How to reduce the diameter of a steel pipe by friction
Today's review will focus on reducing the diameter of a pipe by friction. A threaded pipe will be made in 5 minutes! This is not a joke, and video evidence is attached to the material.
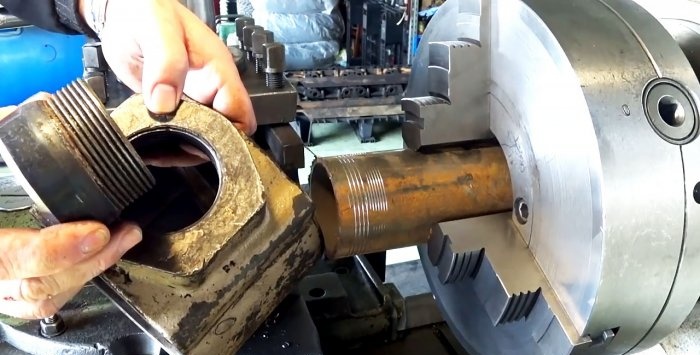
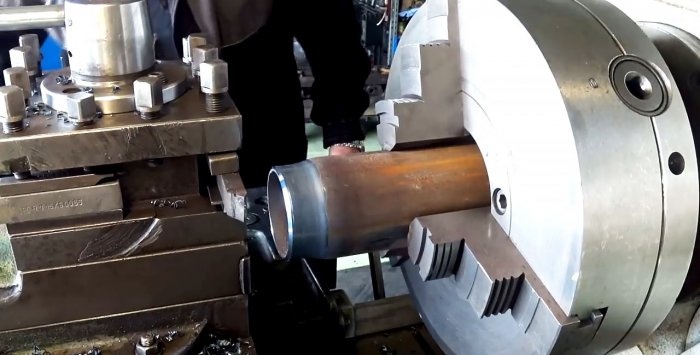
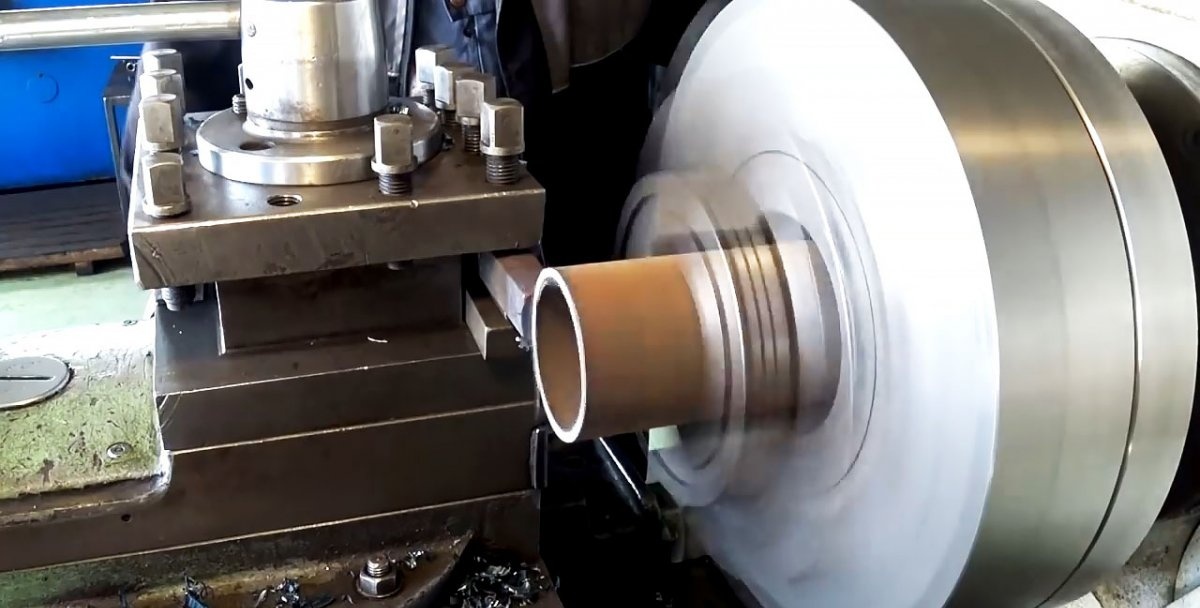
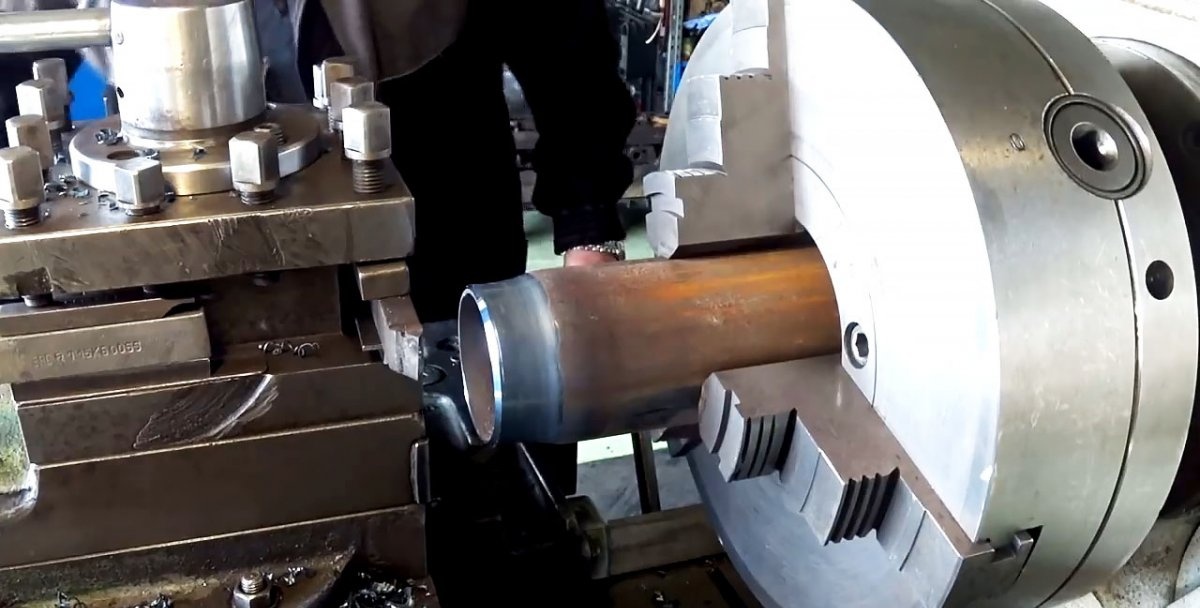
For example, we take the housing from an engine pneumatic starter. You need to make a threaded pipe for it, which will then be scalded. The workpiece is a pipe, the outer diameter of which is 76 mm. Its initial part must be reduced to 70 mm and threaded.
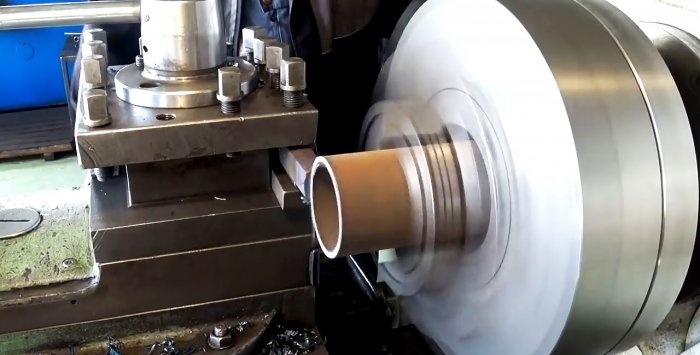
The master first shrinks a part of the pipe with the end of a steel cutter to the required diameter of 70 mm. You need to control the size of the workpiece with a caliper. Rough shrinkage processing is carried out at a speed of 630 rpm.

The entire operation is performed in several passes.

