Máy tự chế để uốn dải kim loại có thiết kế đơn giản
Khi thực hiện các công việc sửa chữa, sửa chữa hệ thống ống nước và các công việc khác, thường phải uốn các dải kim loại thành hình vòng cung hoặc hình tròn. Điều này khá khó thực hiện nếu không sử dụng máy móc đặc biệt. Bài viết này mô tả cách tại nhà bạn có thể tạo một cơ chế vận hành thủ công đơn giản nhưng rất hiệu quả cho những mục đích như vậy.
Dụng cụ và vật liệu được sử dụng:
- - thanh thép có đường kính 12 mm;
- - một bộ núm (bộ phận giữ khuôn) cho khuôn hoặc bộ phận giữ khuôn;
- - đai ốc và vòng đệm M12 tiêu chuẩn;
- - đai ốc tự kẹp M12;
- - vòng đệm có lỗ bên trong M12 lớn;
- - hành vi xấu xa;
- - 2 đoạn ống định hình vuông (30*30mm) dài khoảng 15-20 cm;
- - 6 ổ trục có đường kính vòng trong M12 hoặc M14;
- - máy hàn;
- - tài liệu;
- - bộ cờ lê;
- - vòng tròn thép (thanh) có đường kính 12 mm - 2 miếng, mỗi miếng 20 cm; 12 mm – 5 miếng 10 cm; 50 mm -1 đoạn dài khoảng 40 mm (có chiều dài bằng 3 vòng bi gấp lại với nhau);
- - Tiếng Bungari;
- - một chốt hoặc bu lông dài (M12) có ren dài ít nhất 20 cm;
- - máy khoan và bộ máy khoan (máy khoan);
- - phôi kim loại hình vuông có độ dày 10 mm và kích thước 30 x 25 mm (tấm), v.v.
Làm máy tự chế

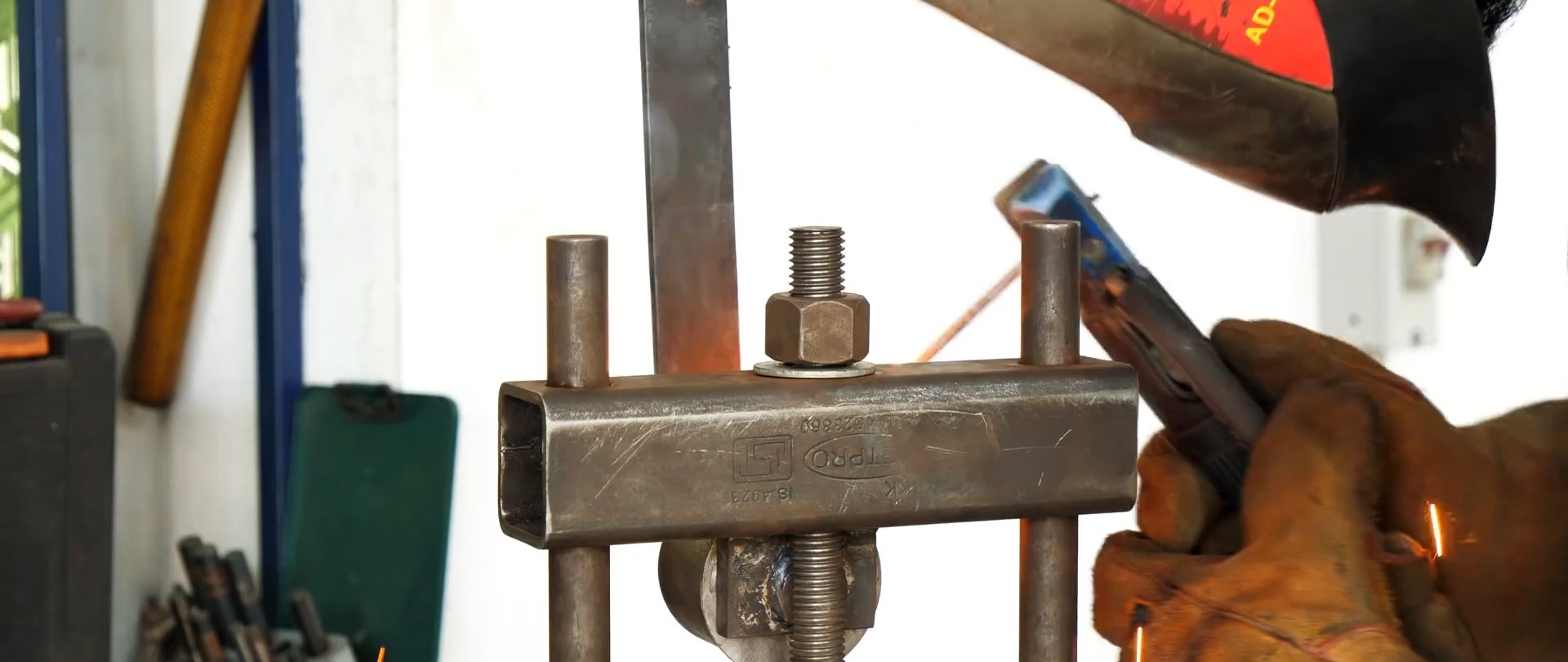
Đầu tiên, bạn sẽ cần khoan một lỗ có đường kính 12 mm trên đoạn ống vuông định hình đầu tiên và lắp vào đó một chốt hoặc một bu lông dài (M12) có ren dài 20 cm, trên đó bạn sẽ cần hàn đầu bu lông.

