Wykonanie długiego stojaka do cięcia pod szlifierkę kątową

Możesz uzyskać pełnoprawną maszynę do cięcia arkuszy nawet przy użyciu bezy zwykłej szlifierki, co zademonstruję. Zrobiłem prowadnicę liniową, za pomocą której można ciąć metal, drewno, plastik, a nawet płytki ceramiczne. Jest stosunkowo tani w produkcji, zajmuje mało miejsca i ma wszechstronne zastosowanie.
Zmarnowane materiały
Do wykonania stojaka pod szlifierkę kątową według moich pomiarów potrzebne będą:
- rura profilowana 40x20mm – 0,32m;
- rura profilowana 20x20 mm – 1,38 m;
- rura profilowana 15x15 mm – 0,34 m;
- listwa 40 mm – 0,14 m;
- listwa 20 mm – 0,16 m;
- łożyska serii 100 – 16 szt.;
- Śruby M10 pod sześciokąt 75 mm – 8 szt.;
- nakrętki M10 – 12 szt.;
- podkładki 10 mm – 32 szt.;
- nakrętki długie M12 – 3 szt.;
- długa nakrętka M10;
- Śruba M12 z pełnym gwintem 200 mm;
- śruby M10 40 mm – 2 szt.;
- Śruba sześciokątna z pełnym gwintem 70 mm;
- zaślepki do profilu 20x20 – 6 szt.;
- zaślepki do profilu 40x20 – 1 szt.;
- rura profilowana 50x50 do prowadnicy – 2 m lub więcej.
Produkcja prowadnic i wózków

Najpierw musisz wykonać wózek rolkowy do prowadnicy liniowej. Podstawą będzie rura profilowana o przekroju 20x20 mm. Będziesz potrzebował 4 półfabrykatów o długości 300 mm.

Teraz musisz wywiercić otwory przelotowe w celu przyszłego połączenia części. Ich środki znajdują się w odległości 25 mm od każdej krawędzi rur profilowych. Będziesz potrzebował wiertła o średnicy 11 mm.
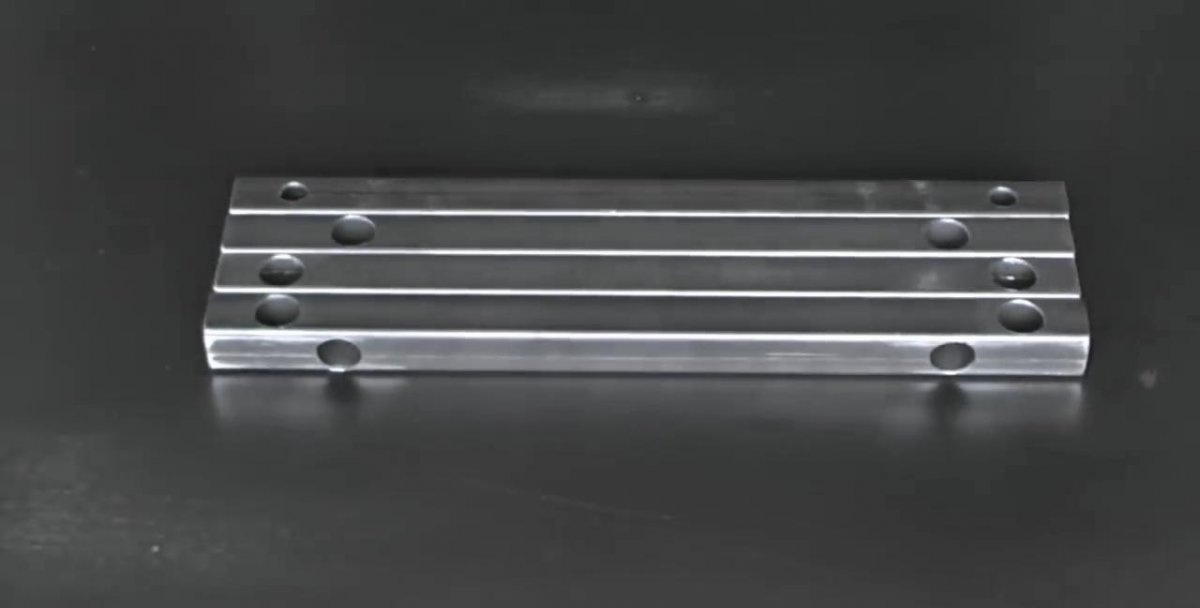
Przewracając powlekany profil na drugą stronę i cofając się o 50 mm, po obu stronach wykonuje się podobne otwory przelotowe. Stosowane jest wiertło o średnicy 11 mm.
Aby ukryć śruby użyte później podczas montażu wózka, należy uzupełnić otwory przelotowe w przedmiotach obrabianych. W tym celu należy przewiercić jedną ściankę każdego profilu wiertłem o średnicy 17 mm. W ten sposób wszystkie 16 dołków zostaje ukończonych, pozostałe 16 przylegające do nich pozostają nietknięte.