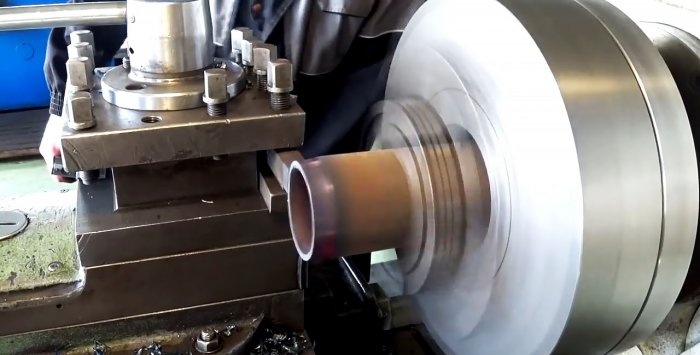
The pipe shrinks and is further stretched.
Next, the movable carriage with the pressure platform is adjusted to the thread. The cutter and machine settings are changed. Before cutting the thread, the chamfer is removed.
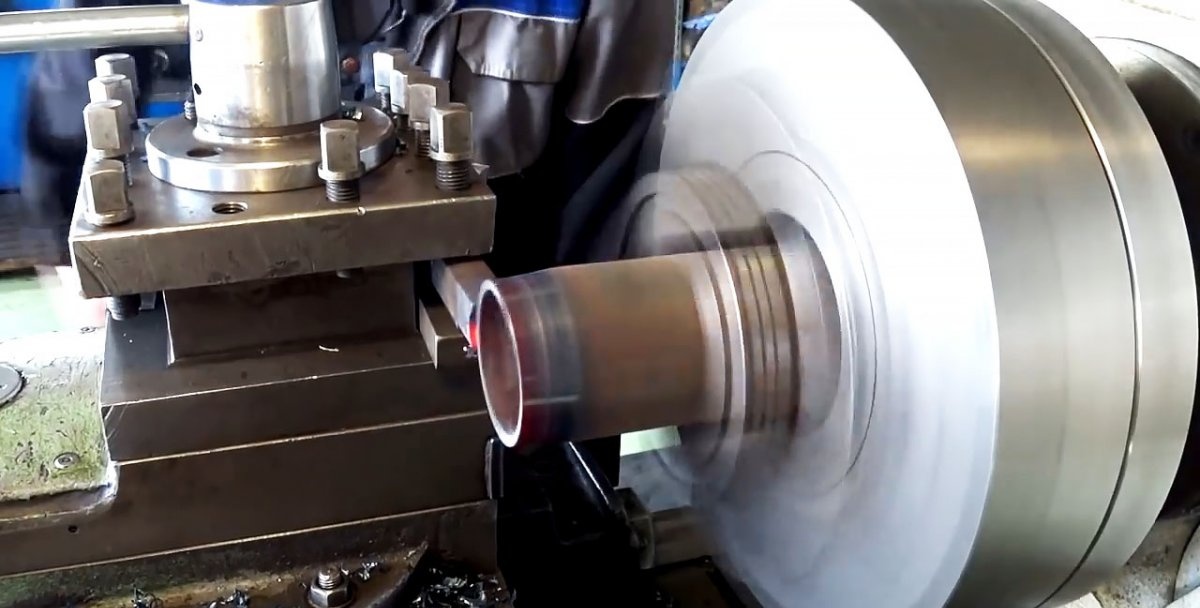
Thread cutting will be performed at a speed of 400 rpm. Thread rating: M70 step 3. The cutter chosen for it is a rod one.