Sau đó, bạn cần tạo 2 lỗ đối xứng tương tự như lỗ trung tâm (trong cùng một mặt phẳng) trên ống định hình ở các cạnh có vết lõm cách mép phôi 1 cm.

Tiếp theo, 2 mảnh vòng tròn (thanh) thép dài 20 cm được hàn theo cách tương tự dọc theo các cạnh của phôi.


Kết quả là một bộ phận bao gồm: một ống định hình và 3 “chân” dài có cùng chiều dài, nằm trong cùng một mặt phẳng. Sau đó, bạn sẽ cần khoan 2 lỗ (trong một mặt phẳng khác!) Trên ống định hình, lùi lại 1 cm so với mép của các lỗ đã tạo trước đó.
Trên 2 miếng thép tròn (que) có đường kính M12, dùng giá đỡ khuôn cắt một sợi M12 dài khoảng 2 cm, tiếp theo, 2 thanh này được luồn vào các lỗ đã tạo trước đó trên phôi và hàn. Kết quả là một bộ phận được hàn chắc chắn có hình chữ “L” (3 chân “lộ ra” ở một bên và 2 chân ở bên kia).



Ở giai đoạn thứ hai, 3 lỗ xuyên tương tự có đường kính 12 cm được tạo ra trên đoạn ống hình vuông thứ hai.

Tiếp theo là một tấm kim loại hình vuông (tấm), trong đó một lỗ có đường kính 12 mm được khoan ở giữa.

Nó được hàn vào mép của biên dạng gần lỗ trung tâm (vuông góc). Trong trường hợp này, các vết hàn được “chà nhám” bằng giũa hoặc máy mài.

Trên một đoạn thanh (có chiều dài 10 cm) và đường kính M12, một sợi M12 dài khoảng 2 cm được cắt bằng khuôn giữ thanh ren này được hàn vào một tấm kim loại hình vuông (hàn vào một ống vuông) sao cho nó nghiêng một góc 90 độ so với mặt phẳng hình vuông (bên ngoài).

Kết quả là 2 đoạn ống vuông có các “chân” hàn được nối với nhau sao cho phần nhỏ hơn (với chốt thứ 1) được luồn qua các lỗ tương ứng của phần thứ 2. Bộ phận này được xâu chuỗi trên một bộ phận khác với một “gót chân” (tấm) được hàn bên trong. Trong trường hợp này, 2 chốt bên phải “nhìn” cùng hướng với một chốt tương tự trên bộ phận kia.

