Automatische Zentriermaschine für Bohrer
Um mit einem Bohrer Löcher in die Mitte des Werkstücks zu bohren, müssen Sie zunächst mit Lineal und Bleistift die Mittellinie markieren und entlang dieser bohren.
Aber Sie können das Markieren für immer vergessen, wenn Sie ein einfaches Gerät herstellen, mit dem Sie mit einem Bohrer Löcher entlang der Symmetrielinie der Werkstücke bohren können, was sehr praktisch ist, insbesondere wenn Sie so etwas regelmäßig tun müssen.

Bereiten wir einige Materialien für die Arbeit vor:
Um die Elemente der Zentriervorrichtung herzustellen und zu montieren, können Sie auf folgende Werkzeuge und Geräte nicht verzichten: Klammern und Klammern; Bohrgerät mit Ring- und Spiralbohrern; Schraubstock; Bügelsägen für Metall; Zangen und Zangen; Messwinkel, Lineal und Bleistift; Hammer und Schraubenschlüssel.
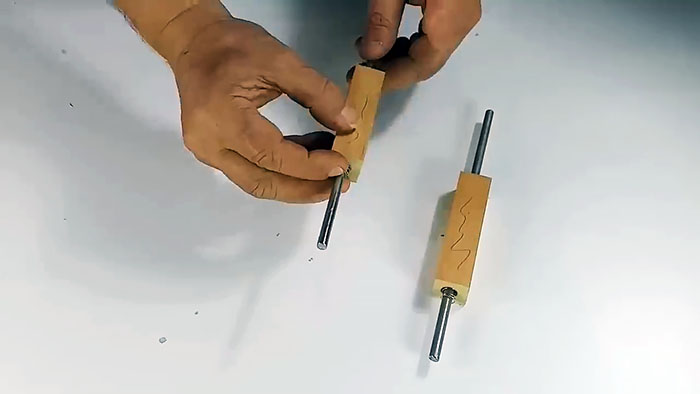
In die Holzblöcke bohren wir von einem Ende bis zur Mitte Löcher für Stahlstangen und auf der anderen Seite Löcher mit größerem Durchmesser für Stangen mit darauf angebrachten Federn.

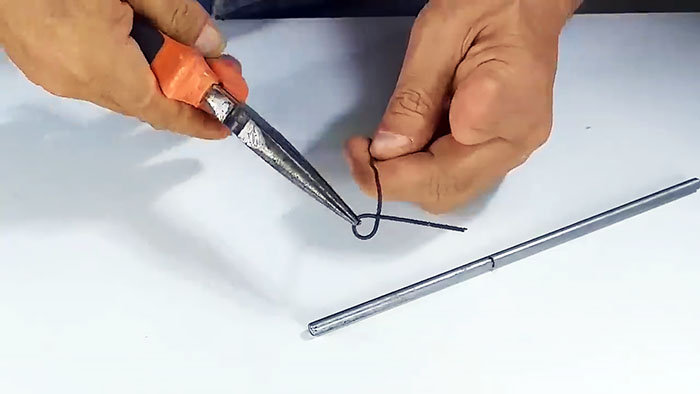
Wir spannen die Stangen einzeln in einen Schraubstock und bohren mit einer Metallsäge genau in der Mitte eine kreisförmige Nut.

Wir wickeln den Draht in einer Umdrehung in die Nut entlang des Rings und schneiden den entstandenen Drahtring mit einer Zange ab.
Mit einer Zange drücken wir die Drahtringe in die Nuten. An ihnen liegen die Enden der Doppelfedern an.
Wir stecken Stangen mit Federn in die Löcher mit größerem Durchmesser in den Holzklötzen und legen sie vorerst beiseite.

Wir markieren einen rechteckigen Holzrohling für einen großen zentralen kreisförmigen Ausschnitt, zwei seitliche Aussparungen horizontal und symmetrisch zur Mitte des großen Ausschnitts sowie dessen Außenkontur.

