Selbstgebauter ultraschneller Schraubstock mit einzigartigem Schiebemechanismus
Eine Schraubzwinge im Schraubstock gilt als zuverlässige Möglichkeit, Werkstücke zu befestigen. Der Konstruktionsfehler äußert sich in den mehrfachen Drehbewegungen des Spanngriffs zum Wechseln stark unterschiedlich großer Teile. Der Artikel beschreibt eine Methode zur Eigenherstellung eines Schraubstocks mit Schnellspann-Schraubmechanismus, der diesen Nachteil nicht aufweist.

Werkzeuge, Geräte, Materialien
Für die Arbeit reichen die Bedingungen einer kleinen ausgestatteten Werkstatt aus:- Winkelschleifer (Schleifer);
- Tischbohrmaschine, Metallbohrmaschinen;
- Schweißinverter;
- Bohrer mit Schneidmesser;
- hydraulische Presse oder Wagenheber;
- Schraubstock;
- Messgerät.
- Stahlplatten mit einer Dicke von 4–6, 20–25 mm;
- ein Stück Vierkantprofilrohr;
- Gewindestange 350-400 mm mit einem Durchmesser von 12-16 mm;
- Alteisenstangen mit einem Durchmesser von 10-30 mm;
- Schrauben, Muttern, Unterlegscheiben.
Die angegebenen Maße dienen als Referenz; die Auswahl des passenden Metalls richtet sich nach den erforderlichen Abmessungen des Schraubstocks.
Schritt-für-Schritt-Anleitung: Wie Sie mit Ihren eigenen Händen einen einzigartigen Schraubstock herstellen
Die Arbeitsteile zukünftiger Schraubstöcke werden separat hergestellt, dann wird die Struktur zusammengebaut, im Betrieb getestet und lackiert.
Schnellverschlussmechanismus
Ober- und Unterteil der Spannvorrichtung werden mit einer Schleifmaschine und einem Schweißinverter aus einer Metallstange und einer länglichen Mutter hergestellt.

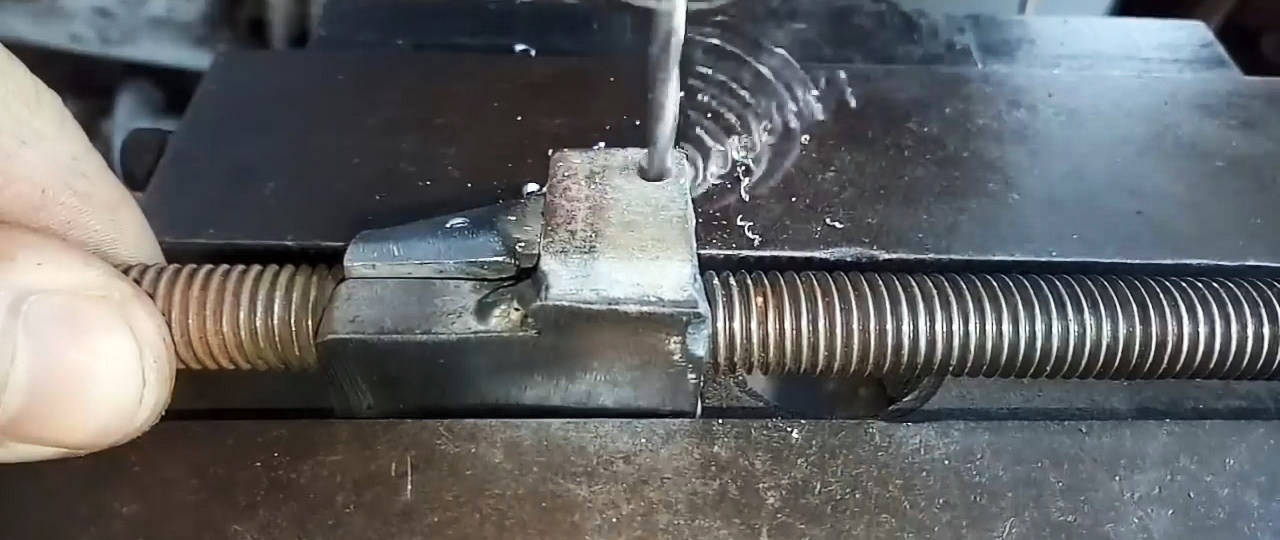
Nehmen Sie dazu ein Stahlrechteck und bohren Sie ein Loch mit dem Durchmesser des Bolzens hinein.

