Cách tạo rãnh then trên máy tiện

Thông thường, máy tiện được sử dụng để doa, tarô, doa, khoét mũi khoan và khoan, nhưng khả năng của chúng không dừng lại ở đó. Tôi đề xuất xem xét cách sử dụng nó để khoan rãnh then trên ống lót. Để làm điều này, tôi sử dụng máy tiện cắt vít 1K62.

Bộ công cụ
Để thực hiện công việc, ngoài máy, bạn sẽ cần:
- máy khoan nhàm chán;
- máy cắt rãnh;
- dầu để bôi trơn.
Tất nhiên, bất kỳ máy khoan lỗ nào cũng có thể được sử dụng trong khả năng của đường kính ống bọc. Đối với công cụ khía, mặt cắt ngang của nó được chọn để phù hợp với chiều rộng yêu cầu của rãnh then. Dầu bôi trơn chỉ cần thiết nếu bạn phải làm việc với kim loại cứng. Đối với thép mềm, với điều kiện là sử dụng dao cắt chất lượng cao thì không cần thiết, vì doa vát và đục không gây ra hiện tượng quá nhiệt nghiêm trọng, điều này có thể đẩy nhanh quá trình mài mòn của lưỡi cắt của dụng cụ.

Giai đoạn chuẩn bị
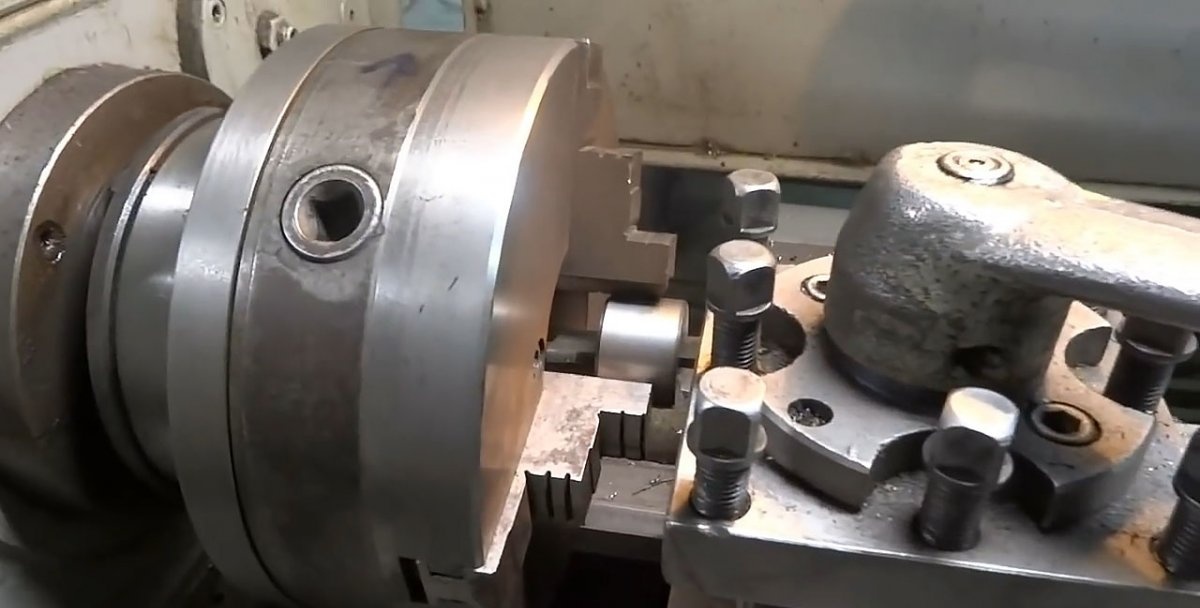
Ống lót được lắp vào mâm cặp ba hàm. Trước khi thực hiện đục, trước tiên bạn phải chuẩn bị phần vát bên trong và bên ngoài của nó bằng dao khoét.Chúng chỉ được thực hiện ở phía mà công cụ khía sẽ đi vào. Đây là một quy trình đơn giản, quen thuộc ngay cả với một người quay nghiệp dư và do đó không cần phải xem xét riêng.

Sau khi chuẩn bị các mặt vát trên máy, bạn cần đặt tốc độ tối thiểu để tránh hiện tượng trục quay bị quay. Trên nhiều máy, mâm cặp có thể hoạt động khi có tải, vì vậy trong trường hợp này cần phải lắp một miếng đệm. Để làm điều này, hãy đặt một bu lông và đai ốc có chiều cao phù hợp bên dưới nó. Khi tháo nó ra, chiều dài của điểm dừng tăng lên nên nó được ép chặt vào hộp mực, do đó loại bỏ hiện tượng lăn.

