Hur man gör en kraftfull bockningsmaskin för armeringsjärn
När man arbetar med armering när man gjuter ett fundament eller ett förstärkt bälte måste det böjas i olika vinklar. Om du bara använder en hammare och städ, kommer den förberedande processen innan du häller betong att ta dagar. Du kan avsevärt påskynda arbetshastigheten med förstärkning med hjälp av en hemmagjord bockningsmaskin.

Innan du sätter ihop maskinen måste du utföra svarvarbeten med ett 40 mm ämne som arbetsstycke. En hylsa 30 mm hög med ett inre hål på 15 mm är gjord av den. Du behöver även slipa ut 2 svampbussningar. Den yttre diametern på deras tunna del bör vara lika med diametern på den inre ringen av de befintliga lagren. Diametern på svamplocket görs 5-10 mm större. Ett 10 mm hål borras i bussningarna och ett försänkt hål görs under bultarnas huvud. Du behöver också göra ett finger till en stor bussning av 15 mm rundvirke.Du måste slipa den lätt så att den lätt passar in i hennes hål.

Maskinbädden är gjord av band eller tjock stålplåt.

Den består av två rektangulära ämnen i olika storlekar. Den mindre bör ha tillräckligt med yta för att rymma två utvalda lager. Den stora görs bredare och längre med 30-40 mm. Ett hörn av den mindre plattan skärs och rundas inåt så att en hylsa med en diameter på 40 mm kan fästas på den med ett mellanrum på 1-2 mm.

Ramämnena viks ihop och trimmas i vinkeln motsatt den rundade, varefter de svetsas med en kontinuerlig söm och rengörs enligt svetsning.


3 hål görs i maskinbädden. Den första är att borra under fingret för att installera en stor bussning.


Den är gjord i den nedre breda plattan på hörnet så att bussningen passar det rundade hörnet på den övre plattan med ett mellanrum på 1-2 mm. Därefter borras 2 st blindhål på den mindre plattan för montering av axiallagren på M10-bultar.

Blindhål är gängade. Sedan skruvas bultarna med lager och bussningar in i dem.

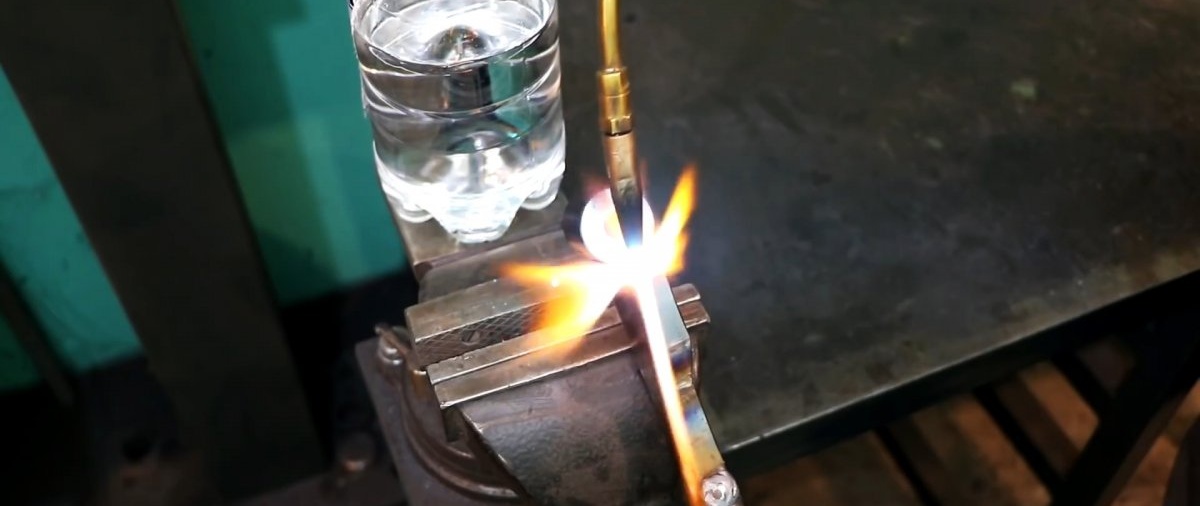
En skuldra skuren från metallen som används för att göra ramen är svetsad till den stora bussningen. Ett stopp av samma material svetsas ovanpå det. Dess kant ska inte nå hålet i hylsan med 12-15 mm. Du måste skära ett hack i änden av stoppet. Sedan förlängs axeln med ett rundvirke. Den är svetsad i en svag lutning uppåt. Det är lämpligt att värma spärrarna på stoppet med en gasskärare och härda dem genom att kyla dem i vatten.