In der Mitte des Lochs einschneiden.

Wir schneiden die Nuss auch der Länge nach.

Wir bauen das Gerät wie auf dem Foto zusammen. Wir platzieren einen Stift an der Basis eines Teils des Blocks. Oben ist eine Mutter und der zweite Teil des Blocks, seitlich versetzt.

Wir schweißen die Mutternhälfte an die Blockhälfte.

Das Verschweißen der Befestigungsachse des Oberteils und der Seitenplatten vervollständigt die Montage des Geräts.

Als nächstes bohren Sie ein Loch und installieren den Stift.

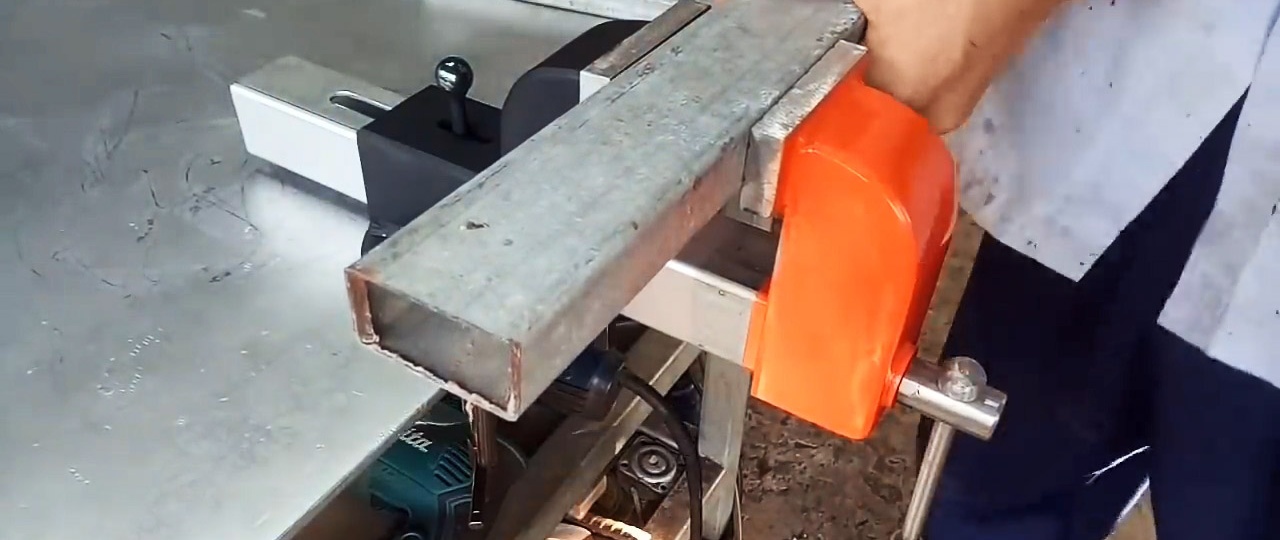
Überprüfen Sie durch die Verbindung des Stifts mit der Schiebe- und Fixiereinheit die Funktionsfähigkeit des Klemmmechanismus. Die Klemme wird durch Schweißen an der tragenden Metallplatte befestigt. Am oberen beweglichen Teil sind eine Schraube und eine Mutter angeschweißt, die als Hebel zum Deaktivieren der Fixierung dienen.