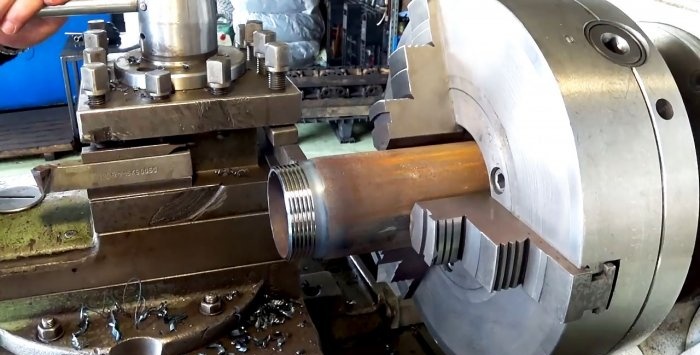
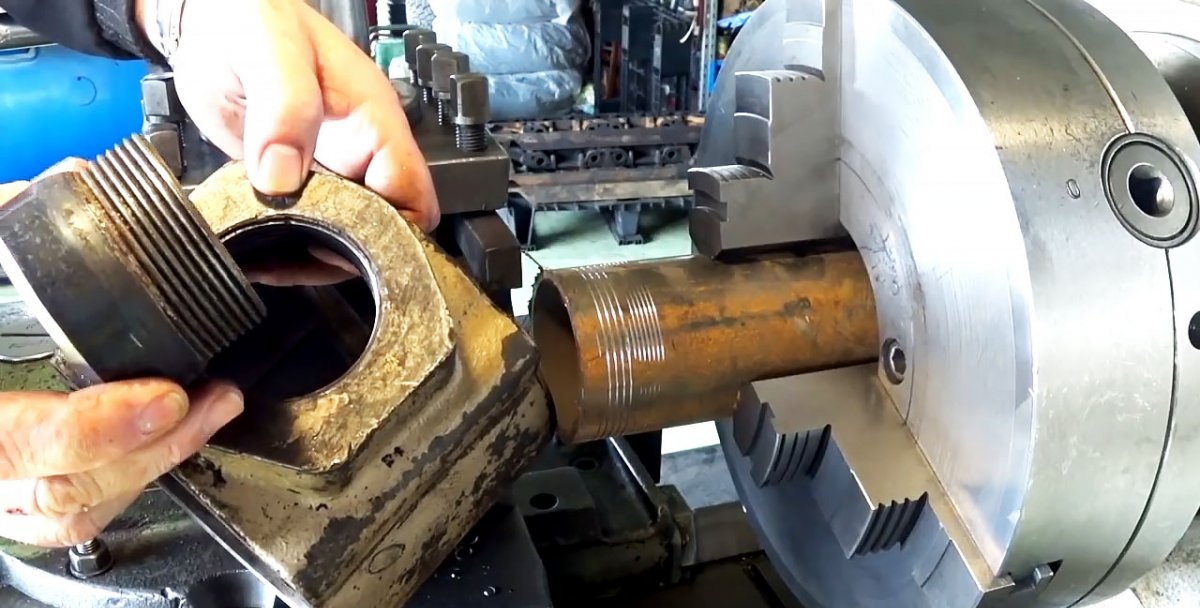
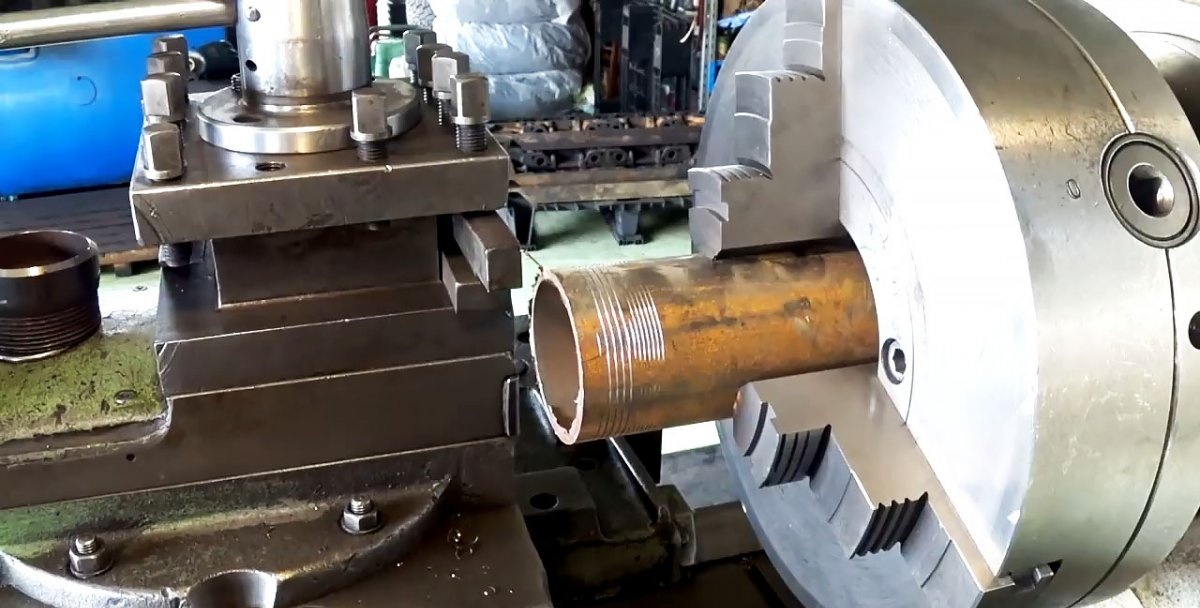
In four passes, the full calculated thread depth is cut.The result was 6 threads, just enough to secure the pipe in the head of the air starter housing.
