Lightweight, cheap DIY vise
When performing plumbing and carpentry work, you cannot do without a vice. This is quite expensive equipment, the purchase of which is impractical for a small home workshop. In order not to spend money on a factory vice, you can make them yourself. Of course, a homemade product cannot be compared to a real vice in terms of reliability, but it does its job, and most importantly, the purchase of materials for its manufacture will cost at least 10 times less.

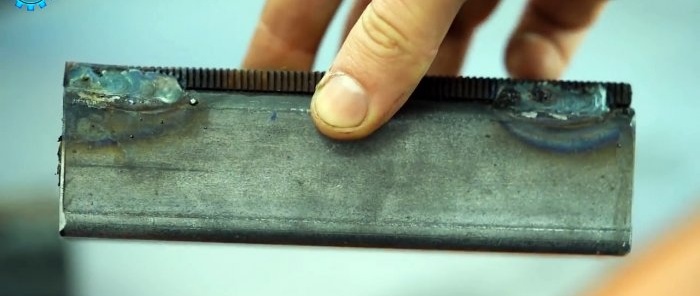
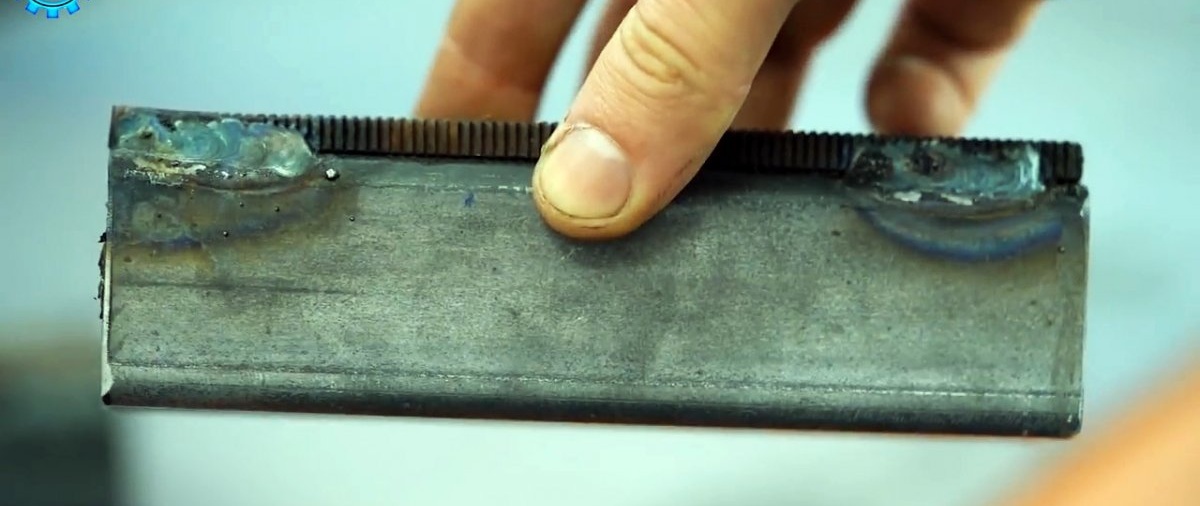
To make the clamping jaws, 2 pieces of a flat file are used.

