Jak zrobić wiertarkę ze starych amortyzatorów nie gorszą niż fabryczna
W domowym warsztacie zawsze jest praca dla wiertarki, ale kosztuje ona od 20 000 rubli. Przy odrobinie umiejętności i wytrwałości możesz go złożyć samodzielnie i nie będzie gorszy od fabrycznego.

Będzie potrzebował
- Dwa stare amortyzatory;
- wiertarka z uchwytem elektrycznym;
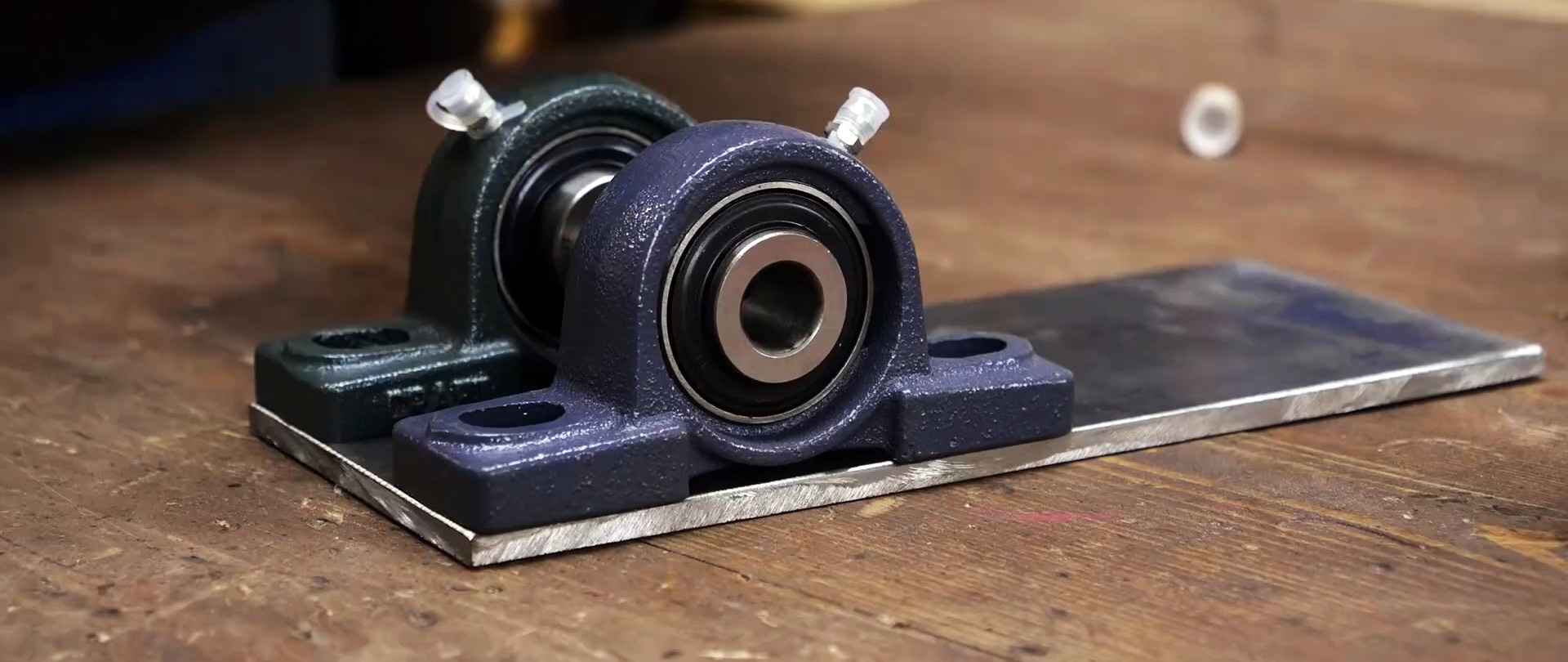