Teraz musisz zrobić ramię, aby zabezpieczyć sam młynek. W tym celu stosuje się rurę profilowaną 40x20 o długości 300 mm.

Aby w przyszłości móc regulować głębokość cięcia niezbędny jest dodatkowy element regulacyjny. Wykonany jest z rury profilowej o wymiarach 20x20 mm. Przygotowuje się odcinek o długości 160 mm. Jego końce są ścięte pod kątem 45 stopni. Możesz ciąć na oko, ponieważ dokładność nie jest tak krytyczna.
Z rury profilowej o przekroju 15x15 mm należy wyciąć małe podkładki o długości 40 mm. W sumie potrzeba 8 sztuk.

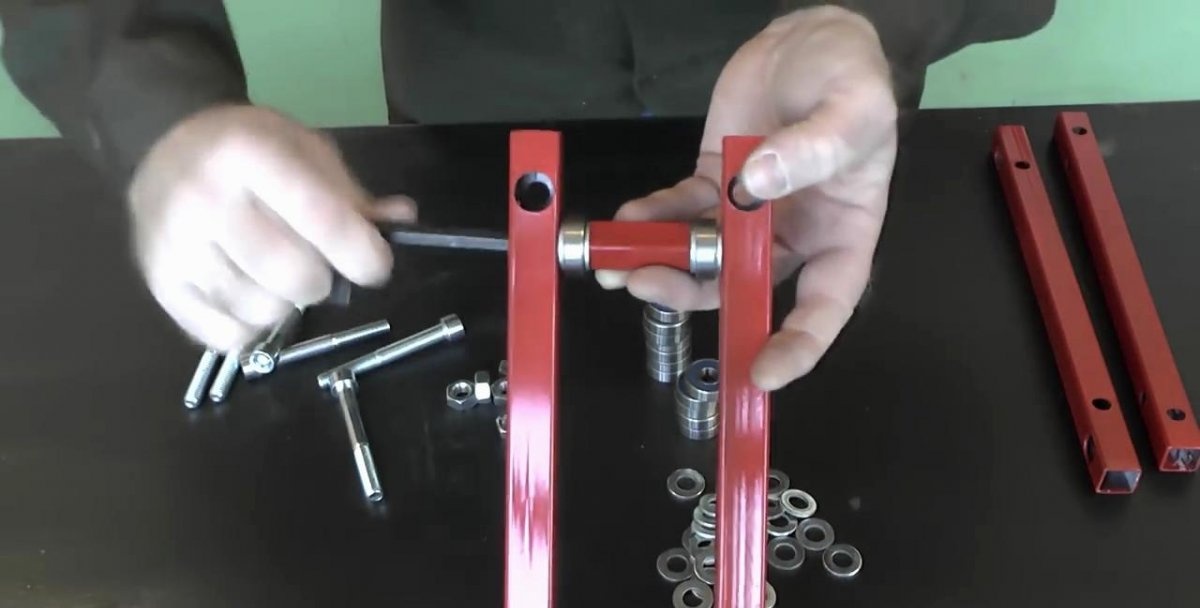
Po skończeniu z tymi wykrojami nadszedł czas, aby je złożyć. Jako pętla łącząca zostanie zastosowana śruba M12 z gwintem pełnym o długości 200 mm. Przykręca się do niego 3 długie nakrętki M12.
Po zabezpieczeniu śrub nakrętkami za pomocą zacisków do stołu należy przymocować półfabrykaty z pary profili 20x20 i jednego 40x20.Rury należy przyspawać do nakrętek.