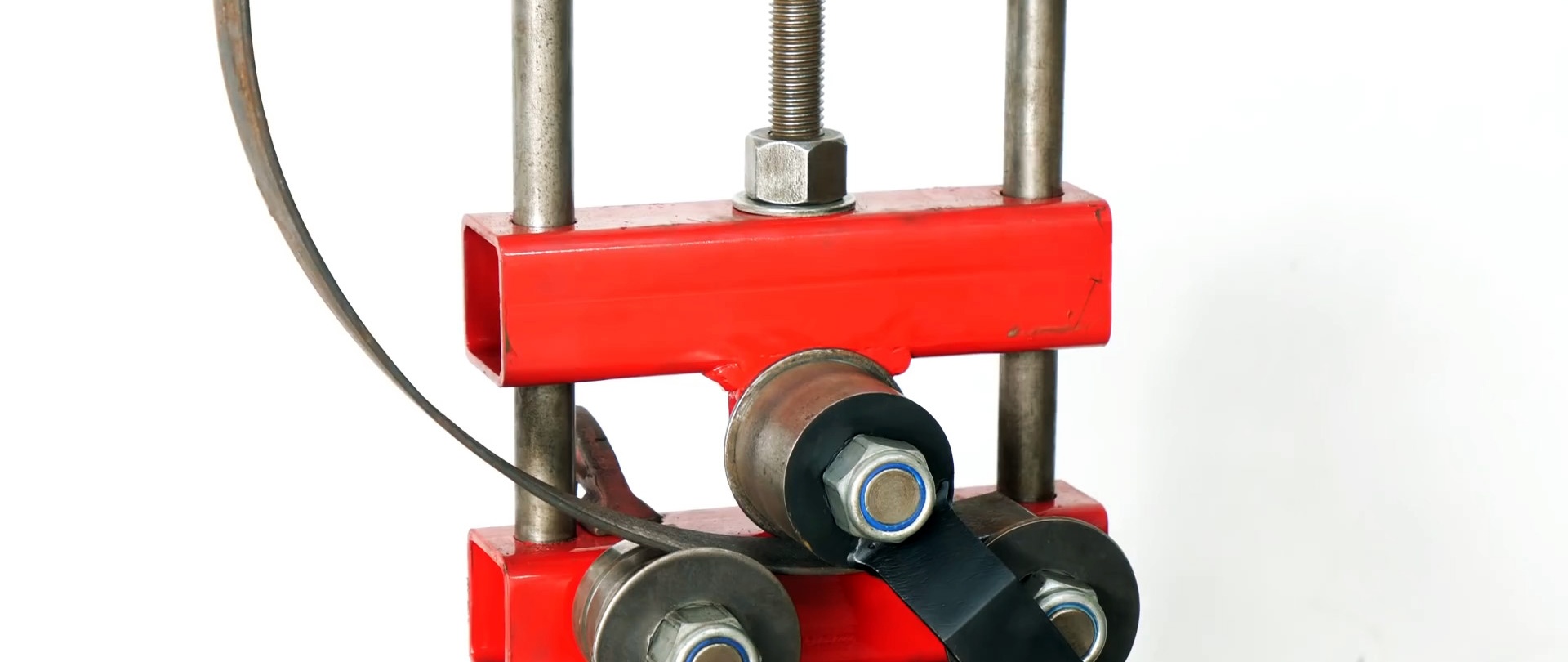
Sau khi kết hợp 2 phần, bạn sẽ cần buộc chặt chúng lại với nhau. Để thực hiện việc này, đặt đai ốc M12 vào chốt trung tâm (gồm 3 chốt xếp song song) - đặt vòng đệm. Tiếp theo, 3 vòng bi được đặt trên hai (những vòng bi nằm trên cùng một ống vuông) của ba chốt bên được sắp xếp theo hình “tam giác”. Trong trường hợp này, bạn sẽ cần đặt một vòng đệm ở trên và dưới (tổng cộng 4 miếng) để đảm bảo độ cố định đáng tin cậy của vòng bi. Sau đó, vòng đệm lớn đầu tiên được đặt lên trên cấu trúc thu được và đai ốc tự kẹp M12 được vặn bằng cờ lê (bạn có thể sử dụng "cờ lê ổ cắm"). Trong trường hợp này, bạn cần siết chặt đai ốc để các ổ trục có thể quay được.

Sau đó, trong một vòng tròn (thanh) thép có đường kính 50 mm, người ta tạo một lỗ xuyên qua ở giữa để tạo ra phôi lớn có dạng hình trụ. Bộ phận này được đặt ở vị trí của chốt thứ 3 (gần các ổ bi), và một vòng đệm lớn hơn kích thước của hình trụ được đặt ở phía dưới. Sau đó, đai ốc tự kẹp được lắp và siết chặt để xi lanh có thể quay.


Một tay cầm đặc biệt sẽ cần được gắn vào sản phẩm thu được (bạn có thể sử dụng một tay cầm phù hợp). Nếu cần, nó có thể được làm từ một tấm thép dài 20 cm, cắt cạnh 2 cm bằng máy mài, sau đó uốn cong một góc khoảng 135 độ. Tiếp theo, phần uốn cong ở mặt khía được hàn và đánh bóng. Sau đó, ở đầu kia của phần này, một lỗ được tạo ở giữa M12 với khoảng cách khoảng 1 cm tính từ mép và một thanh (có đường kính 12 mm) dài 10 cm được hàn vào đó.