- dwie obudowy łożysk z łożyskiem;
- łańcuch rolkowy i zębatka;
- profilowana rura prostokątna;
- uchwyt wrzeciona i plastikowe kulki;
- blacha stalowa, płyty i kątownik;
- kołki, śruby, podkładki i nakrętki;
- sprężyna naciągowa itp.
Proces wytwarzania wiertarki z amortyzatorów
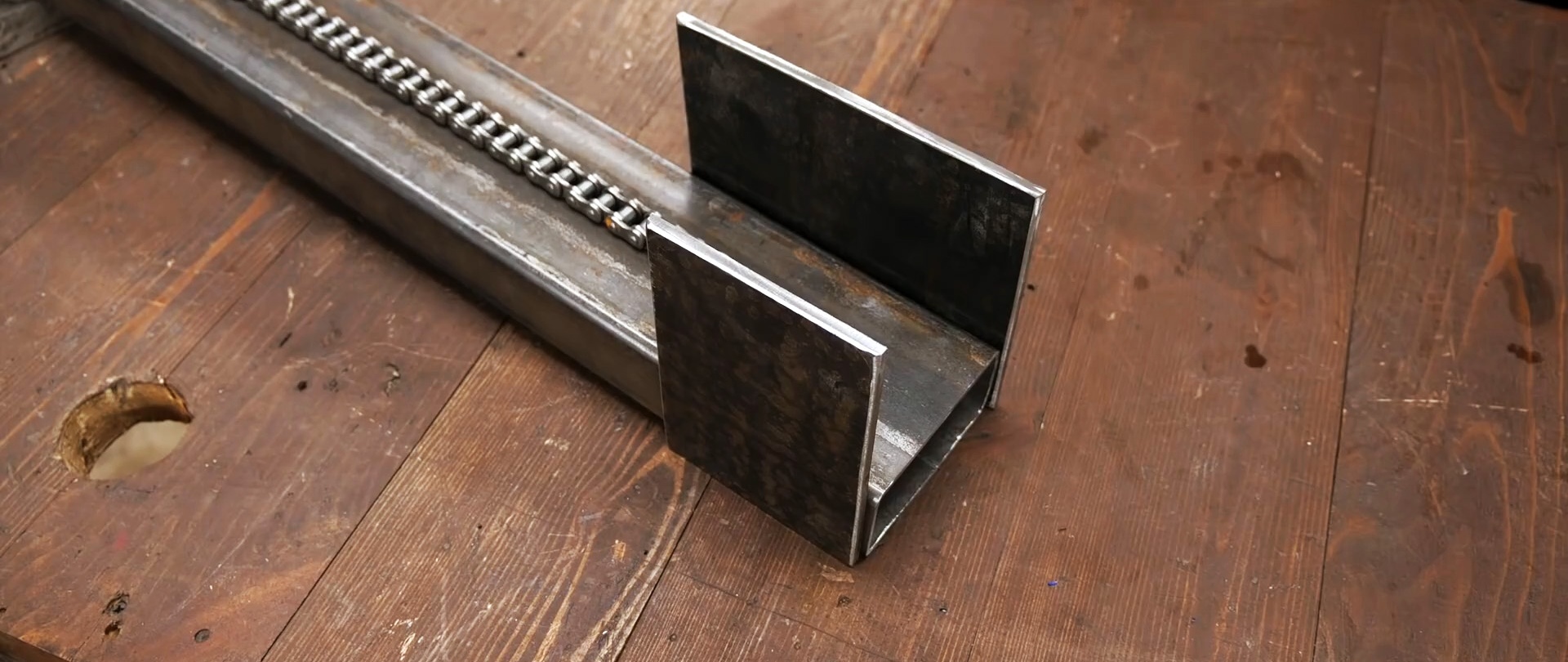
Zgodnie z oznaczeniami przyspawamy kawałek łańcuszka rolkowego do szerszej strony rury profilowej.