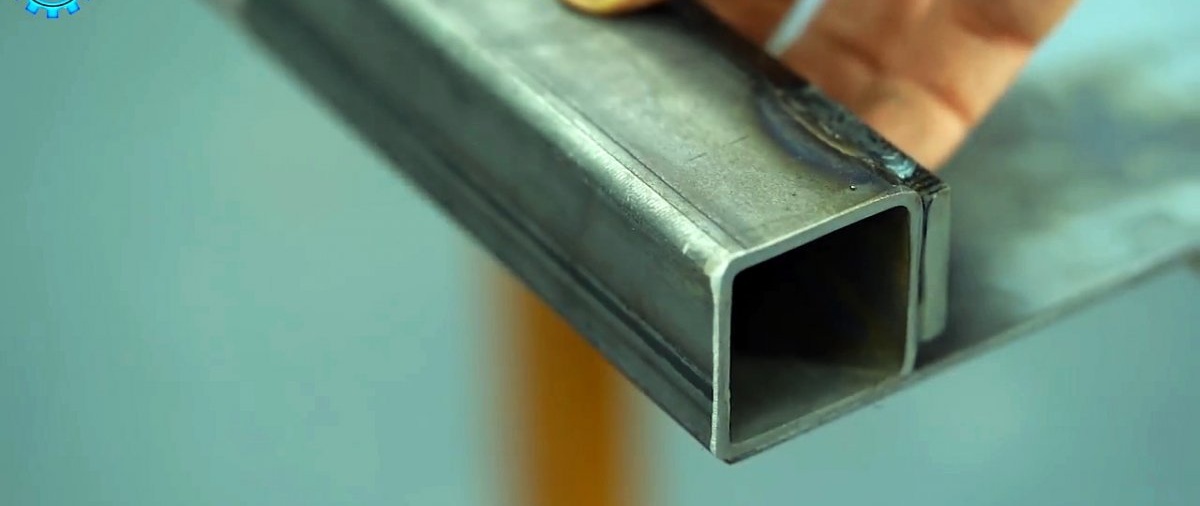
They are welded onto pieces of profile pipe of the same length.
The sole of the machine in the form of a rectangle is cut from sheet steel. Its width should correspond to the length of the jaws. The length of the sole is taken 10-15 cm more than the desired width of the clamp.

One of the jaws is placed along the edge of the sole and welded to it. Then a longitudinal cut 11 mm wide is made in the center of the base.It should start from the welded sponge and end 10-15 cm from the opposite edge.

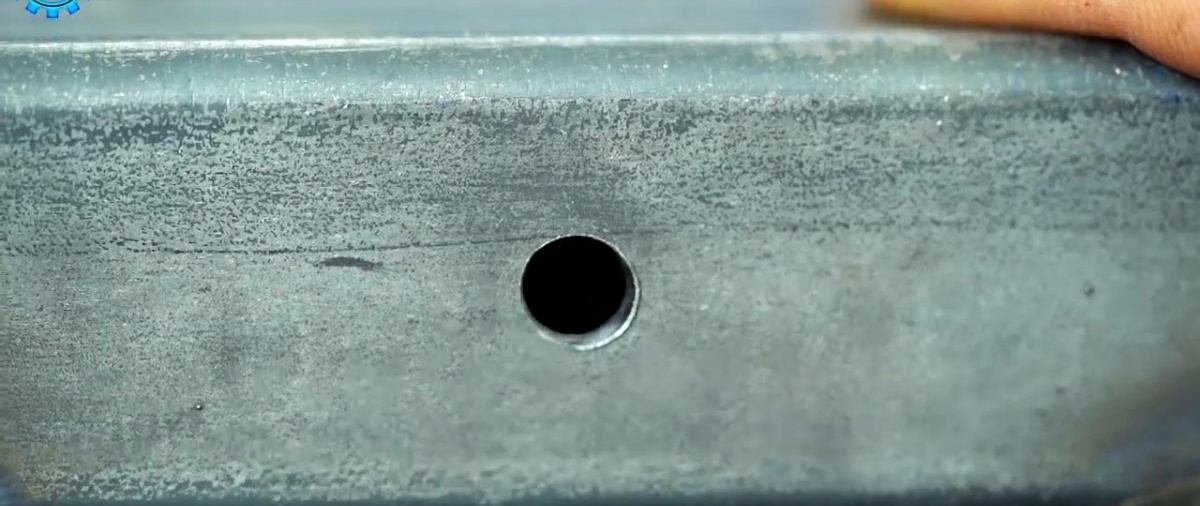
On the lower side of the second unused jaw, a hole is drilled in the center, but only through one wall. Then a bolt with a washer is inserted into the slot from below the sole of the machine, and it is inserted into the hole in the jaw. After this, you need to get onto this bolt from the inside of the profile pipe with a washer and nut. It needs to be twisted slightly so that the sponge slides back and forth across the sole.