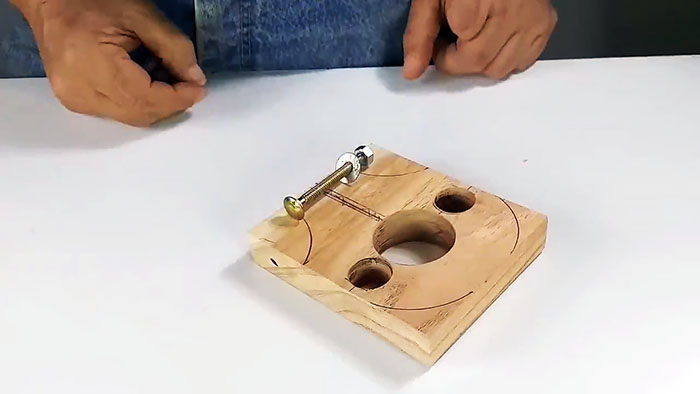
Wir befestigen das markierte Werkstück mit einer Zwinge und klemmen vertikal und erstellen mit einem Ringbohrer einen zentralen Ausschnitt.

Mit einem Spiralbohrer bohren wir an den Seiten zwei Aussparungen und bohren mit einem Bohrer in der Mitte der Aussparungen Durchgangslöcher für den Ausgang der Stäbe.
An der Unterseite des Werkstücks zeichnen wir zwei vertikale Linien vom zentralen Loch bis zum Rand des Werkstücks in einigem Abstand voneinander und symmetrisch zum Mittelpunkt des Kreises.
Anhand der Markierungen formen wir die Außenkontur des Werkstücks und erstellen einen Schlitz. Senkrecht zum Schlitz bohren wir näher an der Werkstückkante ein Durchgangsloch für den Kupplungsbolzen.
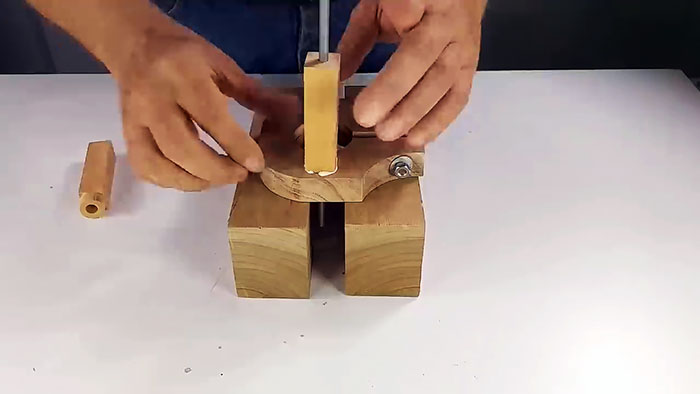
Wir geben einem Ende der Holzklötze bis zur Tiefe der Sacklöcher im flachen Werkstück eine zylindrische Form, die ihrem Durchmesser entspricht.
Wir tragen Klebstoff auf den zylindrischen Teil der Stangen auf, setzen die Stangen mit Federn ein und installieren sie in den Sacklöchern im flachen Werkstück. Überschüssigen Kleber mit einer Serviette entfernen.
Wir drücken mit den Fingern auf die Stangen und achten darauf, dass sie sicher federbelastet sind und sich frei in den Löchern bewegen können.

Wir führen den Bohrer vollständig in das zentrale Loch der Vorrichtung ein, sodass sich das Spannfutter zwischen den Stangen befindet, und ziehen die Kupplungsschraube fest. Dadurch wird die Zentriervorrichtung fest und starr am zylindrischen Teil des Bohrerkörpers fixiert.
Das Vorhandensein eines solchen Geräts ermöglicht es Ihnen, Löcher in Werkstücken beliebiger Breite (innerhalb des Abstands zwischen den Stangen) genau in der Mitte ohne Markierung zu bohren. Hauptsache, die Stäbe kommen seitlich mit den Werkstücken in Kontakt.