Za pomocą obudów łożysk zaznaczamy i wiercimy otwory w płycie stalowej w celu mocowania ich za pomocą okuć.

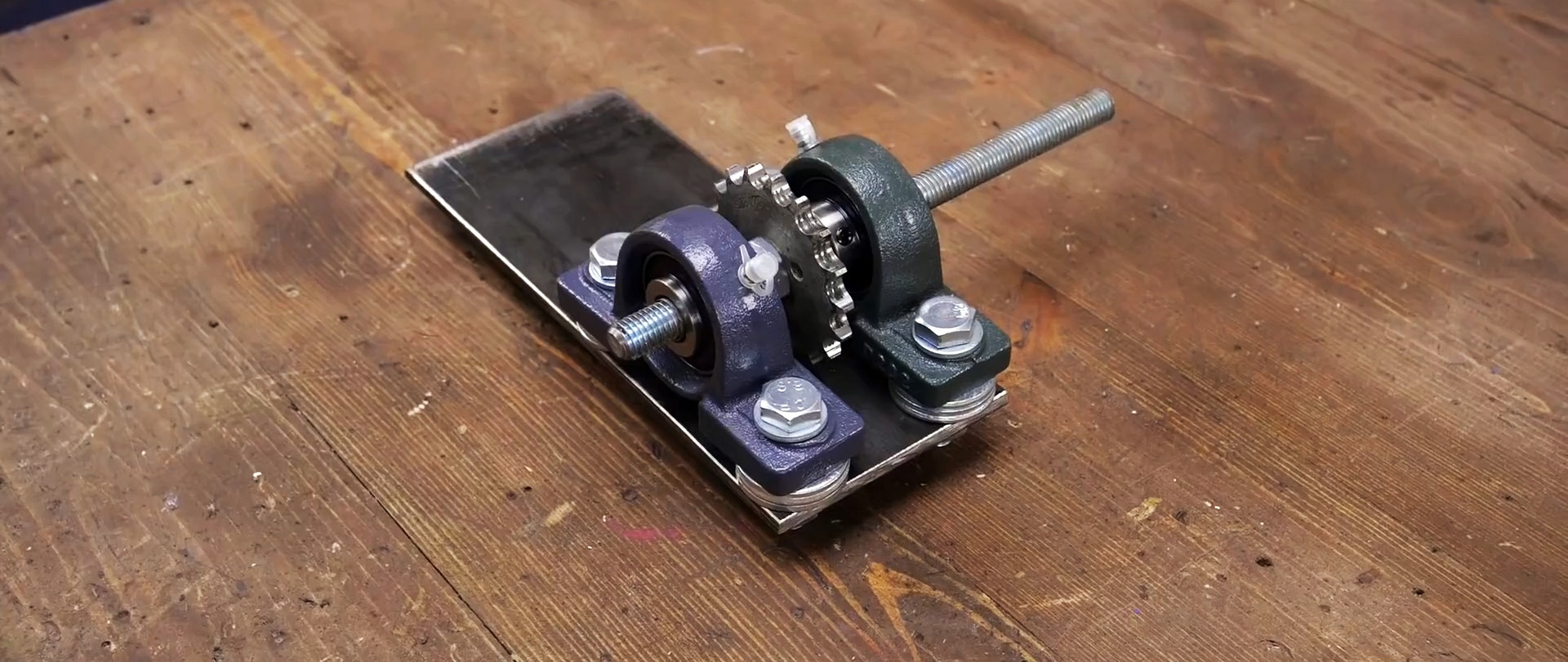
Na trzpień włożony przez łożysko nakręcamy nakrętkę, zakładamy zębatkę i zabezpieczamy drugą nakrętką.
Na środku rury profilowej zaznaczamy kolejną płytkę do montażu i spawania, wiercąc otwory w narożnikach i zaokrąglając je.


Czyścimy stare amortyzatory, a po wywierceniu dna spuszczamy olej i ściągamy osłony. Po owinięciu lusterek prętów i gwintów folią aluminiową umieszczamy je w komorze śrutowniczej w celu całkowitego oczyszczenia. Na koniec zdemontuj dźwignie.

Amortyzatory umieszczamy górną częścią w narożnikach na poziomie pochyłych półek i spawamy je.

Amortyzatory mocujemy równolegle do blachy stalowej w narożach za pomocą spawania.
Na końcówki pomalowanych prętów nakładamy kawałek rury profilowej i wiercimy dwa otwory wzdłuż znaków.


Kładziemy go płasko, na środku umieszczamy wspornik w kształcie litery U z nogami skierowanymi na zewnątrz i przyspawamy.

W przypadku fragmentu rury profilowej o długości równej szerokości większego boku usuń przeciwległą krawędź. Wywierć otwór w środku kwadratowej podstawy.