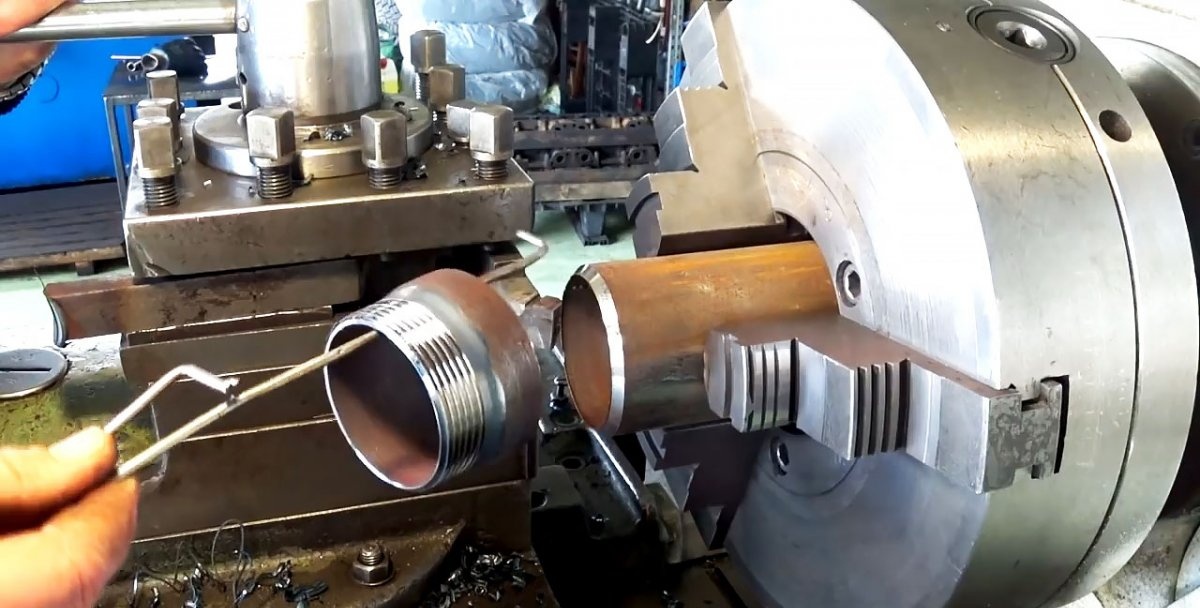
Having finished cutting the thread, the master cuts the workpiece with a bent cutter.

This point is noteworthy, since usually a special type of cutter is designed for facing - cutting. Its advantage is that it allows you to do this with maximum accuracy. But in this case it is not important, but the chamfer made with a through cutter is useful for a more durable weld. Afterwards it can be cleaned so that the joint will not be noticeable at all.