Profilführer
Die untere Wand des Vierkantrohrs wird mit einer Schleifmaschine geschnitten: auf der einen Seite um etwa zwei Drittel der Länge, auf der anderen Seite um ein Zehntel.

In der oberen Wand ist eine Nut für den Klemmbefestigungshebel ausgeschnitten. Scharfe Kanten werden mit einem Schleifwerkzeug bearbeitet.


Gehäuse mit beweglichen und festen Backen
An den Seiten der Führung ist ein fester Körper angeschweißt.

Im oberen Teil ist eine Nut für den Hebel angebracht.



Die Backenbaugruppe besteht aus Metallplatten, die nach einer vorläufigen Schablone hergestellt werden.

Der gebogene obere Teil kann auf einer Presse oder mit einem hydraulischen Wagenheber gebogen werden.

Der feste Körper ist mit der Basis verschweißt, der bewegliche Körper ist mit dem hinteren Teil des Führungsrohrs verschweißt.


Nach Abschluss der Schweißarbeiten werden die Gehäuse sorgfältig mit einer Schleifscheibe bearbeitet.
Leitspindel
Um Spannfunktionen zu erfüllen, wird der Schraubbolzen modifiziert. Dazu werden am Ende eine Mutter und ein kleiner Metallzylinder angeschweißt.


In das entstandene Loch wird ein Metallschlüssel mit an den Enden angeschweißten Muttern eingeführt. Um dem Griff ein ästhetisches Aussehen zu verleihen, sind die Muttern zylindrisch geschliffen.

Die Gewindespindel wird in das Loch in der Rückwand des beweglichen Körpers eingeführt und mit einem Schweißpunkt fixiert.

Backenplatten
Auf maßgefertigten Stahlplatten werden diagonale Maschenmarkierungen angebracht. Schneiden Sie mit einer dünnen Trennscheibe Rillen bis zu einer Tiefe von 1–2 mm.
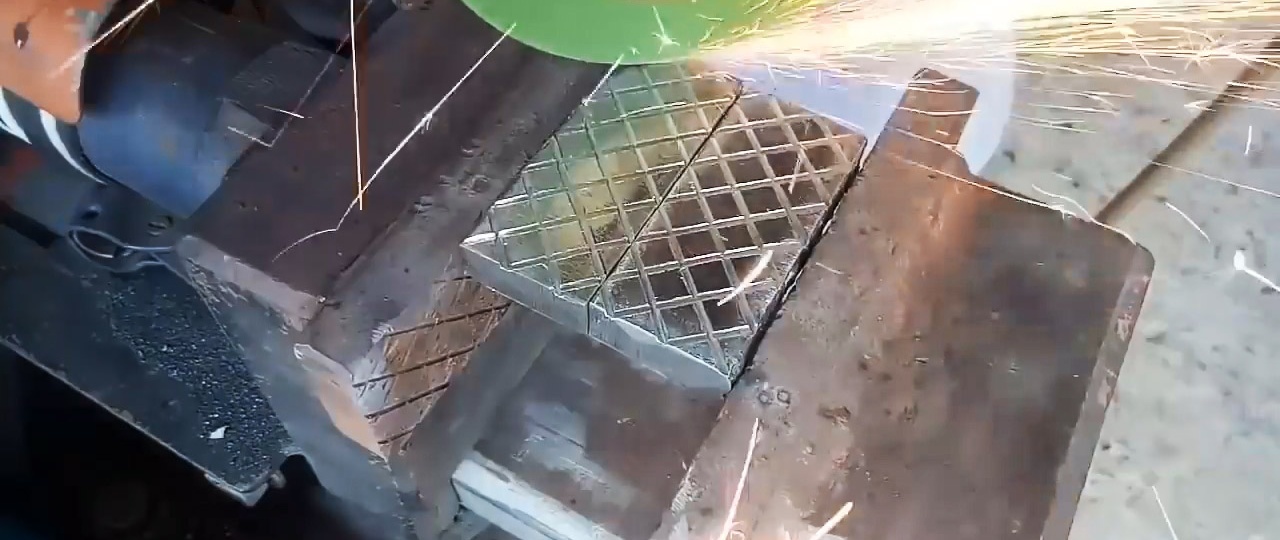
Die fertigen Platten mit ausgerichteten Kanten werden in Gehäuse eingespannt und verschweißt.

