Cómo perforar cualquier acero rápido con un taladro para azulejos
¿Cómo perforar acero de alta velocidad P6M5 o HSS según la designación europea? Por ejemplo, hicimos un cuchillo con una hoja de una sierra mecánica y necesitamos perforar agujeros con un diámetro de 5 a 6 mm para que los pasadores instalen y aseguren las almohadillas del mango.
Es posible que se necesite la misma operación para perforar una hoja de sierra para metales de acero 1Х6ВФ, con la que se pueden fabricar algunos productos útiles. Un trozo de hoja de sierra mecánica de acero 9HF es adecuado no solo para fabricar cuchillos, sino también, por ejemplo, llaveros no estándar.

Todos los aceros rápidos considerados y otros grados se perforan con brocas en forma de lanza (pluma) para baldosas, que tienen diferentes diseños. Por ejemplo, los mangos se hacen redondos o hexagonales, lo que no es de fundamental importancia para el trabajo principal: la perforación.

Se venden libremente en casi todas las ferreterías o puntos de venta de todo tipo de herramientas.Lo que es muy importante, los taladros de este tipo y finalidad son atractivos porque son económicos.
Además, para perforar aceros de alta velocidad, necesitará cortadores de diversas formas y diseños. Con su ayuda se garantiza la precisión, la limpieza, la forma y el diámetro requerido del orificio perforado.

Tenemos que perforar las siguientes muestras:
Comencemos con una hoja de sierra para metales. Como herramienta elegiremos una broca para azulejos usada, que ya haya sido afilada más de una vez con un disco de diamante. Es decir, durante mucho tiempo no quedó nada del afilado de fábrica, lo que sin duda habría dado el mejor resultado.
Insertamos nuestra herramienta en el portabrocas de un taladro eléctrico y comenzamos a perforar sin necesidad de lubricación ni refrigeración. Seleccionamos baja velocidad como modo de funcionamiento. Notamos que el proceso es lento, pero con algo de paciencia, al cabo de un tiempo aparece una depresión cónica en la hoja, una especie de avellanado provocado por la forma de nuestro taladro.

Perforamos hasta que aparece un tubérculo del otro lado.

Después de esto, damos la vuelta al lienzo y continuamos el proceso, centrándonos en el tubérculo.


Perforando alternativamente de un lado a otro conseguimos aumentar el diámetro del agujero hasta conseguir el tamaño deseado.

La siguiente muestra es una hoja de sierra de marco. Seleccionamos el lugar de perforación en la base de los dientes, donde el material tiene mayor dureza.

El proceso tampoco avanza muy rápido, sino de manera constante. Esto se puede ver en el volumen de virutas que aumenta gradualmente alrededor de la broca.

Notamos que el trabajo va más rápido si balanceamos ligeramente la herramienta de lado a lado. Esto ayuda a eliminar las virutas del área de corte.
Seguimos perforando por un lado hasta que la punta de la herramienta pase todo el espesor del metal y forme un pequeño tubérculo en el otro lado de nuestra muestra.

Dado que el espesor del metal es mayor que el de una hoja de metal, tendremos que sustituir el taladro a mitad del proceso o reafilar el que estamos utilizando. Después de esto, damos la vuelta a la muestra y continuamos perforando.


Después de unas pocas vueltas del taladro se forma un agujero pasante. Continuando con el proceso conseguimos el diámetro requerido para la pieza acoplada.
Haga el agujero con un cortador adecuado.

En nuestro caso, lo más conveniente es utilizar una herramienta de forma cónica. Es más fácil y rápido conseguir el tamaño de agujero requerido y darle forma cilíndrica.

Después de todo, después de usar un taladro de pluma con su gran cono, el orificio resulta tener un diámetro diferente: más cerca de la superficie de la muestra es más grande y en el centro es más pequeño.

Comencemos a perforar la hoja con una sierra mecánica.

Para ello también elegimos una zona más cercana a los dientes, ya que en este lugar el metal es más duro debido a un endurecimiento especial.


El proceso parece ser más rápido en comparación con las dos muestras anteriores. Esto se puede ver en la intensidad de la formación de viruta y en la realización de un agujero pasante sin taladrar desde el reverso.

Uno de los cortadores ayudará a llevar el agujero al diámetro deseado y darle forma cilíndrica, como en casos anteriores.