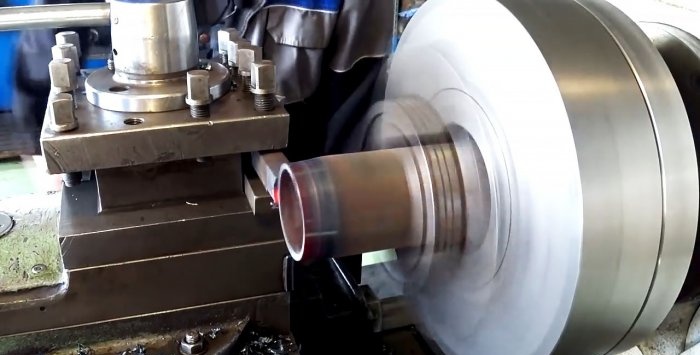
When trimming, the metal heats up, so it is most convenient to support the workpiece with something during this operation, for example, a piece of an electrode or a rod, and then cool it. As we have all seen, the DIP-3001M63 screw-cutting lathe copes well with such tasks, especially when real turning masters are behind it.
For example, we take the housing from an engine pneumatic starter. You need to make a threaded pipe for it, which will then be scalded. The workpiece is a pipe, the outer diameter of which is 76 mm. Its initial part must be reduced to 70 mm and threaded.
Reducing the diameter of the pipe by shrinkage
The master first shrinks a part of the pipe with the end of a steel cutter to the required diameter of 70 mm. You need to control the size of the workpiece with a caliper. Rough shrinkage processing is carried out at a speed of 630 rpm.
