Paano magwelding ng mga puwang sa manipis na metal nang walang kahirapan
Kapag hinang ang manipis na metal, upang maiwasan ang pagkasunog, lahat ng aspeto ng proseso ng hinang ay mahalaga: ang diameter at uri ng pangunahing elektrod na ginamit, ang lakas ng kasalukuyang hinang, ang bilis at tilapon ng elektrod, ang kalidad ng pagtatalop ng mga bahaging hinangin, atbp.
Ngunit sa ilang mga kaso, kapag hinang ang manipis na metal sa iba't ibang mga puwang, ang lahat ng nakalistang mga kadahilanan ay hindi sapat at pagkatapos ay inilapat ang isa pang kadahilanan, na may kaugnayan sa paggamit ng materyal na tagapuno. Bukod dito, sa lahat ng mga kaso, ang hinang ay isinasagawa gamit ang isang pasulput-sulpot na arko at ang elektrod ay inilipat sa nakahalang direksyon. Tingnan natin kung paano isa-isang ilapat ang pamamaraang ito.
Mga welding electrodes para sa mga pangkalahatang layunin sa AliExpress sa isang diskwento - http://alii.pub/606j2h
Paraan 1: mas mababa ang puwang kaysa sa diameter ng materyal na tagapuno
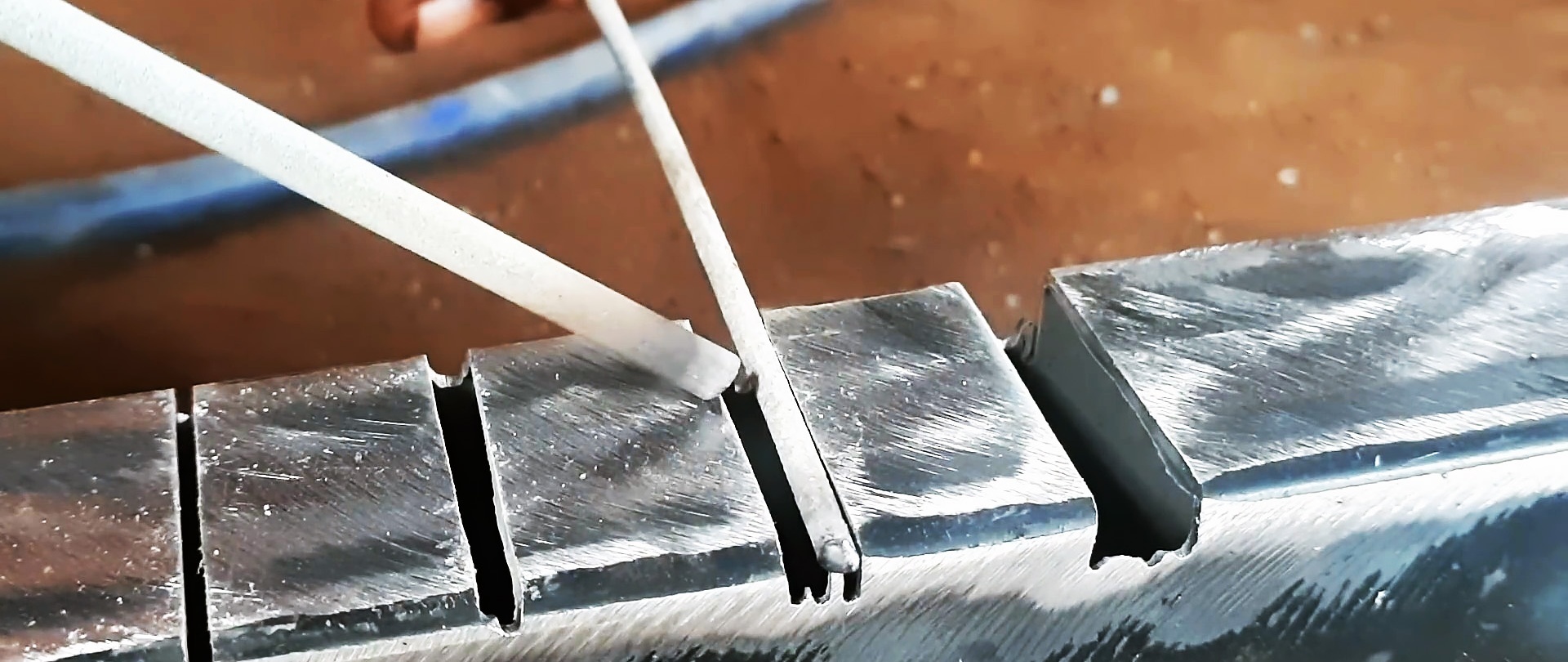
Ito ay itinuturing na isang puwang sa pagitan ng mga bahagi na hinangin, ang lapad nito ay mas mababa sa diameter ng materyal na tagapuno. Ang dulo ng elektrod na walang patong o welding wire ay natutunaw ng pangunahing elektrod sa pamamagitan ng paglipat nito nang pahalang mula sa gilid ng isang bahagi patungo sa isa pa sa pamamagitan ng materyal na tagapuno.
