Jak ugotować profil bez przepalania

Umiejętności spawalnicze rozwijają się wraz z doświadczeniem. Jest to całkiem normalne, jeśli na początku podczas spawania przepala się cienkościenny metal, szwy leżą nierównomiernie i powstają niechlujne koraliki. Aby spawanie było akceptowalne za pierwszym razem, należy zastosować się do kilku wskazówek.
Sprzęt:
- spawarka;
- maska spawacza;
- elektrody 3 mm.

Spawanie metalu z ciągłym szwem o grubości 2 mm
Do spawania rur profilowych za pomocą konwencjonalnego falownika lepiej jest użyć elektrody 3 mm. Jeśli grubość metalowych ścian wynosi tylko 2 mm, prąd ustawia się na 85A. Koniec elektrody spawalniczej umieszcza się pod kątem 45 stopni w stosunku do spawanych rur.


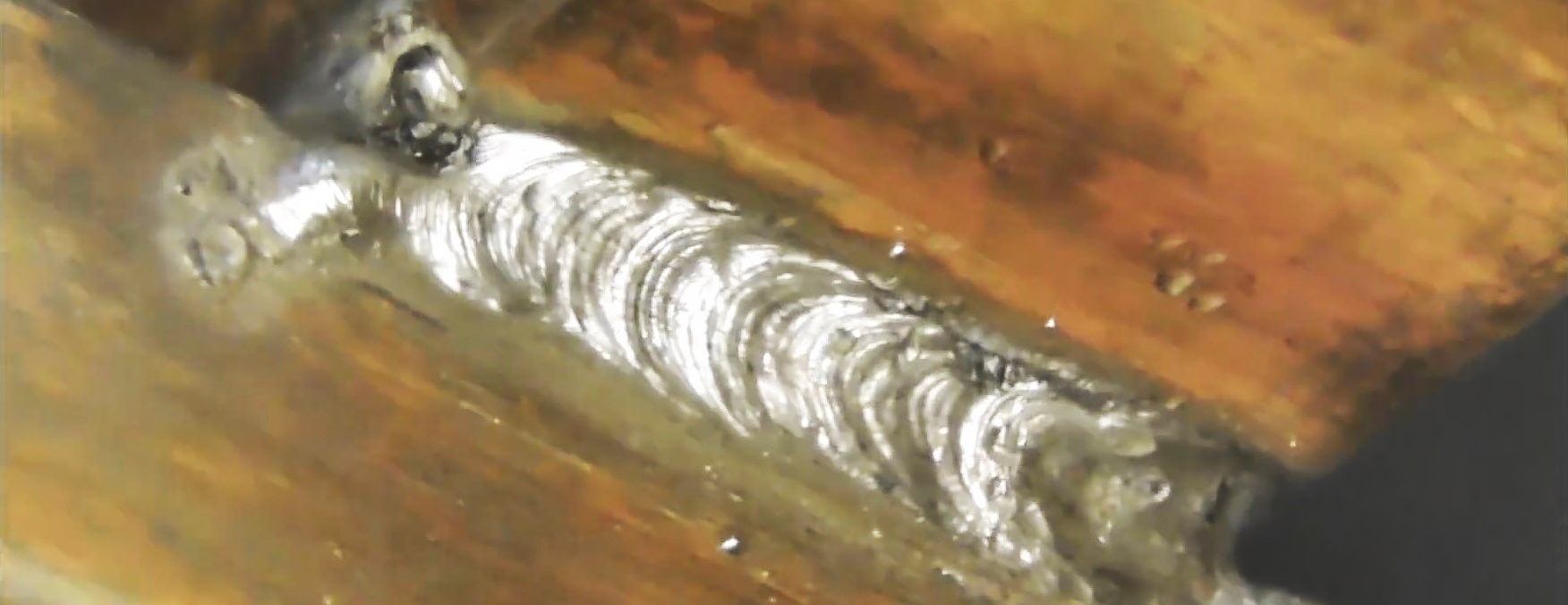
Łuk zostaje zapalony, a gdy elektroda zacznie się topić, jest ona płynnie przyciągana do siebie. Po osiągnięciu punktu końcowego szwu schodzi z powierzchni.
Spawanie rur o ściance 1,5 mm z separacją
W przypadku rur cienkościennych stosuje się również elektrodę 3 mm, ale prąd na spawarce jest ustawiony na 75A. Jeśli poprowadzisz łuk przez taki metal, przegrzeje się on i przepali. W takim przypadku należy również rozpocząć gotowanie z odległego miejsca, trzymając elektrodę pod kątem 45 stopni. Po zajarzeniu łuku jest on przyciągany do siebie o 10 mm i gaśnie na sekundę.

Następnie wykonuje się dotyk w miejscu rozdarcia, a szew pociąga się o kolejne 10 mm.Przerywając w ten sposób, można zapobiec przegrzaniu metalu i spaleniu. Ta metoda pomoże nawet w przypadku rur o cieńszych ściankach.