At the edge of the base opposite to the fixed jaw, an elongated nut is welded opposite the slot. You need to use a stand underneath it to raise its center by half the width of the profile pipe. A long pin is screwed into the nut.



Opposite the pin, in the center of the sliding jaw, a hole is drilled with a 10.5-12 mm drill. A pin is inserted into it, and 2 nuts are screwed onto it from inside the pipe so that it does not come back out.
The jaws of the vice are compressed, after which the excess length of the pin is cut off. An M10 nut is screwed onto its end and welded. Then the M12 nuts are welded, but at the end. The remaining section of the pin is inserted into it. M10 nuts are screwed onto its ends. The result is a knob.

To give the structure rigidity, a section of profile pipe must be welded to its base at the long edges. This will also allow the second jaw slider to slide without being caught by the fastener underneath. After this, the tool is screwed to the work table.

The resulting vice is not designed to withstand impacts with a sledgehammer on workpieces clamped in them, but they will cope with holding parts during grinding, sawing, planing, etc. Over time, if they are overloaded, the metric threads on a stud or extended nut may break off, but these parts change quickly.This tool is really capable of successfully helping out when performing most carpentry and plumbing work, so its manufacture makes sense.


Materials:
- large flat file;
- profile pipe 40x40 mm or more;
- sheet steel 4-10 mm;
- bolt M10;
- washer M10 – 2 pcs.;
- nut M10 – 7 pcs.;
- extended nut M10;
- M10 pin;
- nut M12.
Making a vice
To make the clamping jaws, 2 pieces of a flat file are used.

They are welded onto pieces of profile pipe of the same length.
The sole of the machine in the form of a rectangle is cut from sheet steel. Its width should correspond to the length of the jaws. The length of the sole is taken 10-15 cm more than the desired width of the clamp.
One of the jaws is placed along the edge of the sole and welded to it. Then a longitudinal cut 11 mm wide is made in the center of the base.It should start from the welded sponge and end 10-15 cm from the opposite edge.

On the lower side of the second unused jaw, a hole is drilled in the center, but only through one wall. Then a bolt with a washer is inserted into the slot from below the sole of the machine, and it is inserted into the hole in the jaw. After this, you need to get onto this bolt from the inside of the profile pipe with a washer and nut. It needs to be twisted slightly so that the sponge slides back and forth across the sole.

At the edge of the base opposite to the fixed jaw, an elongated nut is welded opposite the slot. You need to use a stand underneath it to raise its center by half the width of the profile pipe. A long pin is screwed into the nut.



Opposite the pin, in the center of the sliding jaw, a hole is drilled with a 10.5-12 mm drill. A pin is inserted into it, and 2 nuts are screwed onto it from inside the pipe so that it does not come back out.
The jaws of the vice are compressed, after which the excess length of the pin is cut off. An M10 nut is screwed onto its end and welded. Then the M12 nuts are welded, but at the end. The remaining section of the pin is inserted into it. M10 nuts are screwed onto its ends. The result is a knob.

To give the structure rigidity, a section of profile pipe must be welded to its base at the long edges. This will also allow the second jaw slider to slide without being caught by the fastener underneath. After this, the tool is screwed to the work table.

The resulting vice is not designed to withstand impacts with a sledgehammer on workpieces clamped in them, but they will cope with holding parts during grinding, sawing, planing, etc. Over time, if they are overloaded, the metric threads on a stud or extended nut may break off, but these parts change quickly.This tool is really capable of successfully helping out when performing most carpentry and plumbing work, so its manufacture makes sense.

Watch the video
Similar master classes






Particularly interesting






Comments (2)