En la práctica, estamos convencidos de que cualquier calidad de acero rápido se puede perforar con brocas de pluma chinas comunes para baldosas, cuyas principales ventajas son la accesibilidad y el precio económico.También en este caso son útiles los cortadores estándar, con la ayuda de los cuales se especifica el diámetro de los orificios y se les da una forma cilíndrica.
Usando aceite de linaza para perforar (se usa cuando se trabaja con acero inoxidable y contiene ácido oleico), será posible aumentar la productividad, afilar la herramienta con menos frecuencia y mejorar la limpieza del procesamiento.
La práctica demuestra que el proceso de perforación de aceros rápidos será más productivo si primero se utilizan brocas de menor diámetro y luego de mayor diámetro.
Algunos artesanos utilizan como herramientas para perforar aceros rápidos tornillos o tornillos fabricados en Alemania y utilizados para trabajos en hormigón. Su característica distintiva es que en la cabeza está la letra "H" (endurecida - endurecida).
Es posible que se necesite la misma operación para perforar una hoja de sierra para metales de acero 1Х6ВФ, con la que se pueden fabricar algunos productos útiles. Un trozo de hoja de sierra mecánica de acero 9HF es adecuado no solo para fabricar cuchillos, sino también, por ejemplo, llaveros no estándar.

Herramientas y muestras necesarias.
Todos los aceros rápidos considerados y otros grados se perforan con brocas en forma de lanza (pluma) para baldosas, que tienen diferentes diseños. Por ejemplo, los mangos se hacen redondos o hexagonales, lo que no es de fundamental importancia para el trabajo principal: la perforación.

Se venden libremente en casi todas las ferreterías o puntos de venta de todo tipo de herramientas.Lo que es muy importante, los taladros de este tipo y finalidad son atractivos porque son económicos.
Además, para perforar aceros de alta velocidad, necesitará cortadores de diversas formas y diseños. Con su ayuda se garantiza la precisión, la limpieza, la forma y el diámetro requerido del orificio perforado.

Tenemos que perforar las siguientes muestras:
- una pieza de una sierra de marco de acero 9HF.
- hoja de una sierra para metales hecha de acero de grado 1Х6ВФ.
- Hoja de sierra mecánica fabricada en acero HSS.
El proceso de perforación de muestras de acero de alta velocidad.
Comencemos con una hoja de sierra para metales. Como herramienta elegiremos una broca para azulejos usada, que ya haya sido afilada más de una vez con un disco de diamante. Es decir, durante mucho tiempo no quedó nada del afilado de fábrica, lo que sin duda habría dado el mejor resultado.
Insertamos nuestra herramienta en el portabrocas de un taladro eléctrico y comenzamos a perforar sin necesidad de lubricación ni refrigeración. Seleccionamos baja velocidad como modo de funcionamiento. Notamos que el proceso es lento, pero con algo de paciencia, al cabo de un tiempo aparece una depresión cónica en la hoja, una especie de avellanado provocado por la forma de nuestro taladro.

Perforamos hasta que aparece un tubérculo del otro lado.

Después de esto, damos la vuelta al lienzo y continuamos el proceso, centrándonos en el tubérculo.

Perforando alternativamente de un lado a otro conseguimos aumentar el diámetro del agujero hasta conseguir el tamaño deseado.

La siguiente muestra es una hoja de sierra de marco. Seleccionamos el lugar de perforación en la base de los dientes, donde el material tiene mayor dureza.

El proceso tampoco avanza muy rápido, sino de manera constante. Esto se puede ver en el volumen de virutas que aumenta gradualmente alrededor de la broca.

Notamos que el trabajo va más rápido si balanceamos ligeramente la herramienta de lado a lado. Esto ayuda a eliminar las virutas del área de corte.
Seguimos perforando por un lado hasta que la punta de la herramienta pase todo el espesor del metal y forme un pequeño tubérculo en el otro lado de nuestra muestra.

Dado que el espesor del metal es mayor que el de una hoja de metal, tendremos que sustituir el taladro a mitad del proceso o reafilar el que estamos utilizando. Después de esto, damos la vuelta a la muestra y continuamos perforando.


Después de unas pocas vueltas del taladro se forma un agujero pasante. Continuando con el proceso conseguimos el diámetro requerido para la pieza acoplada.
Haga el agujero con un cortador adecuado.