Endmontage und Endbearbeitung
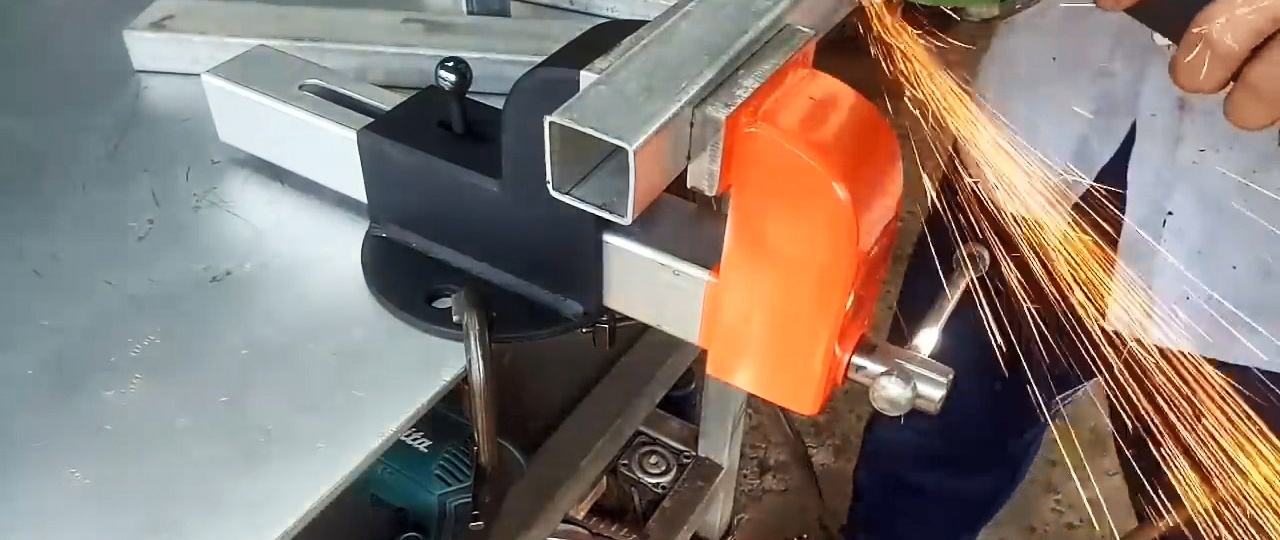
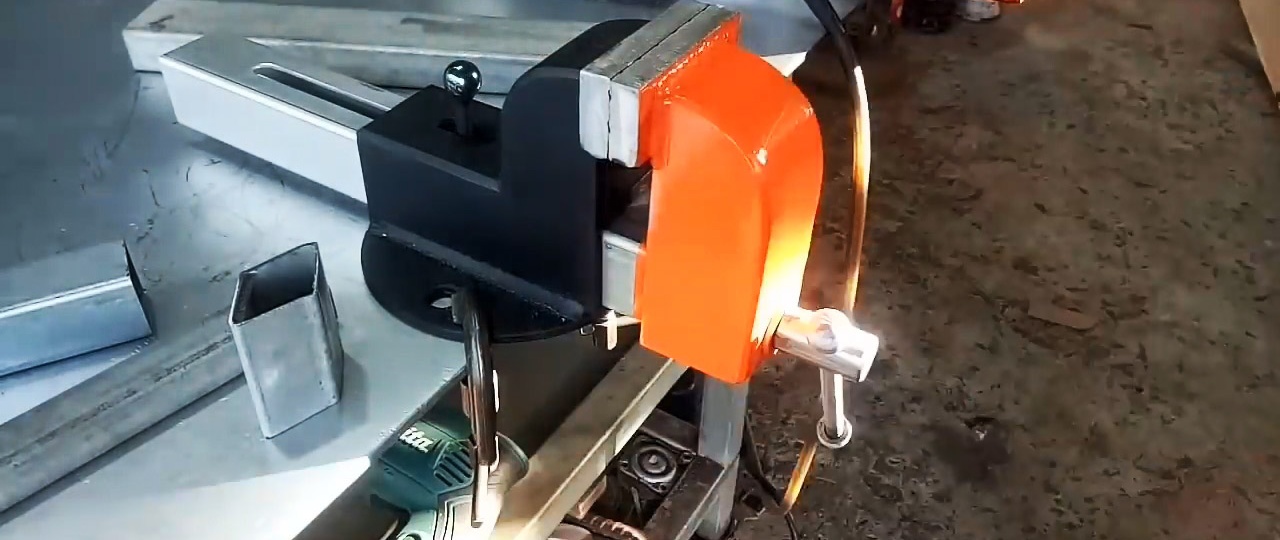
Zur Befestigung des Schraubstocks auf der Werkbankoberfläche sind in der Grundplatte zwei Löcher gebohrt. Anstelle des abgeschnittenen Kopfes der Halteschraube ist eine Kugel aus dem Lager angeschweißt.