The entire operation is performed in several passes.
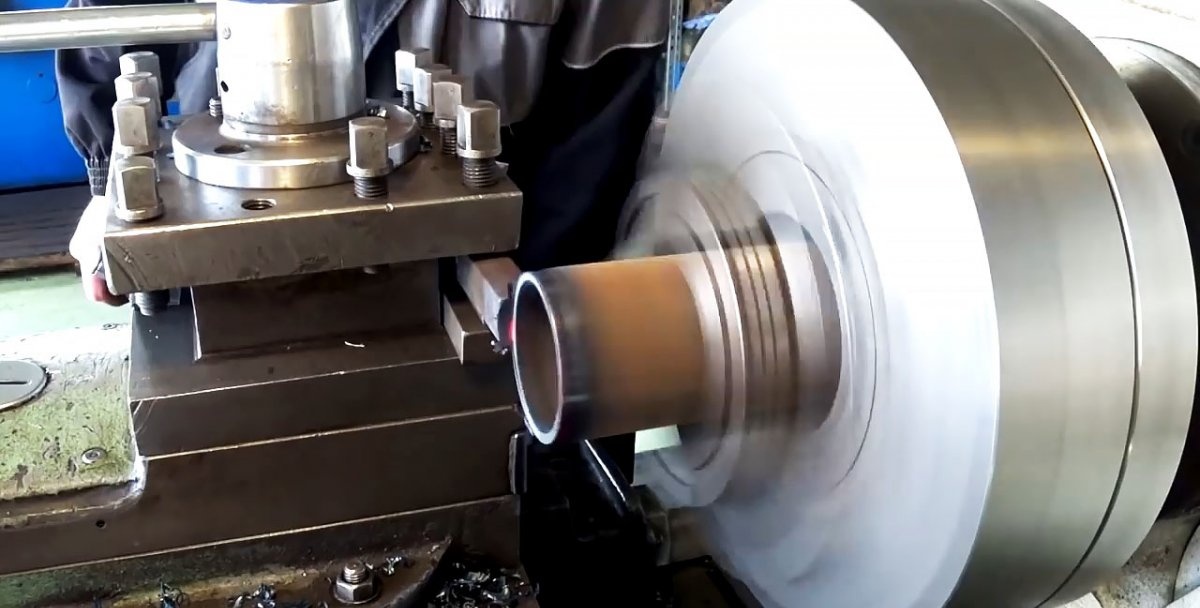
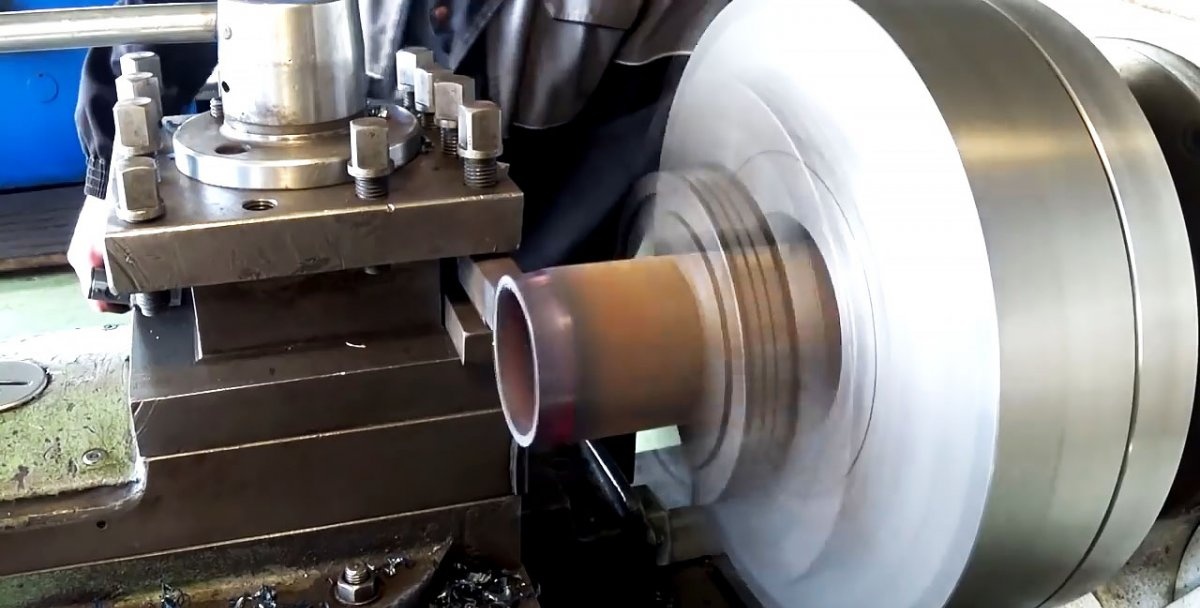
The pipe shrinks and is further stretched.
Next, the movable carriage with the pressure platform is adjusted to the thread. The cutter and machine settings are changed. Before cutting the thread, the chamfer is removed.
Thread cutting will be performed at a speed of 400 rpm. Thread rating: M70 step 3. The cutter chosen for it is a rod one.
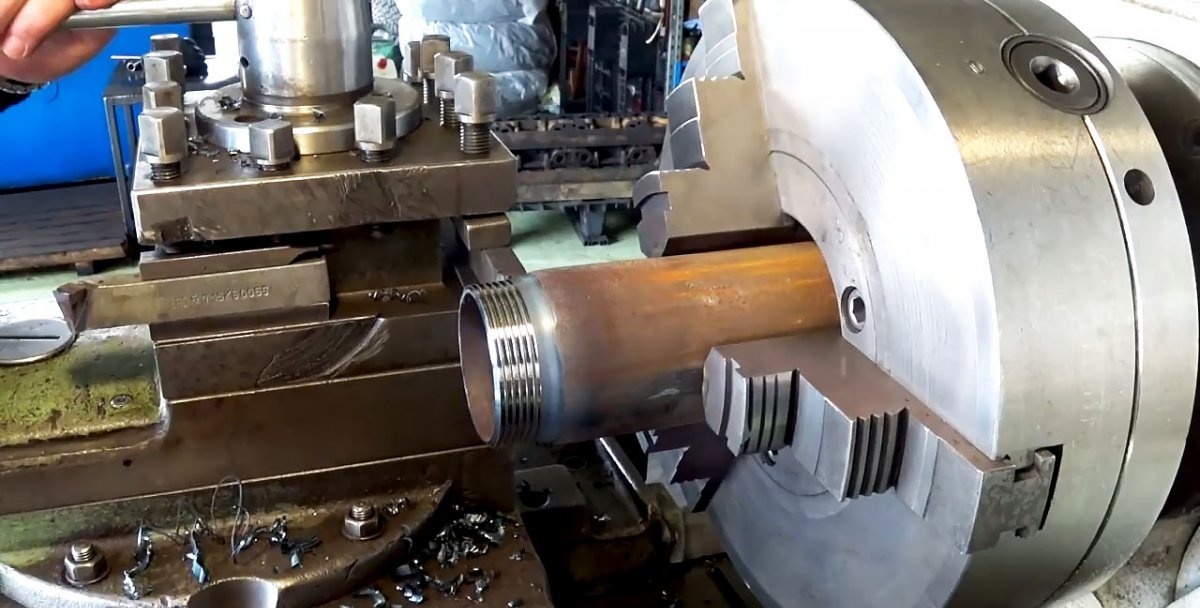
In four passes, the full calculated thread depth is cut.The result was 6 threads, just enough to secure the pipe in the head of the air starter housing.