En nuestro caso, lo más conveniente es utilizar una herramienta de forma cónica. Es más fácil y rápido conseguir el tamaño de agujero requerido y darle forma cilíndrica.

Después de todo, después de usar un taladro de pluma con su gran cono, el orificio resulta tener un diámetro diferente: más cerca de la superficie de la muestra es más grande y en el centro es más pequeño.

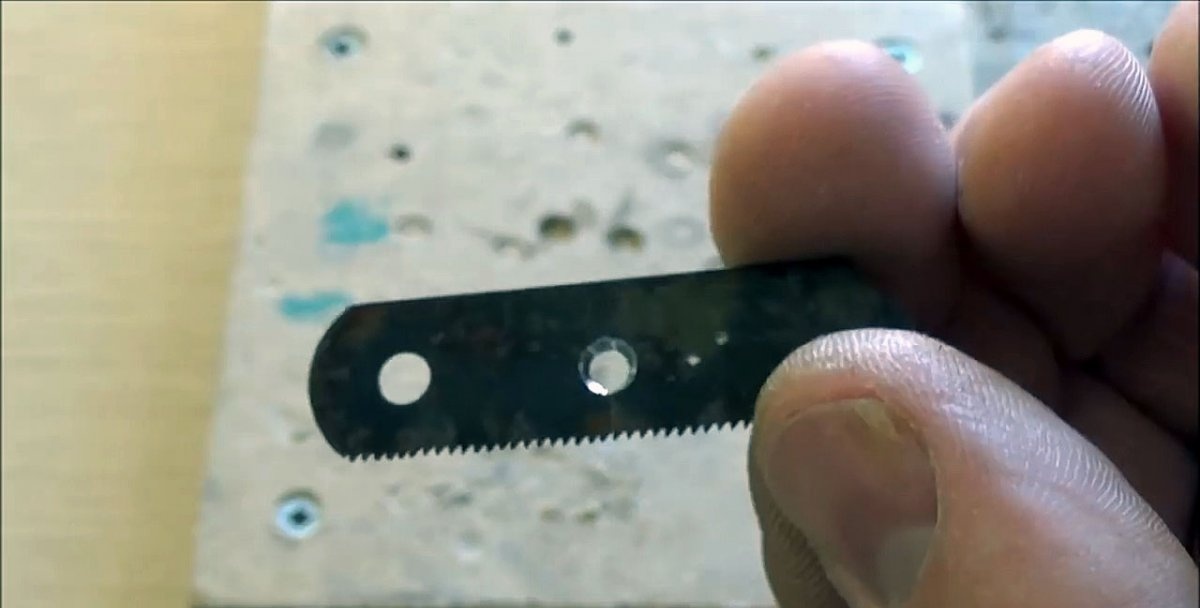
Comencemos a perforar la hoja con una sierra mecánica.

Para ello también elegimos una zona más cercana a los dientes, ya que en este lugar el metal es más duro debido a un endurecimiento especial.


El proceso parece ser más rápido en comparación con las dos muestras anteriores. Esto se puede ver en la intensidad de la formación de viruta y en la realización de un agujero pasante sin taladrar desde el reverso.

Uno de los cortadores ayudará a llevar el agujero al diámetro deseado y darle forma cilíndrica, como en casos anteriores.




En la práctica, estamos convencidos de que cualquier calidad de acero rápido se puede perforar con brocas de pluma chinas comunes para baldosas, cuyas principales ventajas son la accesibilidad y el precio económico.También en este caso son útiles los cortadores estándar, con la ayuda de los cuales se especifica el diámetro de los orificios y se les da una forma cilíndrica.
Consejos y notas finales
Usando aceite de linaza para perforar (se usa cuando se trabaja con acero inoxidable y contiene ácido oleico), será posible aumentar la productividad, afilar la herramienta con menos frecuencia y mejorar la limpieza del procesamiento.
La práctica demuestra que el proceso de perforación de aceros rápidos será más productivo si primero se utilizan brocas de menor diámetro y luego de mayor diámetro.
Algunos artesanos utilizan como herramientas para perforar aceros rápidos tornillos o tornillos fabricados en Alemania y utilizados para trabajos en hormigón. Su característica distintiva es que en la cabeza está la letra "H" (endurecida - endurecida).
Ver el vídeo
Clases magistrales similares






Particularmente interesante






Comentarios (23)