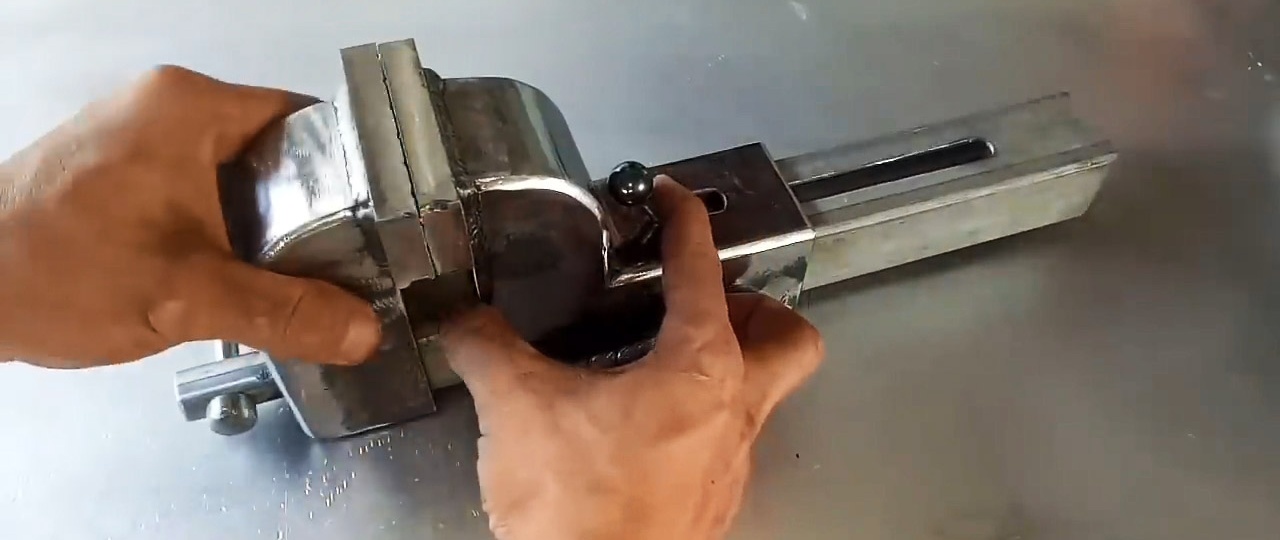

Nach gründlichem Schleifen werden die Oberflächen entfettet und lackiert. Mit einem praktischen Schlossergerät können Sie Werkstücke schnell und mühelos wechseln.
Schau das Video
Ähnliche Meisterkurse