Wycinamy fragment okrągłej rury wzdłuż tworzącej i przyspawamy uszy z dwoma otworami wzdłuż krawędzi nacięcia. Okazało się, że to rodzaj zacisku.
Włóż śrubę w część wykonaną z rury profilowej od wewnątrz i przyspawaj ją za łbem. Naprawiamy sprzęt w imadle, umieszczamy zacisk wzdłuż nóg z uszami do góry i łączymy je poprzez spawanie.


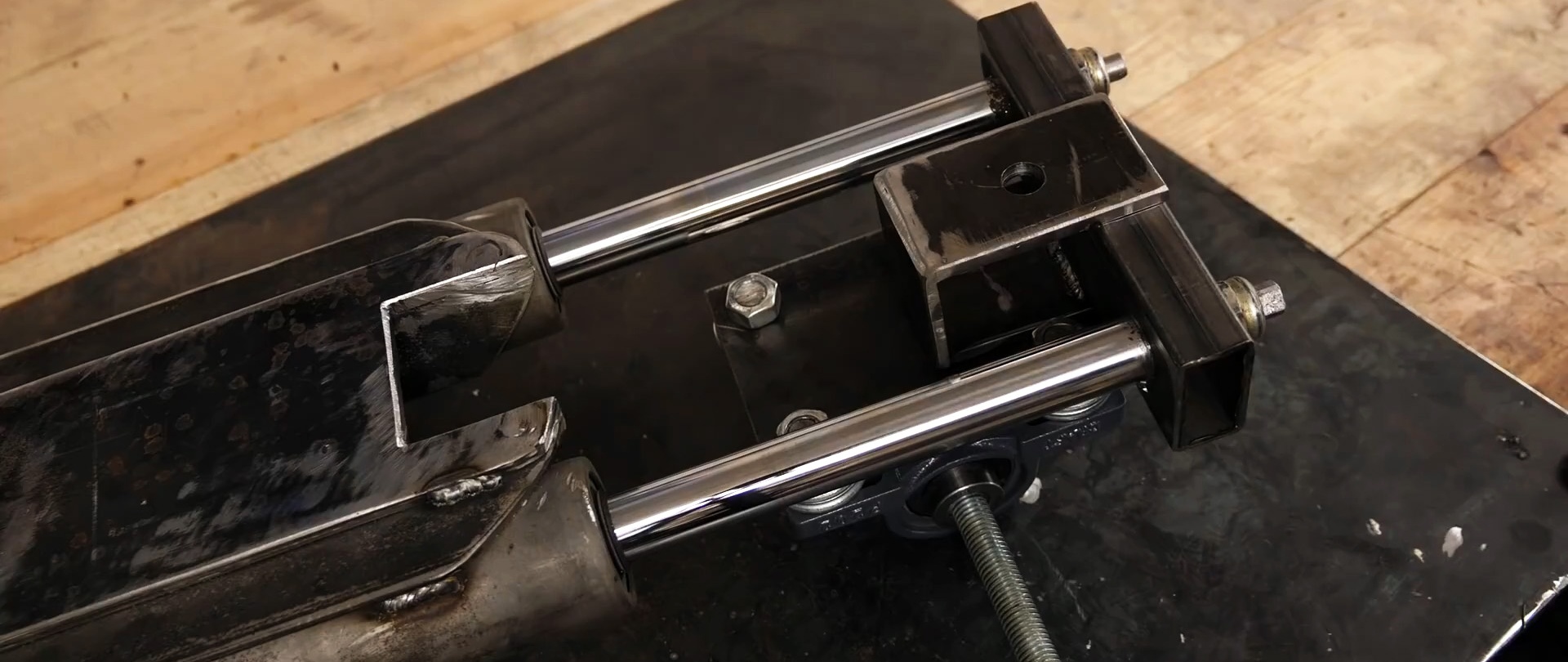
Umieszczamy wspornik w kształcie litery U na rurze profilowej pomiędzy amortyzatorami, następnie pręty wejdą w jego otwory. Nakręcić nakrętki na gwinty prętów i dokręcić je.


Odwracamy amortyzatory i na kolumnę wspornika kładziemy zespół osłon łożysk, sworzni i kół zębatych. Przyspawamy płytę montażową do wspornika.