Aber Sie können das Markieren für immer vergessen, wenn Sie ein einfaches Gerät herstellen, mit dem Sie mit einem Bohrer Löcher entlang der Symmetrielinie der Werkstücke bohren können, was sehr praktisch ist, insbesondere wenn Sie so etwas regelmäßig tun müssen.
Wird benötigt
Bereiten wir einige Materialien für die Arbeit vor:
- zwei Stahlstangen;
- vier Druckfedern;
- zwei Holzklötze;
- ein kleines Stück Stahldraht;
- rechteckiger Holzrohling von geringer Dicke;
- Rundkopfschraube, Unterlegscheibe und Mutter;
- Holzkleber
Um die Elemente der Zentriervorrichtung herzustellen und zu montieren, können Sie auf folgende Werkzeuge und Geräte nicht verzichten: Klammern und Klammern; Bohrgerät mit Ring- und Spiralbohrern; Schraubstock; Bügelsägen für Metall; Zangen und Zangen; Messwinkel, Lineal und Bleistift; Hammer und Schraubenschlüssel.
Das Verfahren zum Arbeiten am Gerät
In die Holzblöcke bohren wir von einem Ende bis zur Mitte Löcher für Stahlstangen und auf der anderen Seite Löcher mit größerem Durchmesser für Stangen mit darauf angebrachten Federn.
Wir spannen die Stangen einzeln in einen Schraubstock und bohren mit einer Metallsäge genau in der Mitte eine kreisförmige Nut.
Wir wickeln den Draht in einer Umdrehung in die Nut entlang des Rings und schneiden den entstandenen Drahtring mit einer Zange ab.
Mit einer Zange drücken wir die Drahtringe in die Nuten. An ihnen liegen die Enden der Doppelfedern an.
Wir stecken Stangen mit Federn in die Löcher mit größerem Durchmesser in den Holzklötzen und legen sie vorerst beiseite.
Wir markieren einen rechteckigen Holzrohling für einen großen zentralen kreisförmigen Ausschnitt, zwei seitliche Aussparungen horizontal und symmetrisch zur Mitte des großen Ausschnitts sowie dessen Außenkontur.
Wir befestigen das markierte Werkstück mit einer Zwinge und klemmen vertikal und erstellen mit einem Ringbohrer einen zentralen Ausschnitt.
Mit einem Spiralbohrer bohren wir an den Seiten zwei Aussparungen und bohren mit einem Bohrer in der Mitte der Aussparungen Durchgangslöcher für den Ausgang der Stäbe.
An der Unterseite des Werkstücks zeichnen wir zwei vertikale Linien vom zentralen Loch bis zum Rand des Werkstücks in einigem Abstand voneinander und symmetrisch zum Mittelpunkt des Kreises.
Anhand der Markierungen formen wir die Außenkontur des Werkstücks und erstellen einen Schlitz. Senkrecht zum Schlitz bohren wir näher an der Werkstückkante ein Durchgangsloch für den Kupplungsbolzen.
Wir geben einem Ende der Holzklötze bis zur Tiefe der Sacklöcher im flachen Werkstück eine zylindrische Form, die ihrem Durchmesser entspricht.
Wir tragen Klebstoff auf den zylindrischen Teil der Stangen auf, setzen die Stangen mit Federn ein und installieren sie in den Sacklöchern im flachen Werkstück. Überschüssigen Kleber mit einer Serviette entfernen.
Wir drücken mit den Fingern auf die Stangen und achten darauf, dass sie sicher federbelastet sind und sich frei in den Löchern bewegen können.
Wir führen den Bohrer vollständig in das zentrale Loch der Vorrichtung ein, sodass sich das Spannfutter zwischen den Stangen befindet, und ziehen die Kupplungsschraube fest. Dadurch wird die Zentriervorrichtung fest und starr am zylindrischen Teil des Bohrerkörpers fixiert.
Das Vorhandensein eines solchen Geräts ermöglicht es Ihnen, Löcher in Werkstücken beliebiger Breite (innerhalb des Abstands zwischen den Stangen) genau in der Mitte ohne Markierung zu bohren. Hauptsache, die Stäbe kommen seitlich mit den Werkstücken in Kontakt.
Schau das Video
Ähnliche Meisterkurse






Besonders interessant

So verstecken Sie eine selbstschneidende Schraube in Holz

So restaurieren Sie ein Messer, wenn der Griff abbricht

7 Möglichkeiten, gerissene Spanplattenscharniere zuverlässig zu reparieren

Wie man aus Kunststoff starke Feilengriffe herstellt

Drei nützliche Tricks bei der Arbeit mit Holz

Ein einfacher Pavillon in 1 Tag
Kommentare (1)