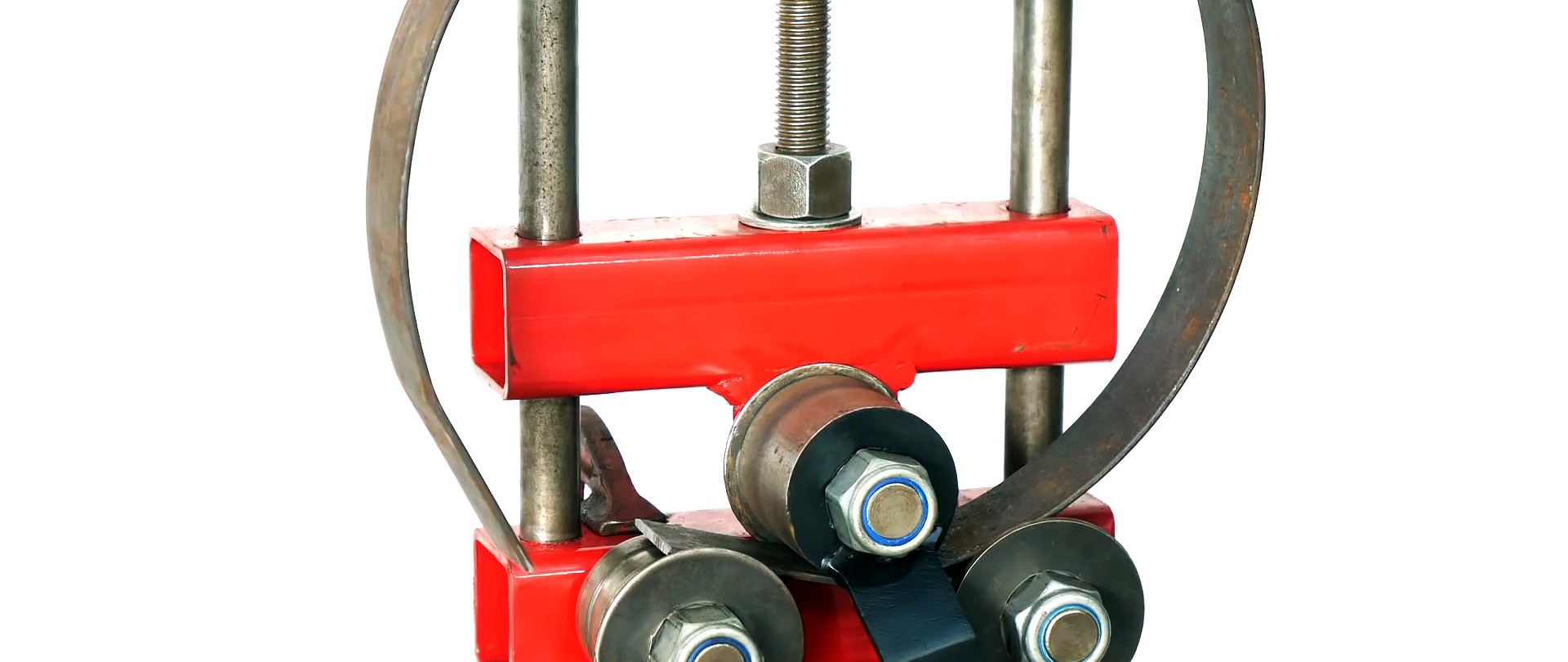
Tay cầm thu được được hàn cẩn thận vào hình trụ để nó có thể tự do cuộn theo vòng tròn mà không chạm vào hai chốt còn lại bằng vòng bi. Nếu muốn, các bộ phận riêng lẻ của cơ chế tạo thành có thể được sơn hoặc chà nhám. Sau đó, cơ chế này có thể được sử dụng để uốn các dải thép có tiết diện khác nhau.
Điều quan trọng là phải biết: Để tránh làm cùn mũi khoan M12, trước tiên cần tạo lỗ bằng mũi khoan có đường kính nhỏ hơn, làm ướt chỗ khoan bằng dầu.
Kết luận: Chiếc máy tự chế được trình bày có thể được chế tạo tương đối nhanh chóng trong điều kiện bình thường ở nhà. Nó hoàn thành nhiệm vụ của mình một cách hoàn hảo và có thể nhanh chóng chế tạo các bộ phận khác nhau từ các dải kim loại, chẳng hạn như vòng tròn cho thùng gỗ, vòng cho các kết cấu chịu lực, v.v. Nhờ hình dáng tiện lợi và thiết kế đơn giản, nó không bị mài mòn quá mức và sẽ phục vụ lâu dài, thực hiện hoàn hảo các chức năng của nó.