Do wąskich boków rury profilowej przyspawamy płytę o różnych szerokościach z łańcuchem równo z końcem.

Umieszczamy na nich zespół, następnie zębatka łączy się z łańcuchem i przyspawamy amortyzatory do płytek.

Z rury profilowej wyginamy element w kształcie litery U z zaokrąglonymi narożnikami. Mocujemy nogi pod kątem prostym do poprzeczki i spawamy je.
Przyspawamy dwa rogi w poprzek do końców nóg z małą szczeliną. Wykonujemy 2 otwory w półkach wzdłuż krawędzi.




Z blachy stalowej wycinamy osłonę elementu w kształcie litery U i spawamy ją. Jednostka ta stanowi podstawę maszyny.


Płytę montażową z amortyzatorami mocujemy do podstawy za pomocą czterech śrub i nakrętek.

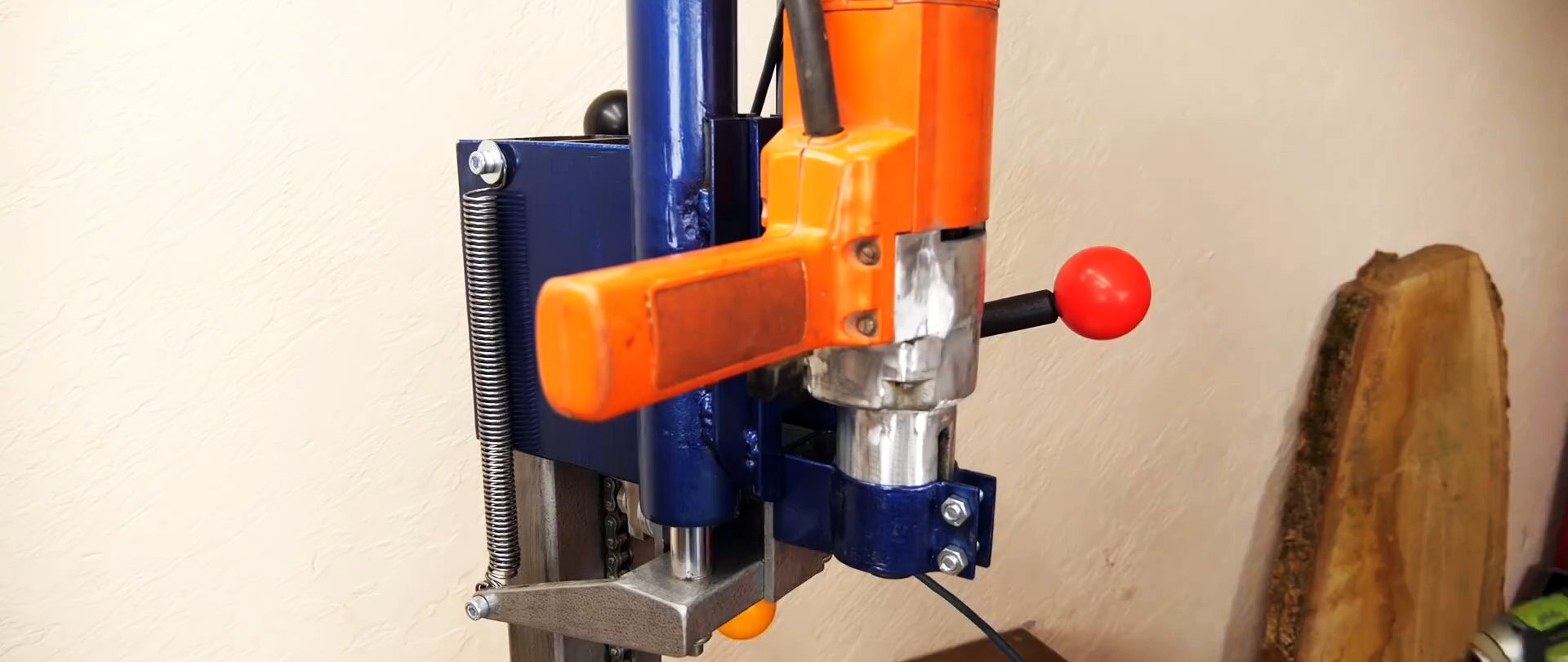
Uchwyt posuwu wrzeciona nakładamy na sworzeń i zabezpieczamy nakrętką.