Paraan 2: kapag ang puwang ay maihahambing sa diameter ng materyal na tagapuno
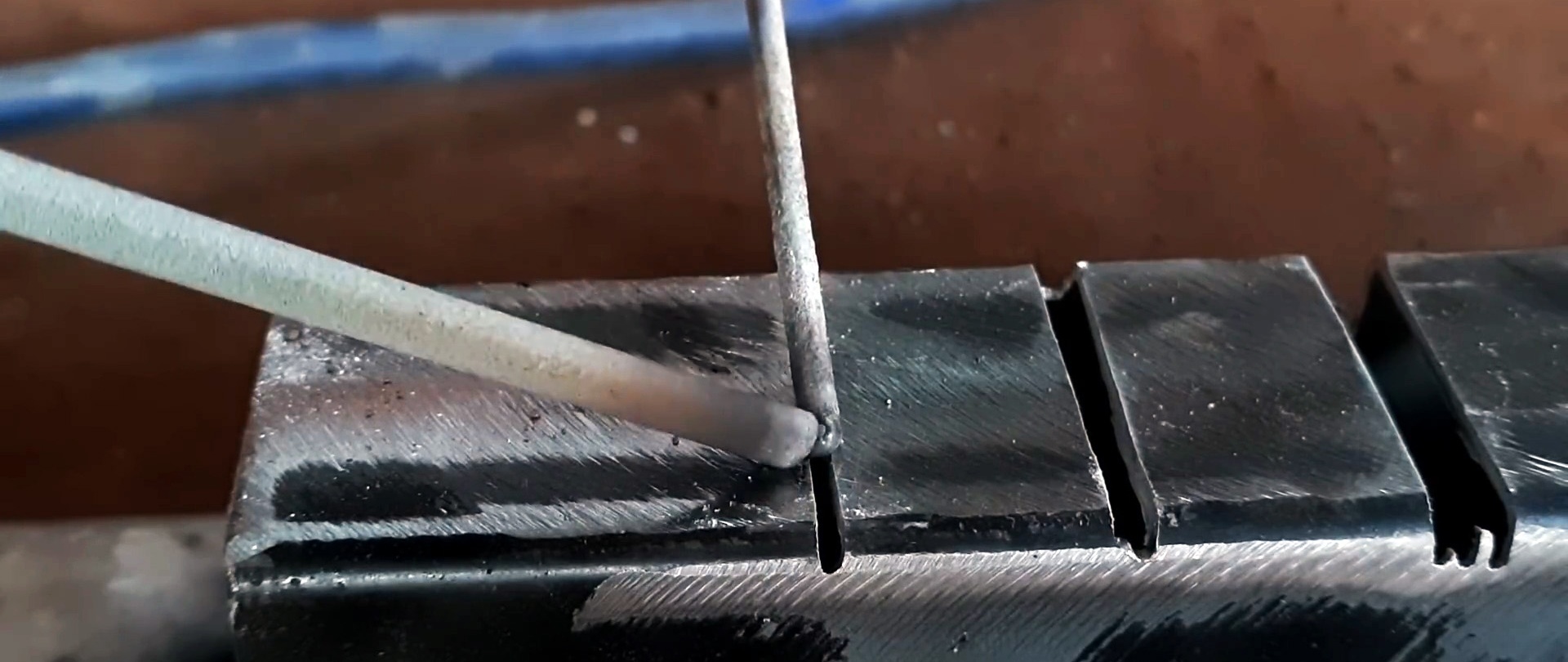
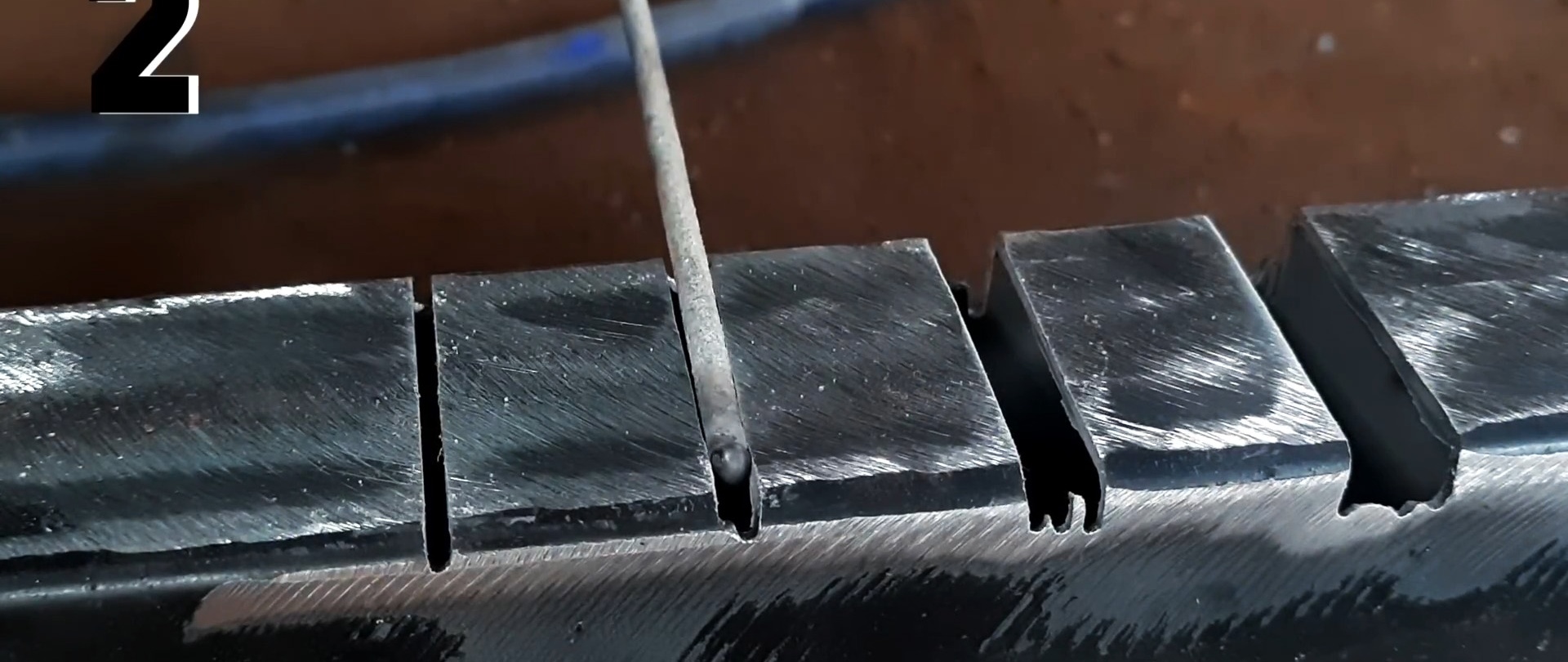
Ito ay marahil ang pinakasimpleng at pinaka-maginhawang paraan upang ipatupad, dahil ang materyal na tagapuno ay nahuhulog sa puwang at ang welded na ibabaw ay medyo flat. Ang pagkasunog ng materyal ay mababawasan dahil ang karamihan sa enerhiya ng electric arc ay ginagamit upang matunaw ang materyal na tagapuno. Kung hindi, ang proseso ay nadoble ang paraan 1: ang hinang ay isinasagawa gamit ang pangunahing elektrod sa pamamagitan ng paglipat nito nang transversely sa pagitan ng mga gilid ng mga bahagi na hinangin.
Paraan 3: ang puwang ay katumbas ng dalawang diameters ng filler material
Sa kasong ito, hinangin namin ang materyal na tagapuno sa isang gilid ng materyal na hinangin sa buong haba ng puwang, at pagkatapos ay inilalagay ang natitira sa pagitan ng dati nang hinang na materyal na tagapuno at ang pangalawang gilid ng mga bahaging hinangin. Susunod, pagkatapos mag-apoy ng arko gamit ang pangunahing elektrod, gumawa kami ng mga transverse na paggalaw sa pagitan ng mga gilid sa dalawang piraso ng materyal na tagapuno.


Paraan 4: Lumagpas ang gap sa dalawang diameter ng filler material
Sa ganoong sitwasyon, hinangin namin ang materyal na tagapuno sa magkabilang gilid upang ma-welded, pagkatapos ay ilagay ito sa natitirang puwang at hinangin gamit ang pangunahing elektrod, inililipat ito sa nakahalang direksyon mula sa gilid hanggang sa gilid, ngunit nasa itaas na ng tatlong piraso ng tagapuno. materyal. Siyempre, ang ganitong kaso ay nangangailangan ng higit na pansin at ilang kasanayan mula sa welder.

Mga welding electrodes para sa mga pangkalahatang layunin sa AliExpress sa isang diskwento - http://alii.pub/606j2h

Panoorin ang video
Katulad na mga master class






Lalo na kawili-wili