Dao cắt rãnh được kẹp nhẹ vào giá đỡ dụng cụ. Nó căn chỉnh ống lót ở trung tâm, sau đó cần phải điều chỉnh tốt. Để làm điều này, nó được đưa vào ống lót, di chuyển theo chiều dọc bằng thước cặp dọc theo đường trượt. Vết xước sẽ chạy dọc theo lỗ ống lót từ mép này sang mép kia. Không được có phần nào không có vết xước trên đường cắt. Nếu nó tồn tại thì điều này cho thấy có sự biến dạng. Khi dao cắt được đặt đúng vị trí, nó phải được kẹp thật chặt vì tải trọng trong quá trình đục cao hơn nhiều so với tải trọng trong quá trình tiện tiêu chuẩn.
Quá trình đục
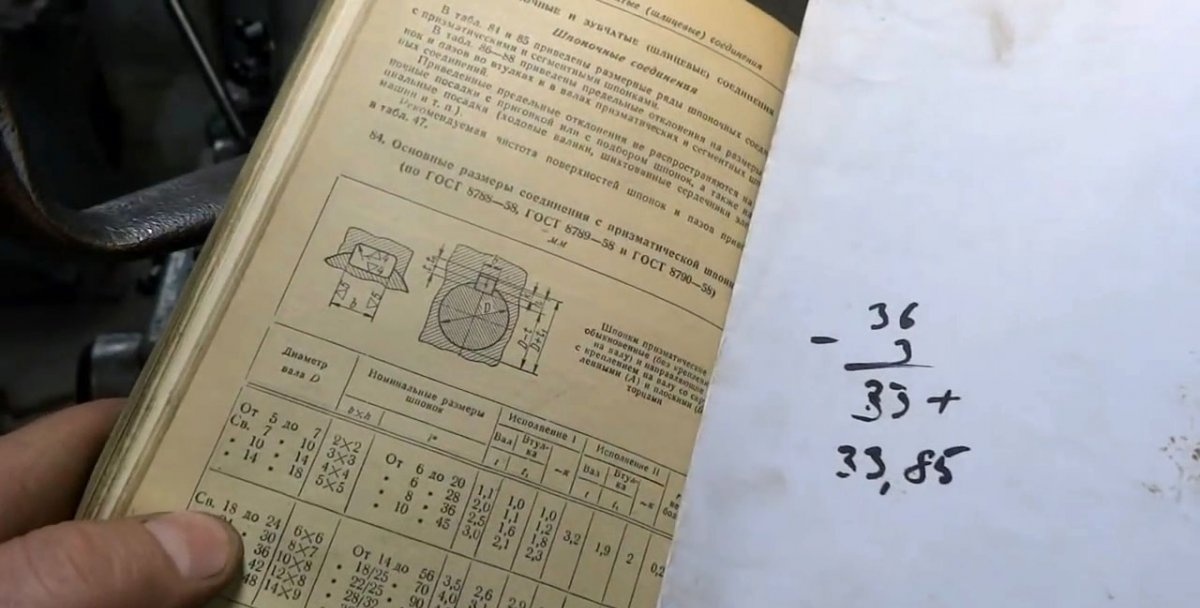
Vì ống bọc có bán kính riêng bên trong nên trước khi bắt đầu đo độ sâu của rãnh, cần phải cắt bỏ nó để có được diện tích bằng phẳng, đây sẽ là điểm tham chiếu bằng 0. Để thực hiện điều này, bằng cách sử dụng thước cặp, tôi di chuyển dao cắt bên trong ống lót dọc theo đường trượt dọc, loại bỏ những mảnh kim loại tốt nhất. Sau khi nó trở về vị trí ban đầu, tôi đưa lưỡi cắt lại gần theo đường trượt ngang với thân ống tay áo thêm 0,1 mm. Một lần nữa tôi thực hiện chuyển động dọc theo cỗ xe. Tôi lặp lại quá trình cho đến khi máng xối mất bán kính. Ngay khi anh ấy rời đi, đây sẽ là điểm 0 cho việc đếm ngược.

Bây giờ tôi bắt đầu đục rãnh then. Trong trường hợp của tôi, độ sâu của nó phải là 2,6 mm. Sử dụng khoảng tăng 0,1 mm, sẽ phải thực hiện 26 lần cắt để đạt được độ sâu này.


Sau khi đào sâu rãnh thêm 2,6 mm mà không thay đổi cài đặt trên mặt số, bạn cần thực hiện thêm một vài chuyển động lặp lại của dao cắt để làm sạch mặt phẳng của các gờ nhỏ. Tiếp theo, tay áo được lấy ra khỏi hộp mực. Đầu thứ hai của nó khá thô, nhưng điều này có thể giải quyết dễ dàng. Dao khoét một lần nữa được lắp vào giá đỡ dụng cụ và các phần vát gọn gàng được tháo ra. Sau này, tay áo có thể được sử dụng cho mục đích dự định của nó.
Đục trên máy tiện là một quá trình dài, mặc dù không phức tạp. Trong trường hợp của tôi, chuyển động dọc của thước cặp được cơ giới hóa nên mọi thứ được thực hiện tương đối nhanh chóng. Cũng có thể tạo rãnh trên các máy bình dân bằng truyền động thủ công, nhưng trong trường hợp này sẽ mất nhiều thời gian hơn.
Xem video
Các lớp học tương tự






Đặc biệt thú vị






Bình luận (5)