Na końcówki szprych rękojeści nakręcamy plastikowe kulki, wiercąc w nich ślepe otwory i nacinając gwinty.

Aby podnieść wrzeciono, do korpusu i wrzeciona przyczepiamy sprężynę naciągową.

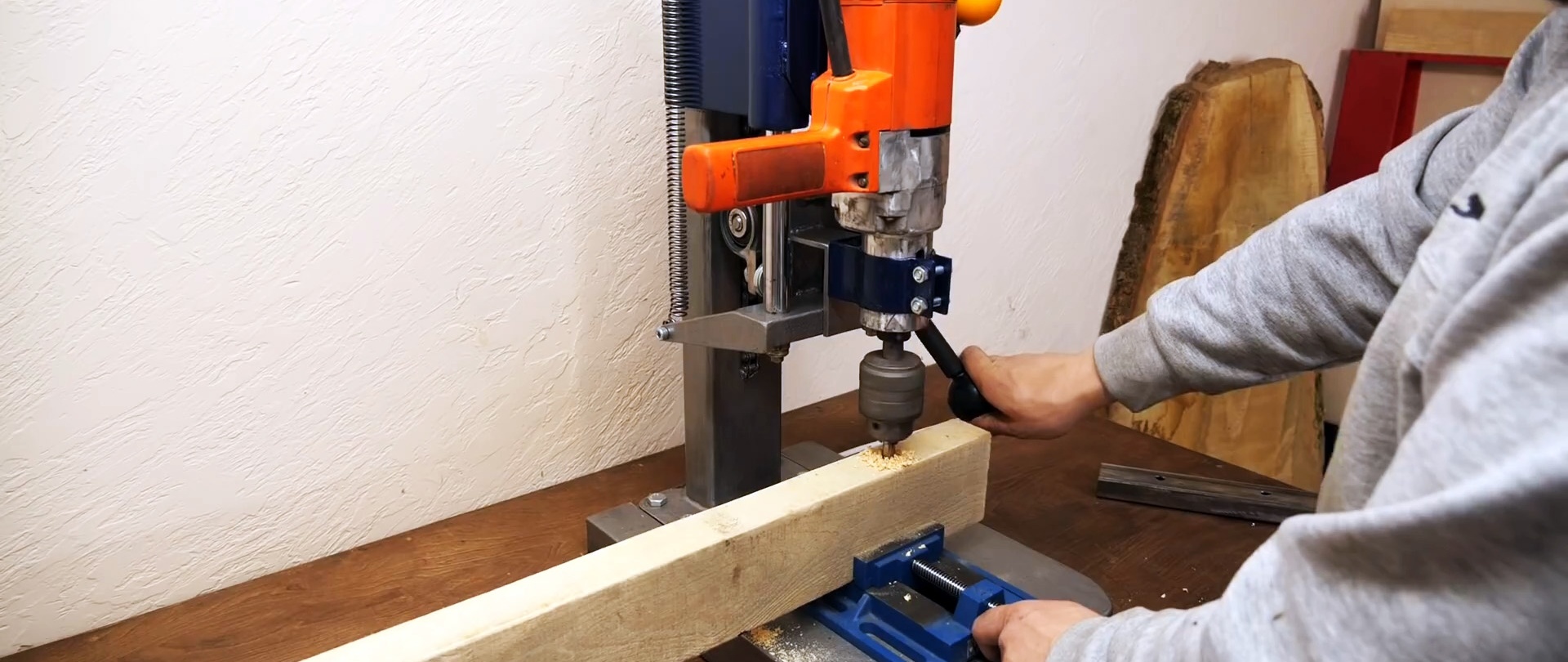
Do płytki pomiędzy amortyzatorami mocujemy obejmę z podstawą, w którą wkładamy wiertło ze wzmocnionym korpusem i dokręcamy je.

Maszyna jest gotowa do użycia.

Obejrzyj wideo
Podobne klasy mistrzowskie