Z taśmy stalowej o szerokości 40 mm należy wyciąć 2 kawałki o długości 50 mm. Wywierć otwór w środku bliżej krawędzi za pomocą wiertła 11 mm.
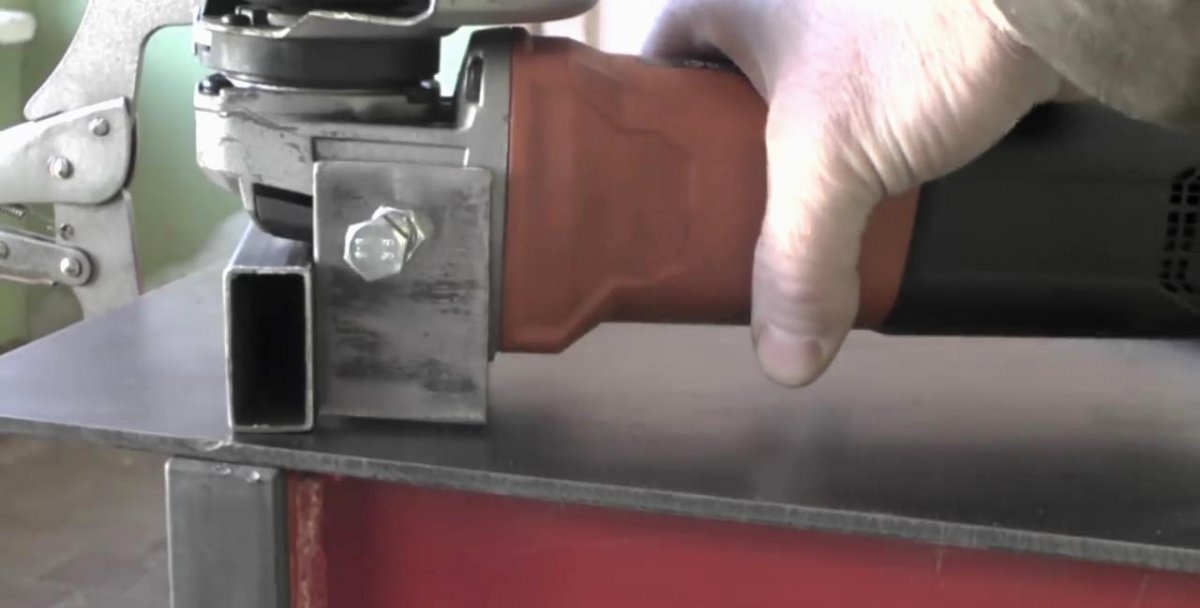
Płytki przykręcamy do przekładni szlifierki w standardowe otwory służące do mocowania rękojeści. W niektórych narzędziach otwory te można wykonać pod śruby M8, co należy wziąć pod uwagę. Aby zapewnić niezawodność, śruby mocujące M10 40 mm muszą być wyposażone w nakrętki. Śruby wkręca się w skrzynię biegów przez płytki i dokręca nakrętkami.
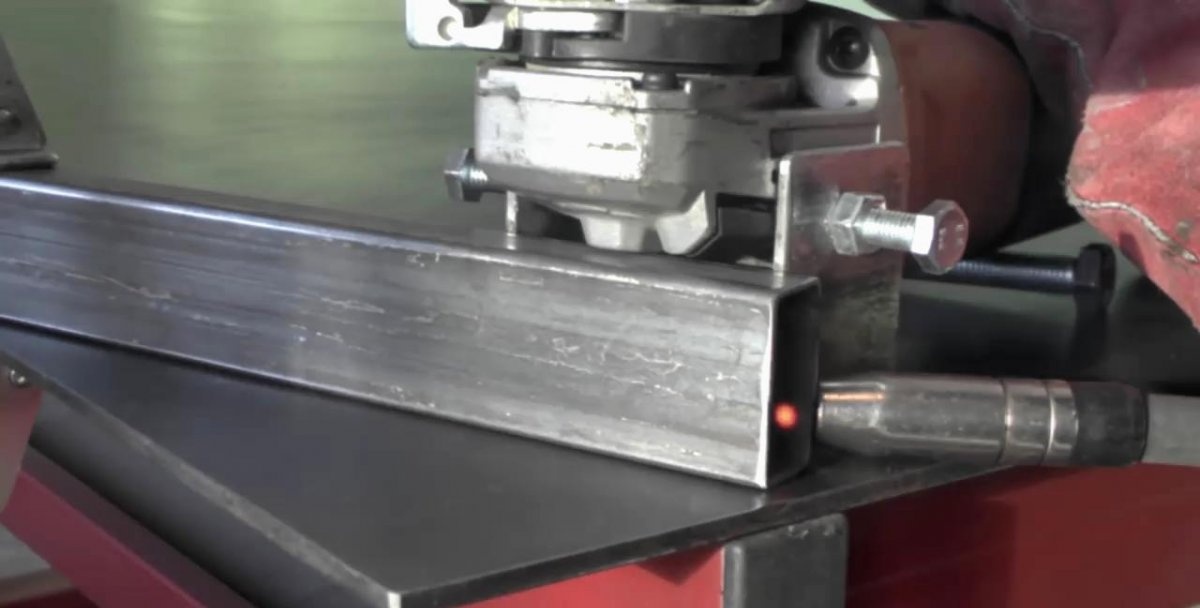
Należy przymocować szlifierkę z płytami do przedmiotu obrabianego z profilu 40x20 mm i przyspawać. Następnie narzędzie można zdjąć, aby nie spowodować uszkodzeń, gdy mocowanie jest już solidnie zespawane.

