Come arrotolare una pipa e realizzare una bella punta utilizzando un tornio
Sui torni, oltre alla lavorazione di pezzi principalmente metallici, possono essere eseguite molte altre operazioni, in particolare il processo di saldatura per attrito delle estremità o la laminazione di tubi utilizzando il metodo termomeccanico.
Come realizzare una bella punta utilizzando un tornio
In entrambi i casi viene utilizzato il processo noto da tempo di conversione dell'energia cinetica o motrice nella sua forma termica. Consiste nel fatto che quando pezzi o parti metalliche si sfregano l'una contro l'altra, la loro temperatura aumenta e può raggiungere prima il punto di rammollimento della plastica, e poi anche il punto di fusione.

Proviamo a utilizzare questa tecnica per il processo di arrotolamento di un tubo tondo. Per fare ciò, nel portautensili, invece di una taglierina convenzionale, fissiamo una piastra rigida in acciaio resistente al calore con una rientranza semicilindrica all'estremità di lavoro, il cui diametro deve coincidere con il diametro esterno del tondo tubo che andremo a sottoporre al processo di laminazione.
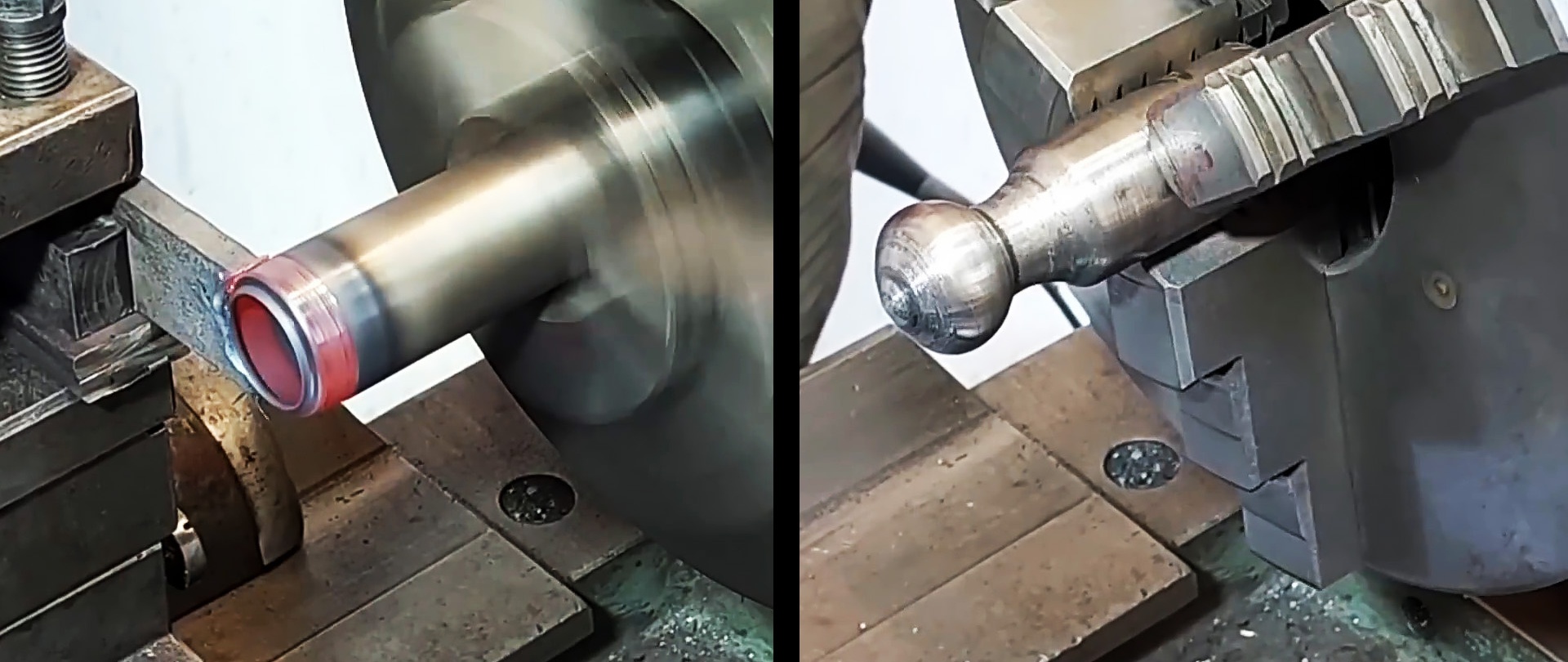
Per evitare che l'estremità di un tubo tondo inizi a deformarsi sotto l'influenza termomeccanica, prima di fissarlo nel mandrino di un tornio, inseriamo in esso un dado a bussola o qualcosa di simile di diametro adeguato.