Having finished cutting the thread, the master cuts the workpiece with a bent cutter.
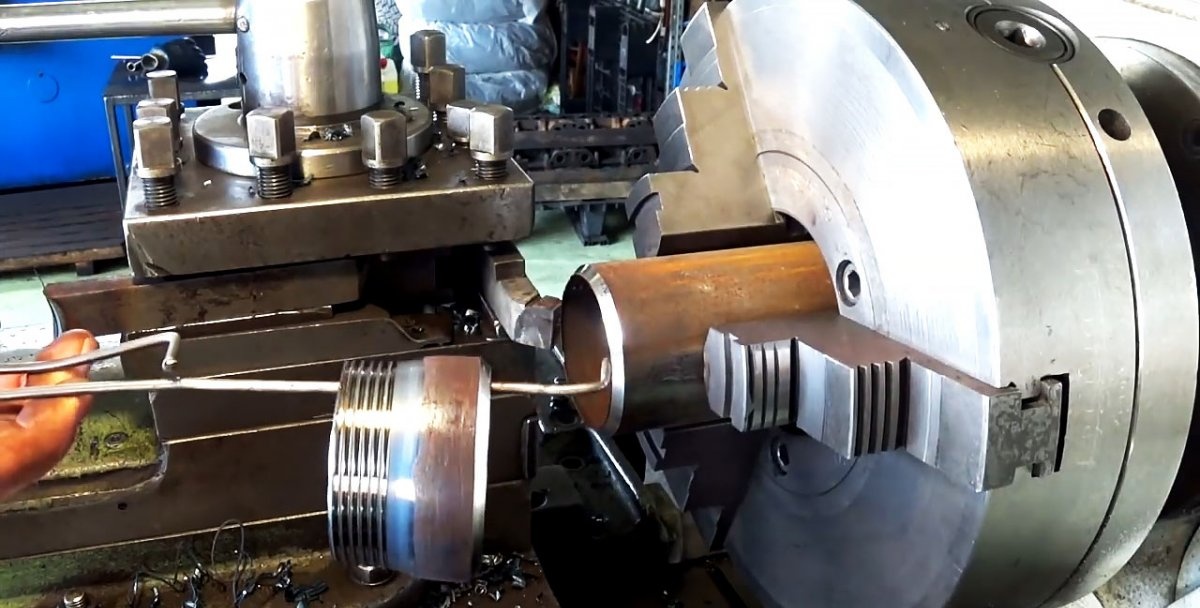
This point is noteworthy, since usually a special type of cutter is designed for facing - cutting. Its advantage is that it allows you to do this with maximum accuracy. But in this case it is not important, but the chamfer made with a through cutter is useful for a more durable weld. Afterwards it can be cleaned so that the joint will not be noticeable at all.
When trimming, the metal heats up, so it is most convenient to support the workpiece with something during this operation, for example, a piece of an electrode or a rod, and then cool it. As we have all seen, the DIP-3001M63 screw-cutting lathe copes well with such tasks, especially when real turning masters are behind it.
Watch the video
Similar master classes






Particularly interesting






Comments (4)