Na oko, cofając się nieco od mocowania płyt, sprowadzono wcześniej wykonany przedmiot z profilu 20x20 o długości 160 mm. Korek jest przyspawany do wolnego końca z tej samej listwy, co uchwyt szlifierki kątowej. Na wystającym uchu płytki wierci się otwór i przyspawana jest do niego nakrętka M10. Aby wzmocnić konstrukcję, do boku profilu należy przyspawać dodatkową stalową listwę o długości 160 mm, również przyciętą pod kątem 45 stopni.


Teraz prace spawalnicze są całkowicie zakończone i można rozpocząć montaż. Nadszedł czas na pomalowanie części.


Czas złożyć powóz. Do tego potrzebne będą śruby sześciokątne M10 o długości 75 mm. Konieczne jest skręcenie ze sobą półfabrykatów rur profilowych 20x20 mm. Jednocześnie powstaje między nimi ciasto: podkładka, łożysko, podkładka, przekładka, podkładka, łożysko, podkładka. Powtarzając tę czynność jeszcze 7 razy, efektem będzie gotowy wózek.

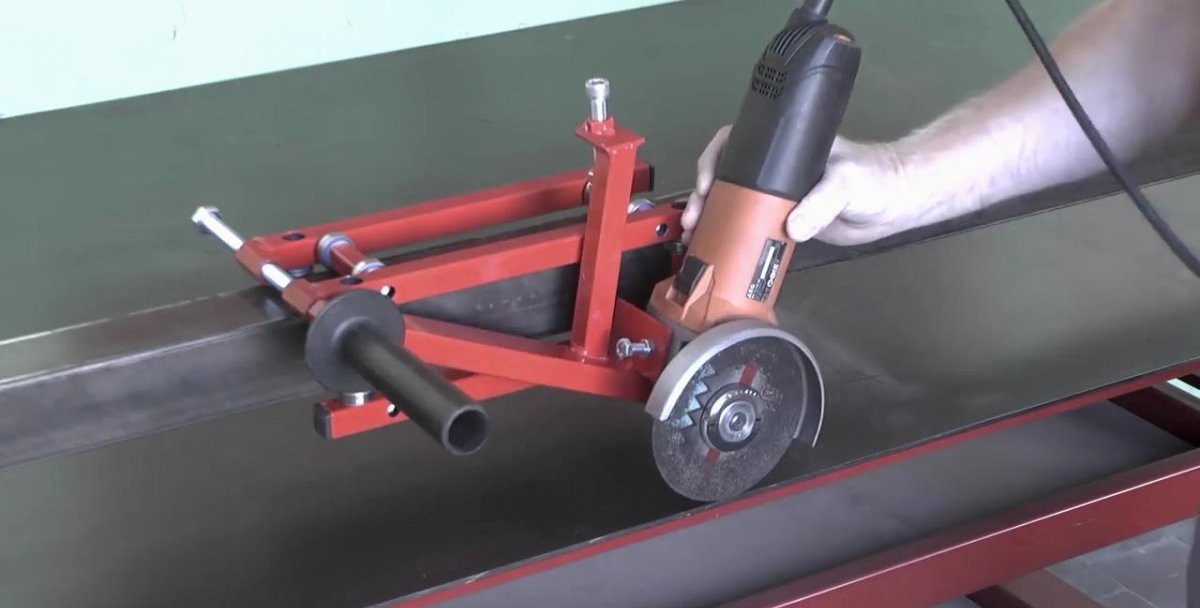
Teraz musisz złożyć ramię dla samej szlifierki. Przykręca się go do niego śrubami i dociska nakrętkami.Podczas montażu tego urządzenia należy dobrze dokręcić gwinty, aby narzędzie nie poluzowało się podczas pracy.

