Hvordan lage en kraftig bøyemaskin for armeringsjern
Når du arbeider med armering når du støper et fundament eller forsterket belte, må det bøyes i forskjellige vinkler. Hvis du bare bruker hammer og ambolt, vil forberedelsesprosessen før du støter betong ta dager. Du kan øke hastigheten på arbeidet med armering sterkt ved å bruke en hjemmelaget bøyemaskin.

Før du monterer maskinen, må du utføre dreiearbeid med et 40 mm emne som arbeidsstykke. En hylse 30 mm høy med et innvendig hull på 15 mm er laget av den. Du må også slipe ut 2 soppbøssinger. Den ytre diameteren til deres tynne del skal være lik diameteren på den indre ringen til de eksisterende lagrene. Diameteren på sopphetten gjøres 5-10 mm større. Det bores et 10 mm hull i foringene og det lages et forsenket hull under hodet på boltene. Du må også lage en finger til en stor bøssing av 15 mm rundt tømmer.Du må pusse den lett slik at den passer lett inn i hullet hennes.

Maskinsengen er laget av stripe eller tykk stålplate.

Den består av to rektangulære emner i forskjellige størrelser. Den minste skal ha nok areal til å romme to utvalgte lagre. Den store er gjort bredere og lengre med 30-40 mm. Det ene hjørnet av den mindre platen er kuttet og avrundet innover slik at en hylse med en diameter på 40 mm kan festes til den med et gap på 1-2 mm.

Rammeemnene brettes sammen og trimmes i vinkelen motsatt av den avrundede, hvoretter de sveises med en kontinuerlig søm og rengjøres i henhold til sveising.


Det lages 3 hull i maskinsengen. Den første er å bore under fingeren for å installere en stor bøssing.


Den er laget i den nedre brede platen på hjørnet slik at bøssingen passer til det avrundede hjørnet på den øvre platen med et gap på 1-2 mm. Deretter bores det 2 blinde hull på den mindre platen for montering av trykklagre på M10 bolter.

Blindhull er gjenget. Deretter skrus boltene med lagre og foringer inn i dem.

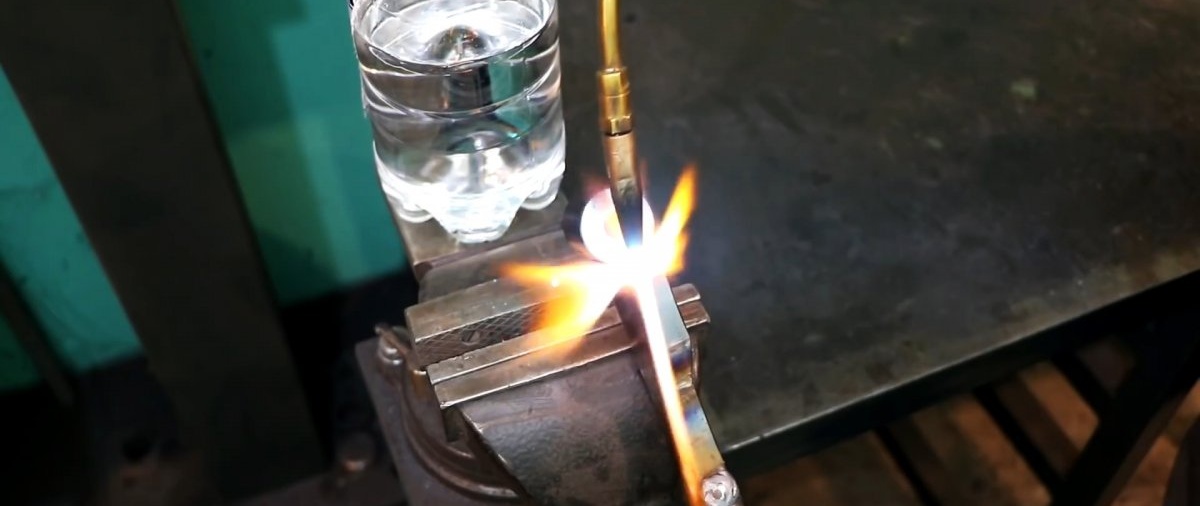
En skulder kuttet av metallet som ble brukt til å lage rammen er sveiset til den store bøssingen. En stopper laget av samme materiale er sveiset på toppen av den. Kanten skal ikke nå hullet i hylsen med 12-15 mm. Du må kutte et hakk på enden av stoppet. Deretter forlenges skulderen med et rundt tømmer. Den er sveiset i en svak skråning oppover. Det anbefales å varme opp hakkene på stopperen med en gasskutter og herde dem ved å avkjøle dem i vann.





