Kako zavariti praznine u tankom metalu bez poteškoća
Kod zavarivanja tankog metala, kako bi se izbjeglo progorevanje, važni su svi aspekti procesa zavarivanja: promjer i vrsta glavne elektrode koja se koristi, jakost struje zavarivanja, brzina i putanja elektrode, kvaliteta skidanje skidanja dijelova koji se zavaruju itd.
Ali u nekim slučajevima, kod zavarivanja tankog metala na različitim razmacima, svi navedeni čimbenici nisu dovoljni i tada se primjenjuje drugi čimbenik, vezan uz upotrebu dodatnog materijala. Štoviše, u svim slučajevima zavarivanje se izvodi s isprekidanim lukom, a elektroda se pomiče u poprečnom smjeru. Pogledajmo kako primijeniti ovu metodu jednu po jednu.
Elektrode za zavarivanje opće namjene na AliExpressu s popustom - http://alii.pub/606j2h
Metoda 1: razmak manji od promjera materijala za punjenje
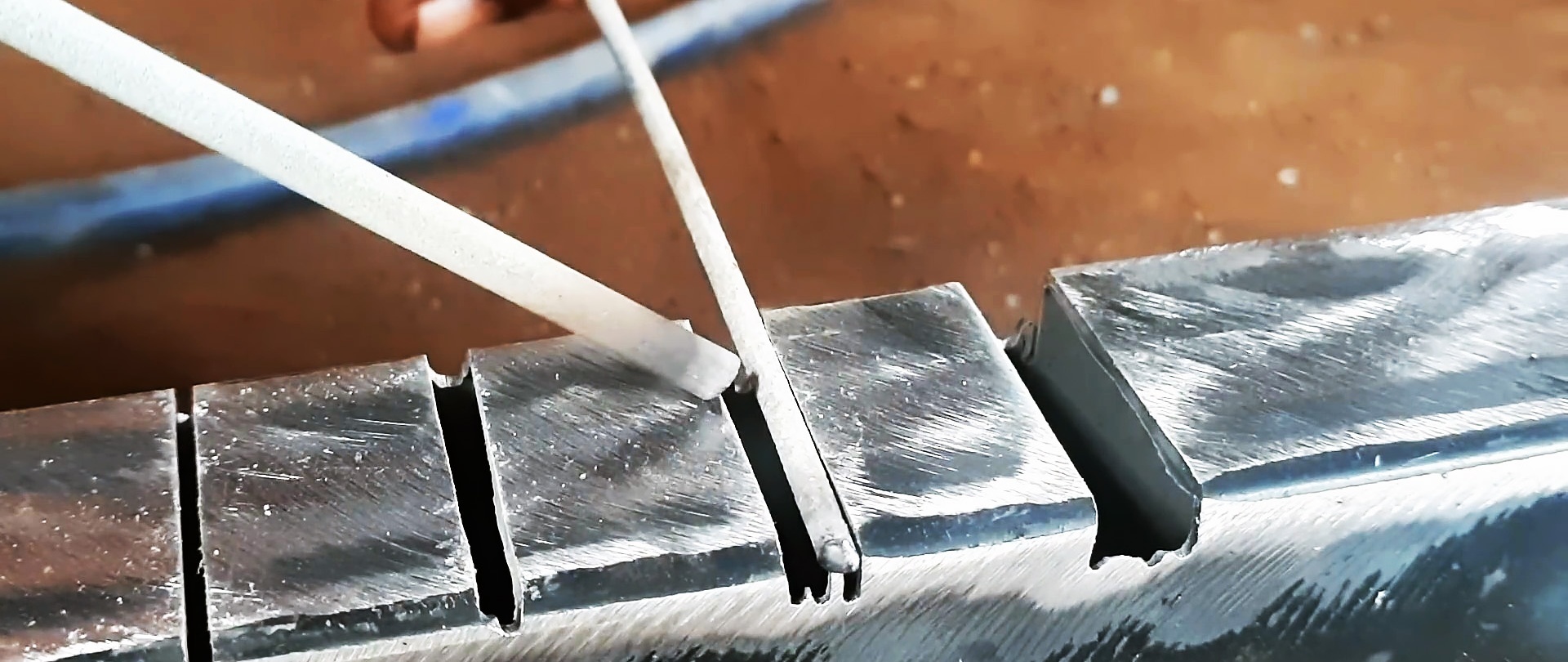
To se smatra razmakom između dijelova koji se zavaruju, čija je širina manja od promjera dodatnog materijala. Kraj elektrode bez premaza ili žice za zavarivanje topi se glavnom elektrodom poprečnim pomicanjem od ruba jednog dijela do drugog kroz dodatni materijal.