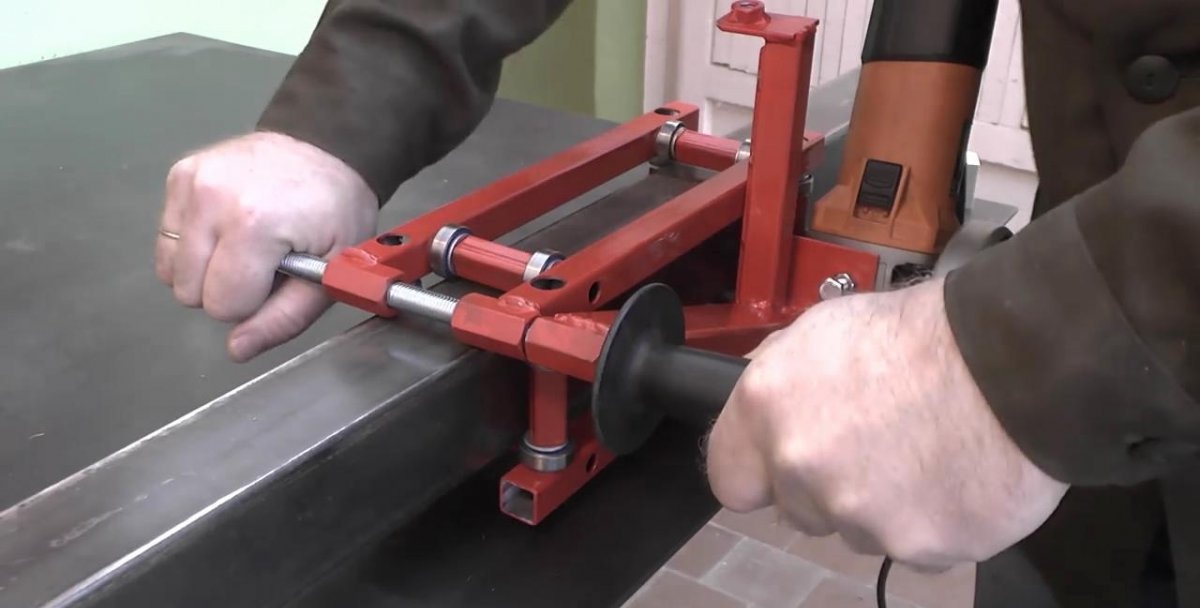
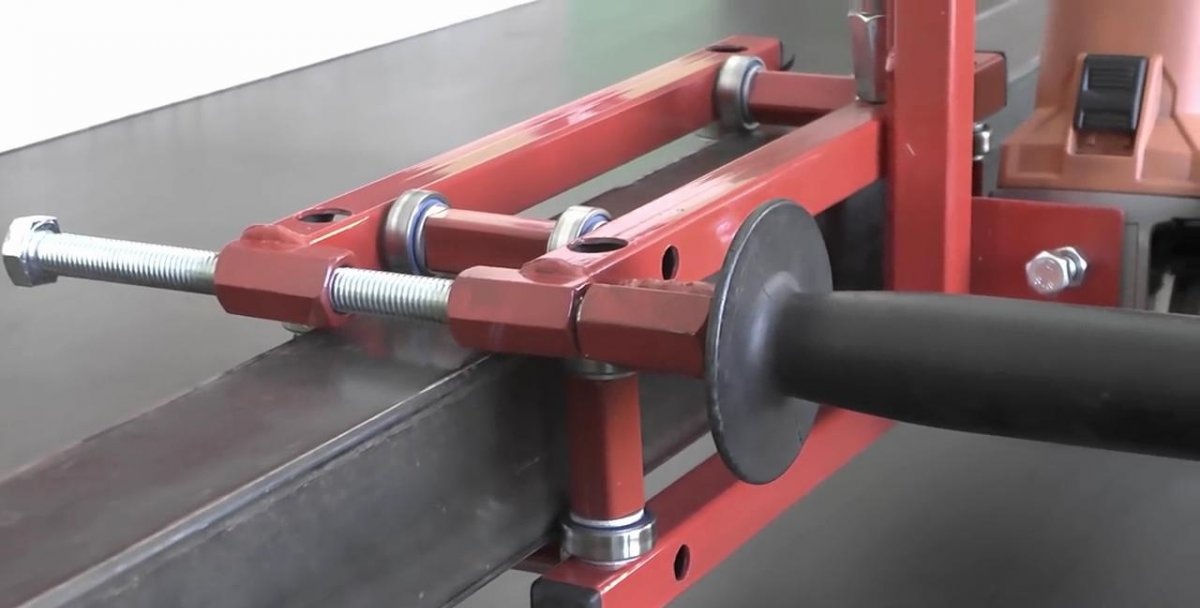
Wózek jest zamontowany na rurze prowadzącej o profilu 50x50 mm, dla której faktycznie został wykonany. Pozostaje tylko wkręcić długą śrubę, łącząc w ten sposób ramię ze szlifierką. Śruba nie może być dokręcona do końca, aby w nakrętce długiego ramienia było miejsce na zamocowanie standardowego uchwytu narzędzia.

