will need to be shortened to the length of the cut tube. Then the parts are joined and welded to the ends of the jaws.





After this, you need to lightly drill out the axle pin. The resulting tool easily punches neat, perfectly round holes in thin sheet metal in just a matter of seconds.



What you will need:
- old pliers;
- square 10x10 mm;
- welded loop.
Hole punch manufacturing process
The old handles of the pliers are cut off. Before this, you need to restore their mobility if they are rusty and do not move apart. In most cases, it is enough to spray WD-40; in more difficult situations, you will first have to soak them in a solution of citric acid.

Instead of cut handles, new, longer ones are welded.

They can be made from a 10x10 mm square. To form a characteristic bend on the rod, it is necessary to make 5-7 transverse cuts in place with a grinder, not bringing them 2-3 mm to the end. After this, the square will bend easily.


Bent blanks are welded instead of cut handles. You also need to weld the comb on the bend and carefully sand everything.

After this, the cutter itself is made. For this you need a welded loop.
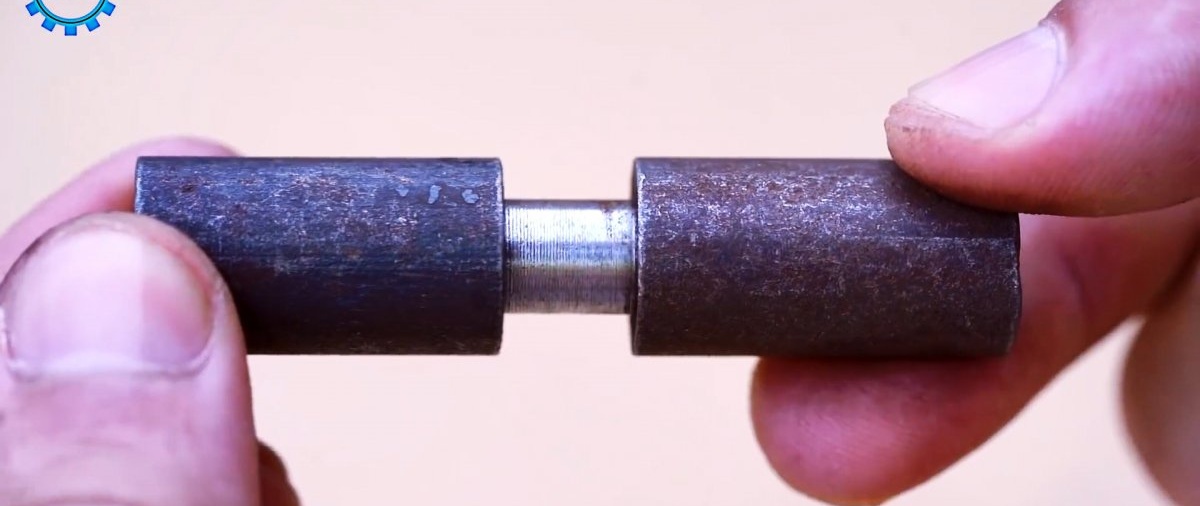
A piece of 4-6 mm tube and a part with an axial pin are cut from it.The latter will need to be shortened to the length of the cut tube. Then the parts are joined and welded to the ends of the jaws.
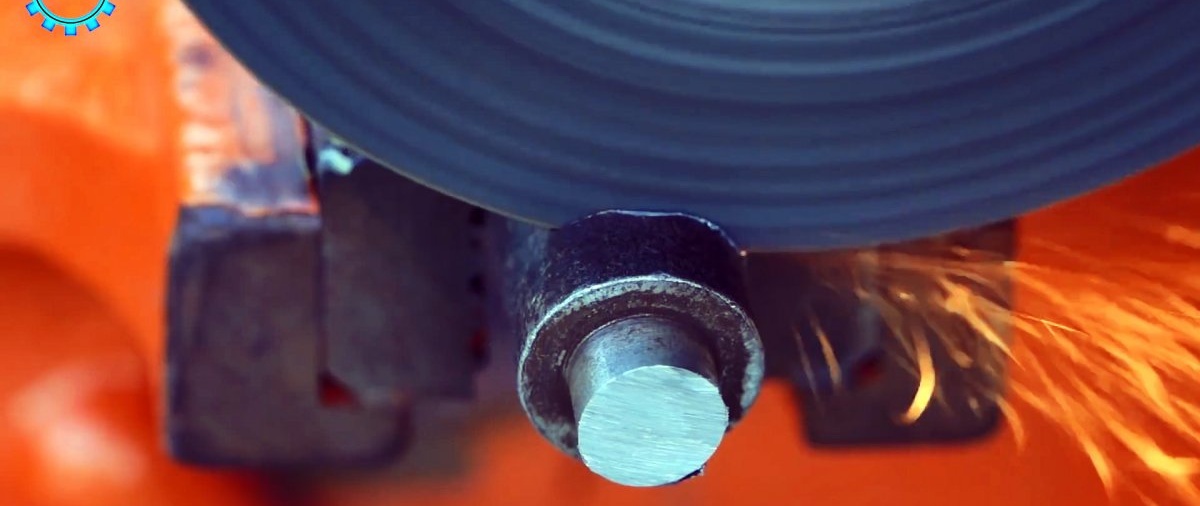




After this, you need to lightly drill out the axle pin. The resulting tool easily punches neat, perfectly round holes in thin sheet metal in just a matter of seconds.


Watch the video
Similar master classes






Particularly interesting






Comments (0)