Metoda 2: kada je razmak usporediv s promjerom materijala za punjenje
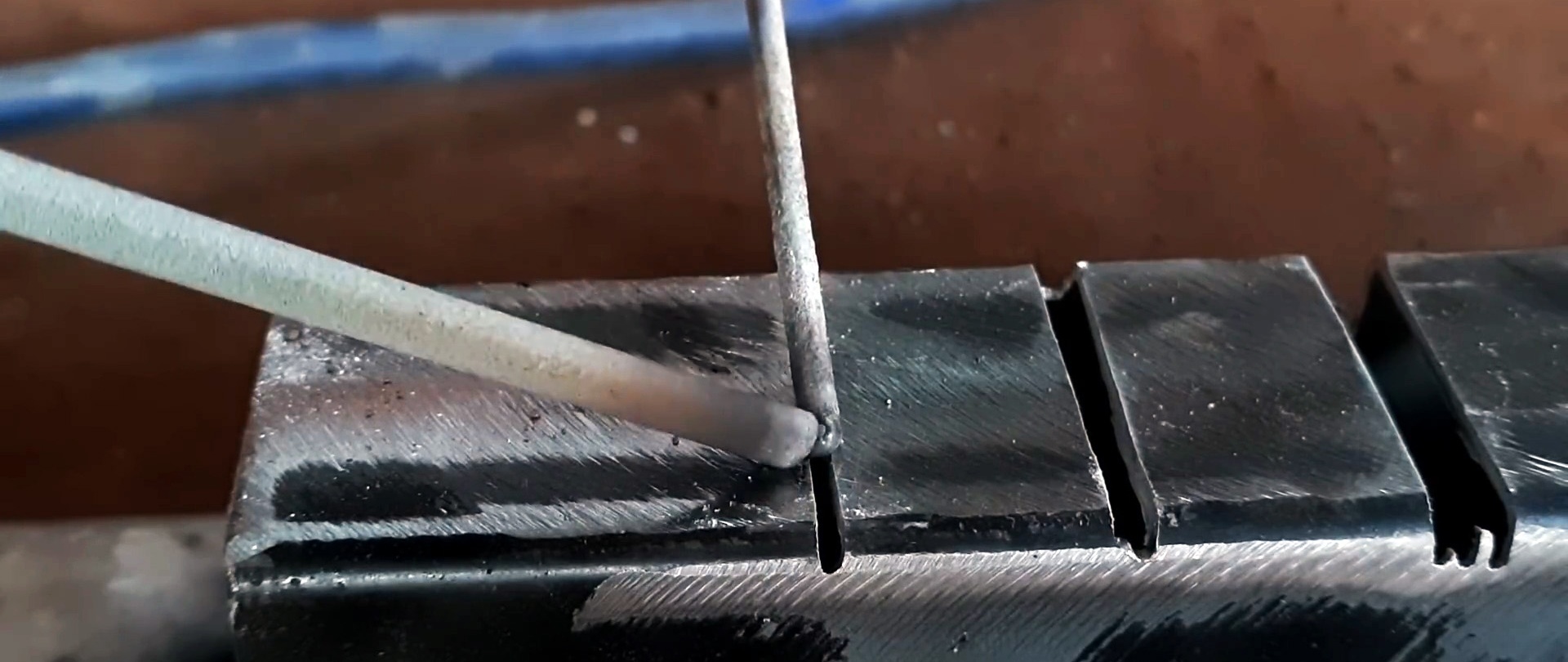
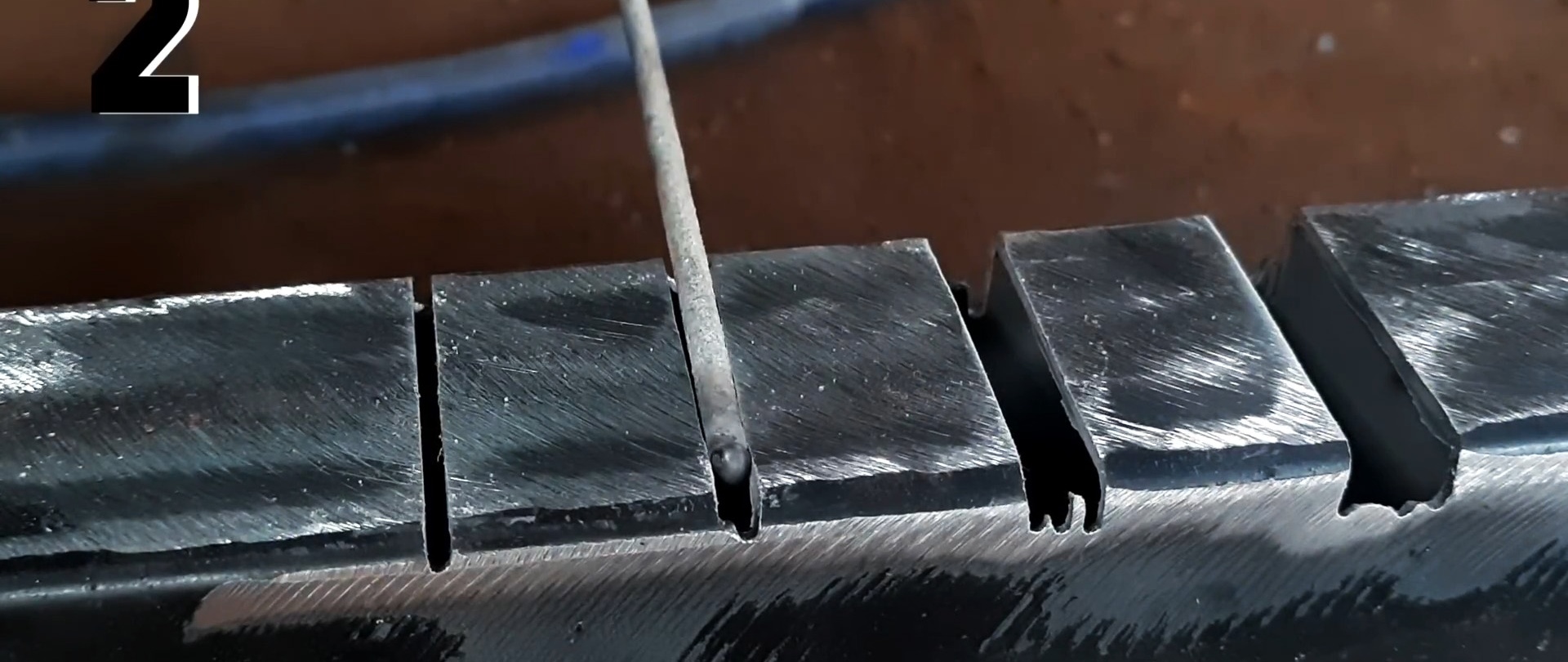
Ovo je vjerojatno najjednostavniji i najprikladniji način za implementaciju, budući da materijal za punjenje pada u procjep, a zavarena površina je prilično ravna. Progorevanje materijala je minimalizirano budući da se većina energije električnog luka koristi za taljenje materijala za punjenje. U suprotnom, postupak duplira metodu 1: zavarivanje se izvodi glavnom elektrodom pomicanjem poprečno između rubova dijelova koji se zavaruju.
Metoda 3: razmak je jednak dva promjera materijala za punjenje
U ovom slučaju dodatni materijal zavarimo na jedan rub materijala koji zavarivamo cijelom dužinom zazora, a zatim ga ostatak postavimo između prethodno zavarenog dodatka i drugog ruba dijelova koji se zavaruju. Zatim, nakon paljenja luka s glavnom elektrodom, vršimo poprečne pokrete između rubova preko dvije trake materijala za punjenje.


Metoda 4: Razmak prelazi dva promjera materijala za punjenje
U takvoj situaciji zavarimo dodatni materijal na oba ruba za zavarivanje, zatim ga postavimo u preostali zazor i zavarimo glavnom elektrodom pomičući je u poprečnom smjeru od ruba do ruba, ali već iznad tri trake punila. materijal. Naravno, takav slučaj zahtijeva više pažnje i neke vještine od zavarivača.

Elektrode za zavarivanje opće namjene na AliExpressu s popustom - http://alii.pub/606j2h

Gledaj video
Slične majstorske tečajeve