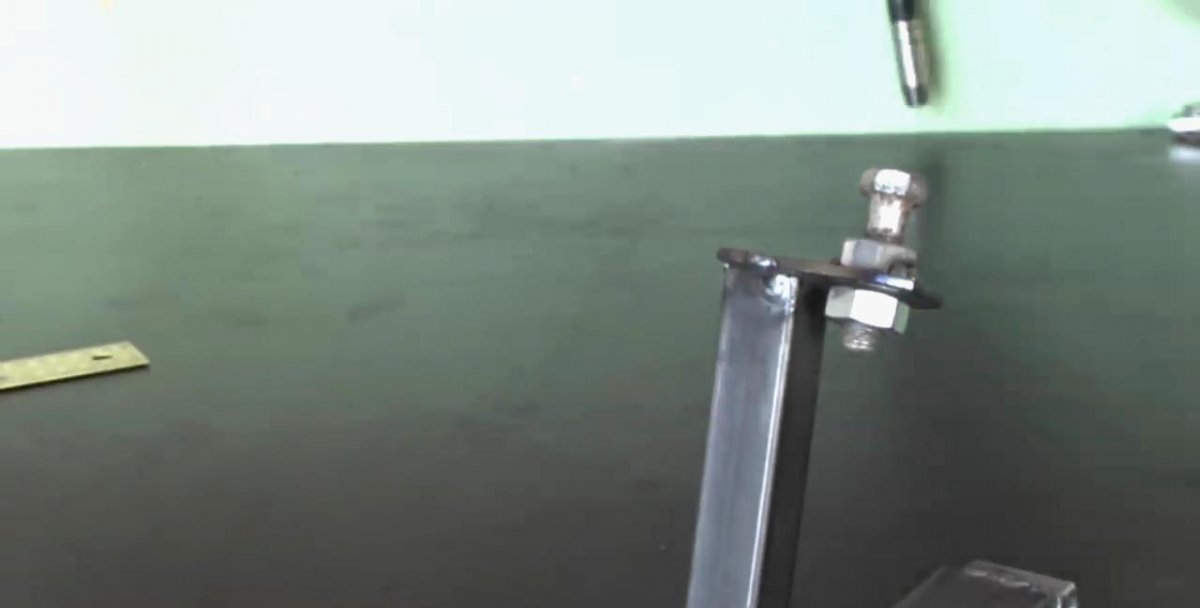
Teraz musisz zainstalować mechanizm regulacji głębokości cięcia. Aby to zrobić, należy wkręcić śrubę M10 o długości 70 mm pod sześciokątem z pełnym gwintem w ucho profilu pionowego na ramieniu szlifierki kątowej. Ponieważ nie miałem okuć o odpowiedniej długości, przedłużyłem je za pomocą długiej nakrętki i przeciwnakrętki.
Aby nadać konstrukcji wykończony wygląd, nie zaszkodzi umieścić plastikowe zatyczki na końcach rur profilowych.