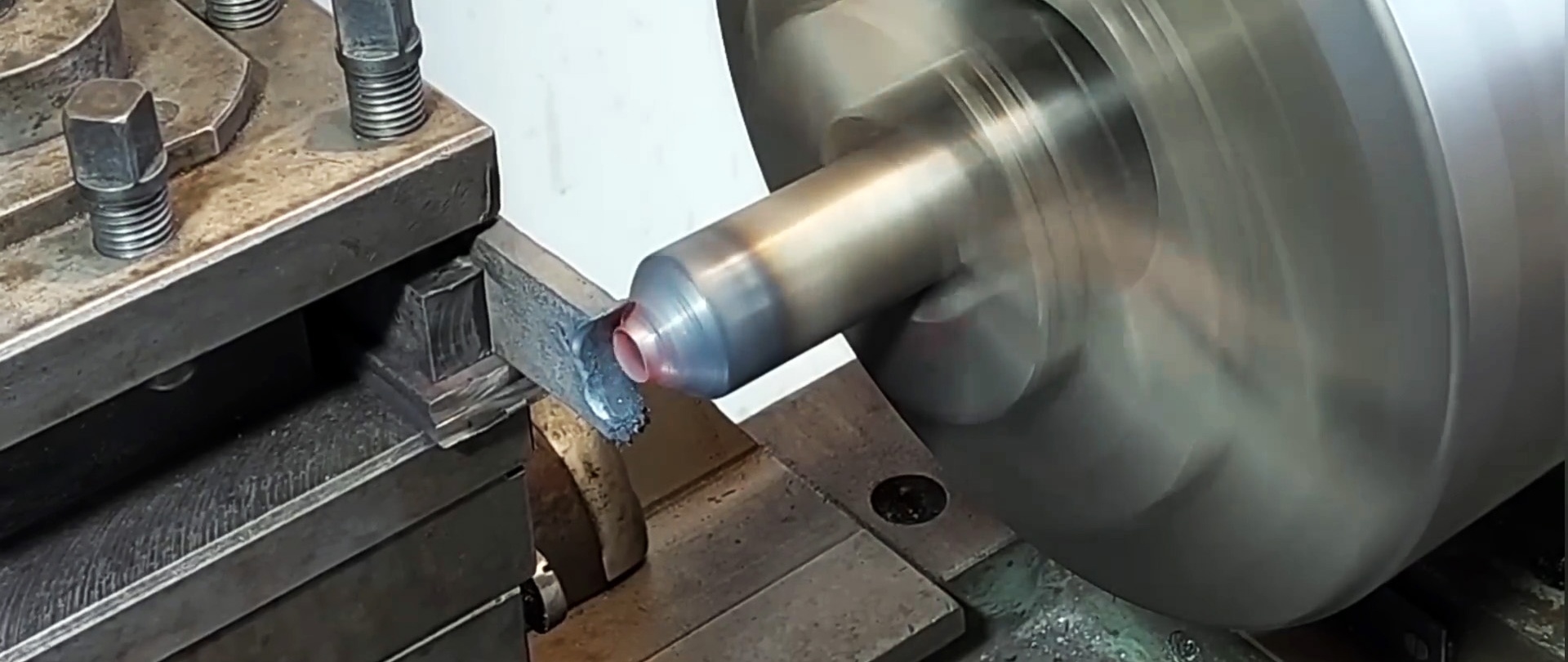
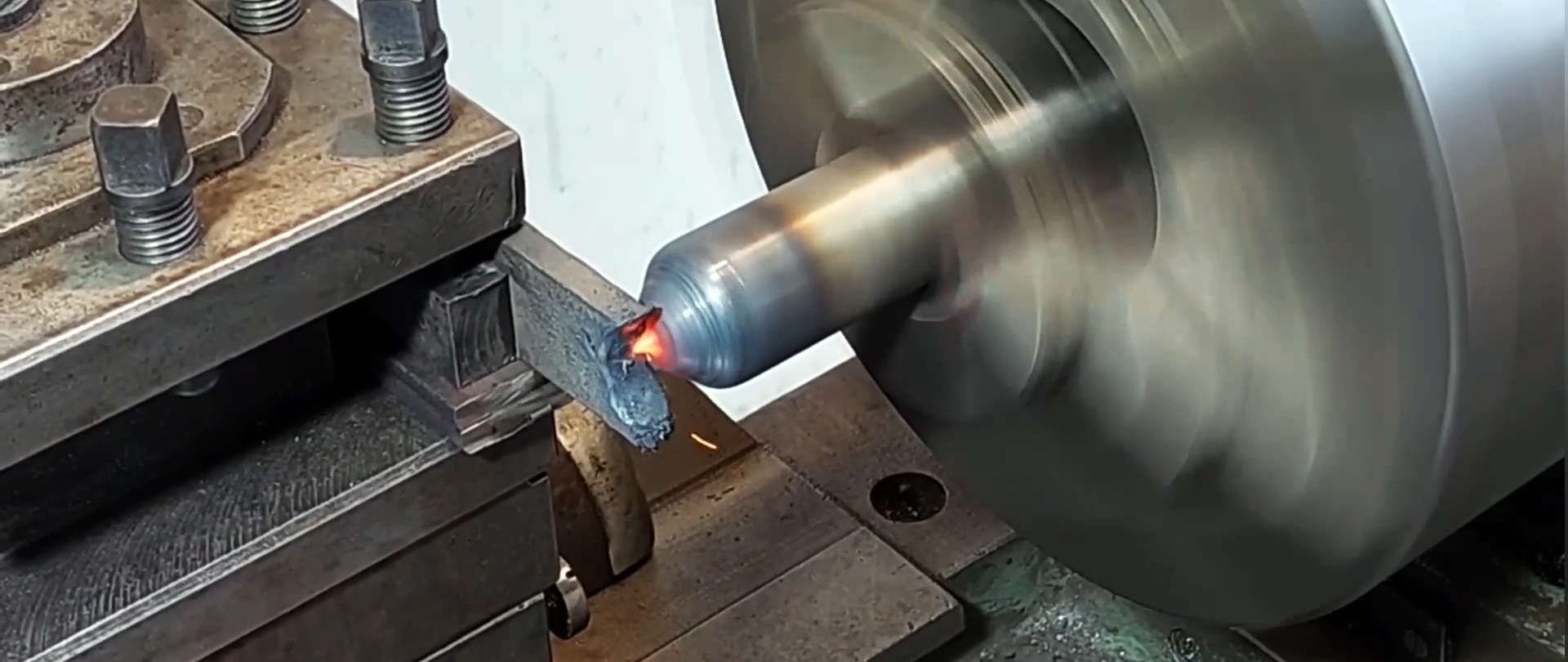
Portiamo la rientranza all'estremità di lavoro della piastra resistente al calore al tubo tondo e attiviamo l'alimentazione trasversale. Dopo poco tempo il metallo del tubo inizierà a riscaldarsi intensamente e diventerà rosso. In questo caso si verifica un ammorbidimento abbastanza significativo del metallo del tubo.
Combinando l'avanzamento trasversale e longitudinale della pinza, otteniamo all'estremità del tubo un cono diritto, che trasformiamo gradualmente in una quasi emisfero. Appoggiamo quindi l'incavo della piastra resistente al calore contro il tratto di tubo dietro la testata terminale e, inoltre, regolando l'avanzamento trasversale e longitudinale, scaldiamo il metallo arroventato e formiamo prima un cono, e poi quasi un emisfero.