En finger drives inn i hylsen med håndtaket, og den monteres i hullet på rammen.


Maskinen er klemt fast i en skrustikke. For bøying plasseres armering eller rundtømmer mellom lagrene og tappen, og bøyes deretter ved å dreie håndtaket.



Materialer:
- stripe eller plate med et tverrsnitt på 30 mm;
- lagre med en ytre diameter på 40-50 mm – 2 stk.;
- rundt emne for dreiearbeid med en diameter på 40 mm;
- rundt tømmer 15 mm;
- M10 sekskantbolter – 2 stk.
Produksjonsprosess for bøyemaskin
Før du monterer maskinen, må du utføre dreiearbeid med et 40 mm emne som arbeidsstykke. En hylse 30 mm høy med et innvendig hull på 15 mm er laget av den. Du må også slipe ut 2 soppbøssinger. Den ytre diameteren til deres tynne del skal være lik diameteren på den indre ringen til de eksisterende lagrene. Diameteren på sopphetten gjøres 5-10 mm større. Det bores et 10 mm hull i foringene og det lages et forsenket hull under hodet på boltene. Du må også lage en finger til en stor bøssing av 15 mm rundt tømmer.Du må pusse den lett slik at den passer lett inn i hullet hennes.

Maskinsengen er laget av stripe eller tykk stålplate.

Den består av to rektangulære emner i forskjellige størrelser. Den minste skal ha nok areal til å romme to utvalgte lagre. Den store er gjort bredere og lengre med 30-40 mm. Det ene hjørnet av den mindre platen er kuttet og avrundet innover slik at en hylse med en diameter på 40 mm kan festes til den med et gap på 1-2 mm.

Rammeemnene brettes sammen og trimmes i vinkelen motsatt av den avrundede, hvoretter de sveises med en kontinuerlig søm og rengjøres i henhold til sveising.


Det lages 3 hull i maskinsengen. Den første er å bore under fingeren for å installere en stor bøssing.


Den er laget i den nedre brede platen på hjørnet slik at bøssingen passer til det avrundede hjørnet på den øvre platen med et gap på 1-2 mm. Deretter bores det 2 blinde hull på den mindre platen for montering av trykklagre på M10 bolter.

Blindhull er gjenget. Deretter skrus boltene med lagre og foringer inn i dem.

En skulder kuttet av metallet som ble brukt til å lage rammen er sveiset til den store bøssingen. En stopper laget av samme materiale er sveiset på toppen av den. Kanten skal ikke nå hullet i hylsen med 12-15 mm. Du må kutte et hakk på enden av stoppet. Deretter forlenges skulderen med et rundt tømmer. Den er sveiset i en svak skråning oppover. Det anbefales å varme opp hakkene på stopperen med en gasskutter og herde dem ved å avkjøle dem i vann.




En finger drives inn i hylsen med håndtaket, og den monteres i hullet på rammen.


Maskinen er klemt fast i en skrustikke. For bøying plasseres armering eller rundtømmer mellom lagrene og tappen, og bøyes deretter ved å dreie håndtaket.


Se videoen
Lignende mesterklasser






Spesielt interessant






Kommentarer (1)