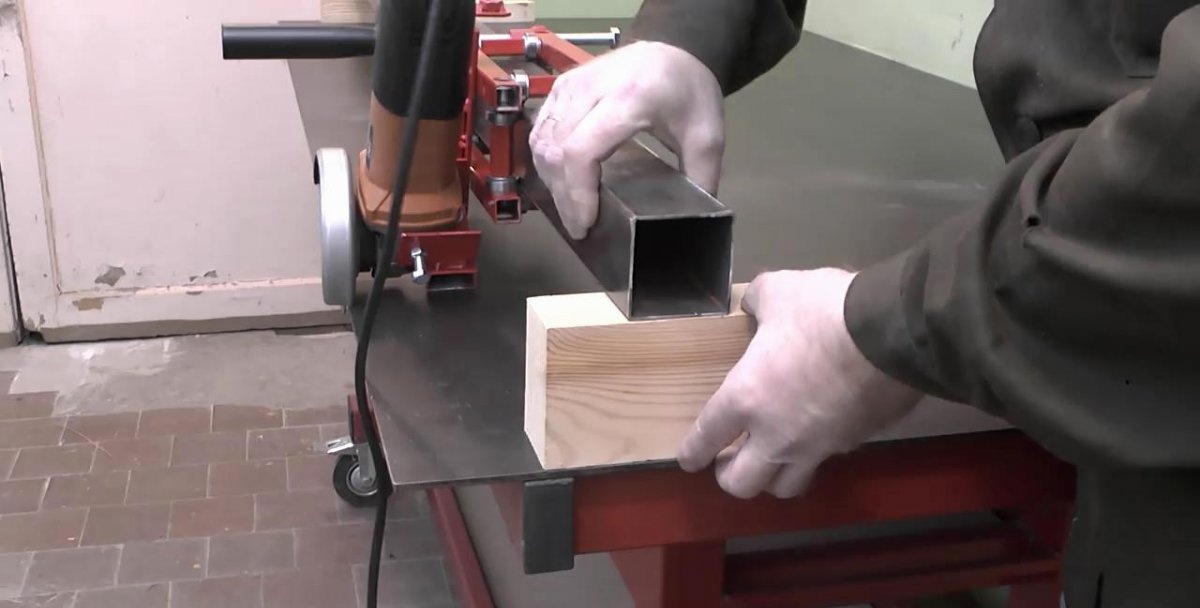
Prowadnica liniowa z wózkiem rolkowym jest całkowicie gotowa do użycia. Jego wysokość reguluje się poprzez wyłożenie go drewnianymi klockami. Narzędzie ustawia się wzdłuż krawędzi stołu. Elementy do cięcia są dociskane za pomocą pary zacisków metalowych. Dla wygody cięcie można przeprowadzić w kilku przejściach, za każdym razem dodając głębokość cięcia.








Obejrzyj wideo
Podobne klasy mistrzowskie

Ławka uniwersalna ze stojakami

Stojak na szlifierkę kątową wykonany z rączki rowerka dziecięcego. Niezwykle

Pasek poziomy, pręty równoległe i prasa

Jak zwiększyć funkcjonalność szlifierki kątowej za pomocą wymiennego wyposażenia

Prosty stojak na szlifierkę kątową wykonany z roweru

Prosty stojak na szlifierkę kątową
Szczególnie interesujące






Komentarze (2)