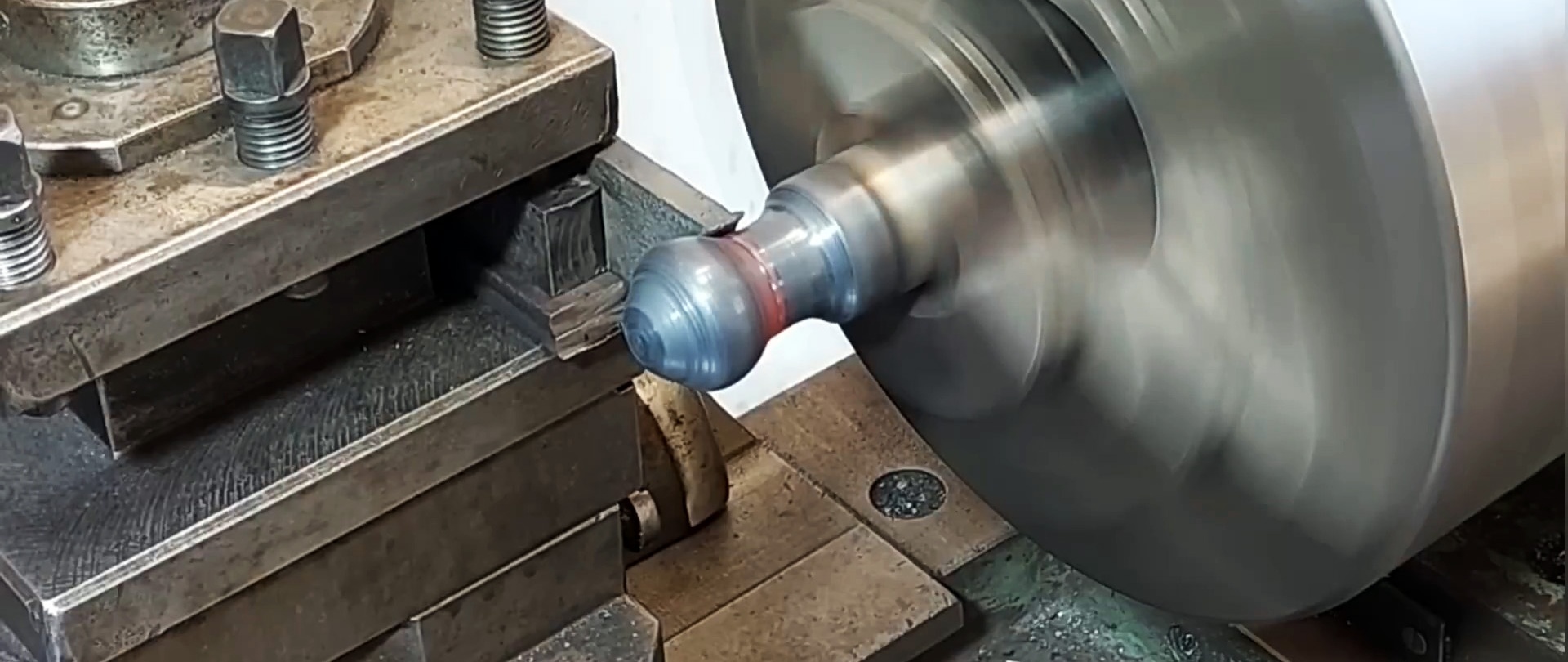
Inoltre, continuando a influenzare termicamente e meccanicamente il profilo risultante, otteniamo la forma sferoidale idealmente possibile. Lasciare raffreddare il metallo, rilasciarlo leggermente e reinstallare il tubo con un'estremità sferoidale approssimativamente formata.

Utilizzando una lima manuale rimuoviamo i segni, le irregolarità e le sbavature più evidenti. Successivamente iniziamo il processo di levigatura utilizzando carta vetrata a grana decrescente, prima a bassa velocità e finiamo di levigare la superficie alla massima velocità.


Guarda il video
Masterclass simili






Particolarmente interessante