Ett finger drivs in i hylsan med handtaget, och det installeras i hålet på ramen.


Maskinen är fastklämd i ett skruvstycke. För bockning placeras armerings- eller rundvirke mellan lagren och tappen, böjs sedan genom att vrida på handtaget.



Material:
- remsa eller platta med ett tvärsnitt på 30 mm;
- lager med en ytterdiameter på 40-50 mm – 2 st.;
- runt ämne för svarvarbete med en diameter på 40 mm;
- rundvirke 15 mm;
- M10 sexkantsbultar – 2 st.
Tillverkningsprocess för bockningsmaskin
Innan du sätter ihop maskinen måste du utföra svarvarbeten med ett 40 mm ämne som arbetsstycke. En hylsa 30 mm hög med ett inre hål på 15 mm är gjord av den. Du behöver även slipa ut 2 svampbussningar. Den yttre diametern på deras tunna del bör vara lika med diametern på den inre ringen av de befintliga lagren. Diametern på svamplocket görs 5-10 mm större. Ett 10 mm hål borras i bussningarna och ett försänkt hål görs under bultarnas huvud. Du behöver också göra ett finger till en stor bussning av 15 mm rundvirke.Du måste slipa den lätt så att den lätt passar in i hennes hål.

Maskinbädden är gjord av band eller tjock stålplåt.

Den består av två rektangulära ämnen i olika storlekar. Den mindre bör ha tillräckligt med yta för att rymma två utvalda lager. Den stora görs bredare och längre med 30-40 mm. Ett hörn av den mindre plattan skärs och rundas inåt så att en hylsa med en diameter på 40 mm kan fästas på den med ett mellanrum på 1-2 mm.

Ramämnena viks ihop och trimmas i vinkeln motsatt den rundade, varefter de svetsas med en kontinuerlig söm och rengörs enligt svetsning.


3 hål görs i maskinbädden. Den första är att borra under fingret för att installera en stor bussning.


Den är gjord i den nedre breda plattan på hörnet så att bussningen passar det rundade hörnet på den övre plattan med ett mellanrum på 1-2 mm. Därefter borras 2 st blindhål på den mindre plattan för montering av axiallagren på M10-bultar.

Blindhål är gängade. Sedan skruvas bultarna med lager och bussningar in i dem.

En skuldra skuren från metallen som används för att göra ramen är svetsad till den stora bussningen. Ett stopp av samma material svetsas ovanpå det. Dess kant ska inte nå hålet i hylsan med 12-15 mm. Du måste skära ett hack i änden av stoppet. Sedan förlängs axeln med ett rundvirke. Den är svetsad i en svag lutning uppåt. Det är lämpligt att värma spärrarna på stoppet med en gasskärare och härda dem genom att kyla dem i vatten.




Ett finger drivs in i hylsan med handtaget, och det installeras i hålet på ramen.


Maskinen är fastklämd i ett skruvstycke. För bockning placeras armerings- eller rundvirke mellan lagren och tappen, böjs sedan genom att vrida på handtaget.


Titta på videon
Liknande mästarklasser






Särskilt intressant






Kommentarer (1)
